Académique Documents
Professionnel Documents
Culture Documents
Chapter 6 Structural Steel: WSDOT Bridge Design Manual M 23-50.04 Page 6-I August 2010
Transféré par
albertofgvDescription originale:
Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Chapter 6 Structural Steel: WSDOT Bridge Design Manual M 23-50.04 Page 6-I August 2010
Transféré par
albertofgvDroits d'auteur :
Formats disponibles
WSDOT Bridge Design Manual M 23-50.
04 Page 6-i
August 2010
Chapter 6 Structural Steel Contents
6.0 Structural Steel 6.0-1
6.0.1 Introduction 6.0-1
6.0.2 Special Requirements for Steel Bridge Rehabilitation or Modifcation 6.0-1
6.1 Design Considerations 6.1-1
6.1.1 Codes, Specifcation, and Standards 6.1-1
6.1.2 Preferred Practice 6.1-1
6.1.3 Preliminary Girder Proportioning 6.1-2
6.1.4 Estimating Structural Steel Weights 6.1-2
6.1.5 Bridge Steels 6.1-4
6.1.6 Available Plate Sizes 6.1-5
6.1.7 Girder Segment Sizes 6.1-5
6.1.8 Computer Programs 6.1-6
6.1.9 Fasteners 6.1-6
6.2 Girder Bridges 6.2-1
6.2.1 General 6.2-1
6.2.2 I-Girders 6.2-1
6.2.3 Tub or Box Girders 6.2-1
6.2.4 Fracture Critical Superstructures 6.2-2
6.3 Design of I-Girders 6.3-1
6.3.1 Limit States for AASHTO LRFD 6.3-1
6.3.2 Composite Section 6.3-1
6.3.3 Flanges 6.3-1
6.3.4 Webs 6.3-2
6.3.5 Transverse Stiffeners 6.3-2
6.3.6 Longitudinal Stiffeners 6.3-2
6.3.7 Bearing Stiffeners 6.3-2
6.3.8 Crossframes 6.3-3
6.3.9 Bottom Laterals 6.3-4
6.3.10 Bolted Field Splice for Girders 6.3-4
6.3.11 Camber 6.3-5
6.3.12 Roadway Slab Placement Sequence 6.3-6
6.3.13 Bridge Bearings for Steel Girders 6.3-6
6.3.14 Surface Roughness and Hardness 6.3-7
6.3.15 Welding 6.3-8
6.3.16 Shop Assembly 6.3-9
6.4 Plan Details 6.4-1
6.4.1 General 6.4-1
6.4.2 Structural Steel Notes 6.4-1
6.4.3 Framing Plan 6.4-1
6.4.4 Girder Elevation 6.4-1
6.4.5 Typical Girder Details 6.4-2
6.4.6 Crossframe Details 6.4-2
Page 6-ii WSDOT Bridge Design Manual M 23-50.04
August 2010
Contents Chapter 6
6.4.7 Camber Diagram and Bearing Stiffener Rotation 6.4-2
6.4.8 Roadway Slab 6.4-2
6.4.9 Handrail Details and Inspection Access 6.4-3
6.4.10 Box Girder Details 6.4-3
6.5 Shop Plan Review 6.5-1
6.99 References 6.99-1
Appendix 6.4-A1 Framing Plan 6.4-A1
Appendix 6.4-A2 Girder Elevation 6.4-A2
Appendix 6.4-A3 Girder Details 6.4-A3
Appendix 6.4-A4 Steel Plate Girder Field Splice 6.4-A4
Appendix 6.4-A5 Steel Plate Girder Crossframes 6.4-A5
Appendix 6.4-A6 Steel Plate Girder Camber Diagram 6.4-A6
Appendix 6.4-A7 Steel Plate Girder Roadway Section 6.4-A7
Appendix 6.4-A8 Steel Plate Girder Slab Plan 6.4-A8
Appendix 6.4-A9 Handrail 6.4-A9
Appendix 6.4-A10 Box Girder Geometrics and Proportions 6.4-A10
Appendix 6.4-A11 Example Box Girder Details 6.4-A11
Appendix 6.4-A12 Example Box Girder Pier Diaphragm Details 6.4-A12
Appendix 6.4-A13 Example Box Girder Miscellaneous Details 6.4-A13
WSDOT Bridge Design Manual M 23-50.04 Page 6.0-1
August 2010
Chapter 6 Structural Steel
6.0 Structural Steel
6.0.1 Introduction
This chapter primarily covers design and construction of steel plate girder bridge superstructures. Because
of their limited application, other types of steel superstructures (truss, arch, cable stayed, suspension, etc.)
are not addressed.
Plate girder bridges are commonly used for river crossings and curved interchange ramps. Typical span
lengths range from 150 to 300 feet. Steel girders are also being used where limited vertical clearance
requires shallow superstructure depth. They may be set over busy highway lanes with a minimum of
disruption and falsework, similar to precast concrete elements. Longitudinal launching of steel framing
and transverse rolling of completed steel structures have been done successfully.
English units are the current standard for detailing. Metric units may be used on a case-by-case basis.
Widening or rehabilitation plan units should be consistent with the original.
6.0.2 SpecialRequirementsforSteelBridgeRehabilitationorModifcation
As part of steel bridge rehabilitation or modifcation, calculations shall be made to demonstrate
the adequacy of existing members and connections, with special attention given to fracture critical
components such as truss gusset plates. When structural modifcations or other alterations result in
signifcant changes in stress level, defciencies shall also be corrected. A thorough survey of impacted
components shall be made to determine section loss due to corrosion or prior modifcation.
