Vous aimerez peut-être aussi
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDocument10 pagesA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariPas encore d'évaluation
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhPas encore d'évaluation
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationD'EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationPas encore d'évaluation
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTPas encore d'évaluation
- Spot Welding Interview Success: An Introduction to Spot WeldingD'EverandSpot Welding Interview Success: An Introduction to Spot WeldingPas encore d'évaluation
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocument10 pagesComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsPas encore d'évaluation
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalPas encore d'évaluation
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraPas encore d'évaluation
- Feed RateDocument14 pagesFeed RateAbdallah Irfaan RamjanPas encore d'évaluation
- Optimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueDocument11 pagesOptimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueIJMERPas encore d'évaluation
- Behaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsDocument6 pagesBehaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsMathieu_94Pas encore d'évaluation
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDocument10 pagesInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaPas encore d'évaluation
- Effect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysDocument7 pagesEffect of Machining Parameters and Coating On Wear Mechanisms in Dry Drilling of Aluminium AlloysgudukumarPas encore d'évaluation
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaPas encore d'évaluation
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDocument11 pagesAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelPas encore d'évaluation
- Analysis of Machining Parameters of Inconel 718 Using Taguchi MethodDocument8 pagesAnalysis of Machining Parameters of Inconel 718 Using Taguchi MethodjsskPas encore d'évaluation
- Estimation of Tool Life by Industrial Method and TDocument8 pagesEstimation of Tool Life by Industrial Method and TKamesh JaiPas encore d'évaluation
- Optimization of Micro Milling of Hardened SteelDocument12 pagesOptimization of Micro Milling of Hardened SteelLincoln BrandãoPas encore d'évaluation
- 1 s2.0 S2212017314001030 Main PDFDocument7 pages1 s2.0 S2212017314001030 Main PDFDrRoja A RPas encore d'évaluation
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDocument5 pagesImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhPas encore d'évaluation
- Design of ShellDocument11 pagesDesign of ShellsachinPas encore d'évaluation
- Blanking and Piercing Theory Applications and Rece PDFDocument11 pagesBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirPas encore d'évaluation
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesPas encore d'évaluation
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelPas encore d'évaluation
- Cutting Force of End Cutting Tool Milling MachiningDocument24 pagesCutting Force of End Cutting Tool Milling MachiningGabryel BogdanPas encore d'évaluation
- Crossmark: Robotics and Computer - Integrated ManufacturingDocument11 pagesCrossmark: Robotics and Computer - Integrated ManufacturingJohn Crister CañetePas encore d'évaluation
- Ijaiem 2014 03 15 042Document12 pagesIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDocument16 pagesModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewPas encore d'évaluation
- Sustainability-Based Optimization of The Rotary Tu PDFDocument22 pagesSustainability-Based Optimization of The Rotary Tu PDFKhaider BouachaPas encore d'évaluation
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDocument14 pagesOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavPas encore d'évaluation
- Cutting Tools and Machining (Progress Report 2) : September 2015Document3 pagesCutting Tools and Machining (Progress Report 2) : September 2015Shweta YadavPas encore d'évaluation
- CPIE-2016 Paper 44Document10 pagesCPIE-2016 Paper 44Atul ChauhanPas encore d'évaluation
- Mohd Zaim Bin Mohd ZukeriDocument36 pagesMohd Zaim Bin Mohd Zukerisaded05Pas encore d'évaluation
- Effect of Minimum Quantity Lubrication and Dry Cutting On The Tool Life and Chip Morphology After Milling of Aluminum Alloy 7075-T6Document6 pagesEffect of Minimum Quantity Lubrication and Dry Cutting On The Tool Life and Chip Morphology After Milling of Aluminum Alloy 7075-T6Khairul AzreenPas encore d'évaluation
- Manufacturing Process Lab Report 4Document5 pagesManufacturing Process Lab Report 4Jack DanielsPas encore d'évaluation
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDocument6 pagesOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Experimental Investigation and Process Parameter Optimization On En353 With PCBN InsertsDocument7 pagesExperimental Investigation and Process Parameter Optimization On En353 With PCBN Insertssenthil kumarPas encore d'évaluation
- Analytical and Experimental Investigation of Contribution of Burnished Parameters On Roughness and Micro Hardness of AA6351Document7 pagesAnalytical and Experimental Investigation of Contribution of Burnished Parameters On Roughness and Micro Hardness of AA6351International Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Double Column Research Paper FormatDocument7 pagesDouble Column Research Paper FormatniteshPas encore d'évaluation
- Experimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyDocument6 pagesExperimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyEditor IJTSRDPas encore d'évaluation
- Jurnal Prospro 2Document6 pagesJurnal Prospro 2I Gede Nengah Wika GunawanPas encore d'évaluation
- Experimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsDocument5 pagesExperimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Silicon NitrideDocument8 pagesSilicon NitrideVikas KharbPas encore d'évaluation
- Experimental Study On The High Speed Machining of Hardened Steel KulenovicDocument5 pagesExperimental Study On The High Speed Machining of Hardened Steel KulenovicAustin ShawPas encore d'évaluation
- Journal 15Document10 pagesJournal 15H NicePas encore d'évaluation
- HTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelDocument9 pagesHTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelSridhar AtlaPas encore d'évaluation
- Review of Material TestedDocument14 pagesReview of Material Testedmanasha majhiPas encore d'évaluation
- PolymerDocument11 pagesPolymerqadir aliPas encore d'évaluation
- Optimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFDocument6 pagesOptimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFSiddharth kumarPas encore d'évaluation
- 06 2009 041 Motorcu 391 401 3k 4kDocument11 pages06 2009 041 Motorcu 391 401 3k 4kGus DurPas encore d'évaluation
- Artigo Sigma Report 19Document4 pagesArtigo Sigma Report 19pedrotoresinPas encore d'évaluation
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDocument6 pagesMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriquePas encore d'évaluation
- FSW Welding PresentationDocument56 pagesFSW Welding PresentationMazharPas encore d'évaluation
- A Review Paper On Latest Trend On Face Milling Tool-41282Document3 pagesA Review Paper On Latest Trend On Face Milling Tool-41282ajayPas encore d'évaluation
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDocument7 pagesA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaPas encore d'évaluation
- Observation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDocument7 pagesObservation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDejan JovanovicPas encore d'évaluation
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDocument6 pagesSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliPas encore d'évaluation
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)Pas encore d'évaluation
- CMM Software: Coordinate Measuring MachinesDocument26 pagesCMM Software: Coordinate Measuring MachinesGabryel BogdanPas encore d'évaluation
- CQI Wessex ISO-TS CORE TOOLS Presentation John Skinner 11dec12Document54 pagesCQI Wessex ISO-TS CORE TOOLS Presentation John Skinner 11dec12Gabryel BogdanPas encore d'évaluation
- Review Your Thesis or Dissertation: MportantDocument23 pagesReview Your Thesis or Dissertation: MportantGabryel BogdanPas encore d'évaluation
- Program: Programming Defines The Operations That Will Machine The PartDocument45 pagesProgram: Programming Defines The Operations That Will Machine The PartGabryel BogdanPas encore d'évaluation
- Sample Thesis PagesDocument19 pagesSample Thesis Pagesdavy_lPas encore d'évaluation
- Cutting Force of End Cutting Tool Milling MachiningDocument24 pagesCutting Force of End Cutting Tool Milling MachiningGabryel BogdanPas encore d'évaluation
- CAD 00 GuideSurfaceTPGDocument9 pagesCAD 00 GuideSurfaceTPGGabryel BogdanPas encore d'évaluation
- 450i User ManualDocument54 pages450i User ManualThượng Lê Văn0% (2)
- Employees' Pension Scheme, 1995: Form No. 10 C (E.P.S)Document4 pagesEmployees' Pension Scheme, 1995: Form No. 10 C (E.P.S)nasir ahmedPas encore d'évaluation
- Fake PDFDocument2 pagesFake PDFJessicaPas encore d'évaluation
- Lea 4Document36 pagesLea 4Divina DugaoPas encore d'évaluation
- Maths PDFDocument3 pagesMaths PDFChristina HemsworthPas encore d'évaluation
- Fidp ResearchDocument3 pagesFidp ResearchIn SanityPas encore d'évaluation
- Brand Positioning of PepsiCoDocument9 pagesBrand Positioning of PepsiCoAbhishek DhawanPas encore d'évaluation
- Experiment On Heat Transfer Through Fins Having Different NotchesDocument4 pagesExperiment On Heat Transfer Through Fins Having Different NotcheskrantiPas encore d'évaluation
- Section 8 Illustrations and Parts List: Sullair CorporationDocument1 pageSection 8 Illustrations and Parts List: Sullair CorporationBisma MasoodPas encore d'évaluation
- Strobostomp HD™ Owner'S Instruction Manual V1.1 En: 9V DC Regulated 85maDocument2 pagesStrobostomp HD™ Owner'S Instruction Manual V1.1 En: 9V DC Regulated 85maShane FairchildPas encore d'évaluation
- Presentation Report On Customer Relationship Management On SubwayDocument16 pagesPresentation Report On Customer Relationship Management On SubwayVikrant KumarPas encore d'évaluation
- 3125 Vitalogic 4000 PDFDocument444 pages3125 Vitalogic 4000 PDFvlaimirPas encore d'évaluation
- Basic Vibration Analysis Training-1Document193 pagesBasic Vibration Analysis Training-1Sanjeevi Kumar SpPas encore d'évaluation
- Computer First Term Q1 Fill in The Blanks by Choosing The Correct Options (10x1 10)Document5 pagesComputer First Term Q1 Fill in The Blanks by Choosing The Correct Options (10x1 10)Tanya HemnaniPas encore d'évaluation
- X-17 Manual Jofra PDFDocument124 pagesX-17 Manual Jofra PDFBlanca Y. Ramirez CruzPas encore d'évaluation
- LMU-2100™ Gprs/Cdmahspa Series: Insurance Tracking Unit With Leading TechnologiesDocument2 pagesLMU-2100™ Gprs/Cdmahspa Series: Insurance Tracking Unit With Leading TechnologiesRobert MateoPas encore d'évaluation
- Web Technology PDFDocument3 pagesWeb Technology PDFRahul Sachdeva100% (1)
- Final ExamSOMFinal 2016 FinalDocument11 pagesFinal ExamSOMFinal 2016 Finalkhalil alhatabPas encore d'évaluation
- ATPDraw 5 User Manual UpdatesDocument51 pagesATPDraw 5 User Manual UpdatesdoniluzPas encore d'évaluation
- 5 Star Hotels in Portugal Leads 1Document9 pages5 Star Hotels in Portugal Leads 1Zahed IqbalPas encore d'évaluation
- 199437-Unit 4Document36 pages199437-Unit 4Yeswanth rajaPas encore d'évaluation
- Topic 4: Mental AccountingDocument13 pagesTopic 4: Mental AccountingHimanshi AryaPas encore d'évaluation
- Lactobacillus Acidophilus - Wikipedia, The Free EncyclopediaDocument5 pagesLactobacillus Acidophilus - Wikipedia, The Free Encyclopediahlkjhlkjhlhkj100% (1)
- Internship ReportDocument46 pagesInternship ReportBilal Ahmad100% (1)
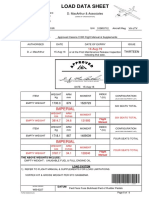
- Load Data Sheet: ImperialDocument3 pagesLoad Data Sheet: ImperialLaurean Cub BlankPas encore d'évaluation
- Cs8792 Cns Unit 1Document35 pagesCs8792 Cns Unit 1Manikandan JPas encore d'évaluation
- How To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFDocument35 pagesHow To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFCaroline NobrePas encore d'évaluation
- United Nations Economic and Social CouncilDocument3 pagesUnited Nations Economic and Social CouncilLuke SmithPas encore d'évaluation
- Enerparc - India - Company Profile - September 23Document15 pagesEnerparc - India - Company Profile - September 23AlokPas encore d'évaluation
- Assignment - 2: Fundamentals of Management Science For Built EnvironmentDocument23 pagesAssignment - 2: Fundamentals of Management Science For Built EnvironmentVarma LakkamrajuPas encore d'évaluation