Page 6.0-2 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
WSDOT Bridge Design Manual M 23-50.04 Page 6.1-1
August 2010
Chapter 6 Structural Steel
6.1 Design Considerations
6.1.1 Codes,Specifcation,andStandards
Steel highway bridges shall be designed to the following codes and specifcations:
AASHTO LRFD Bridge Design Specifcations, Fourth Edition
AASHTO Guide Specifcations for Horizontally Curved Steel Girder Highway Bridges,
2003 (Retained for reference, the body of curved girder specifcations has been incorporated in the
main text of the LRFD code with the 2005 interims)
AASHTO/AWS D1.5M/D1.5: 2008 Bridge Welding Code
ANSI/AWS A2.4-98 Standard Symbols for Welding, Brazing, and Nondestructive Examination
The following codes and specifcations shall govern steel bridge construction:
WSDOT Standard Specifcations for Road, Bridge, and Municipal Construction, latest edition
AASHTO/AWS D1.5M/D1.5: 2008 Bridge Welding Code
AASHTO Guide Specifcations for Highway Bridge Fabrication with HPS70W Steel, latest edition
The following AASHTO/NSBA Steel Bridge Collaboration publications are available to aid in the design
and fabrication of steel bridges:
Design Drawing Presentation Guidelines
Guidelines for Design for Constructibility
Shop Detail Drawing Presentation Guidelines
Steel Bridge Fabrication Guide Specifcation
Steel Bridge Fabrication QC/QA Guide Specifcation
Guide Specifcation for Coating Systems with Inorganic Zinc-Rich Primer
For checking the capacity of gusset plates in fracture critical trusses:
Load Rating Guidance and Examples for Bolted and Riveted Gusset Plates in Truss Bridges,
Publication No. FHWA-if-09-014
6.1.2 Preferred Practice
Unshored, composite construction is used for most plate girder bridges. Shear connectors are placed
throughout positive and negative moment regions, for full composite behavior. One percent longitudinal
deck steel, placed in accordance with AASHTO LRFD article 6.10.1.7, ensures adequate deck
performance in negative moment regions. For service level stiffness analysis, such as calculating live load
moment envelopes, the slab may be considered composite and uncracked for the entire bridge length,
provided the above methods are used. See AASHTO LRFD articles 6.6.1.2.1 and 6.10.1.5. For negative
moment at strength limit states, the slab is ignored while reinforcing steel is included for stress and
section property calculations. Where span arrangement is not well balanced, these assumptions may not
apply.
Plastic design may be utilized for simple span and positive moment regions of medium to long span plate
girder bridges. In negative moment regions, plastic design is only economical for short span beams.
Currently, economical design requires simplifed fabrication with less emphasis on weight reduction.
The number of plate thicknesses and splices should be minimized. Also, the use of fewer girder lines,
spaced at a maximum of about 14 feet, saves on fabrication, shipping, painting, and future inspection.
Widely spaced girders will have heavier fanges, hence, greater stability during construction. Normally,
eliminating a girder line will not require thickening remaining webs or increasing girder depth. The
increased shear requirement can be met with a modest addition of web stiffeners or slightly thicker webs
at interior piers.
Page 6.1-2 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
For moderate to long spans, partially stiffened web design is the most economical. This method is a
compromise between slender webs requiring transverse stiffening throughout and thicker, unstiffened
webs. Stiffeners used to connect crossframes shall be welded to top and bottom fanges. Jacking stiffeners
shall be used adjacent to bearing stiffeners, on girder or diaphragm webs, in order to accommodate future
bearing replacement. Coordinate jack placement in substructure and girder details.
Steel framing should consist of main girders and crossframes. Bottom lateral systems should only be
used when temporary bracing is not practical. Where lateral systems are needed, they should be detailed
carefully for adequate fatigue life.
Standard corrosion protection for steel bridges is a three-coat paint system, west of the Cascades and
where paint is required for appearance. Weathering steel should be considered for dry, eastern regions.
When weathering steel is used and appearance is not critical, a single shop coat of inorganic zinc-rich
primer may be considered in coastal regions.
WSDOT does not currently allow the use of steel stay-in-place deck forms.
6.1.3 Preliminary Girder Proportioning
The superstructure depth is initially determined during preliminary plan development and is based upon
the span/depth ratios provided in Chapter 2 of this manual. The depth may be reduced to gain vertical
clearance, but the designer should verify live load defection requirements are met. See AASHTO LRFD
Table 2.5.2.6.3-1. It is offce practice to limit live load defections in accordance with the optional criteria
of AASHTO LRFD articles 2.5.2.6.2 and 3.6.1.3.2.
The superstructure depth is typically shown as the distance from the top of the concrete roadway slab to
the bottom of the web. Web depths are generally detailed in multiples of 6 inches.
On straight bridges, interior and exterior girders should be detailed as equal. Spacing should be such that
the distribution of wheel loads on the exterior girder is close to that of the interior girder. The number of
girder lines should be minimized, with a maximum spacing of 14 feet. Three or more girders lines are
considered redundant. If a non-redundant bridge is proposed, approval must be obtained from the Bridge
Design Engineer.
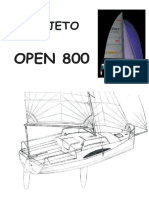
6.1.4 Estimating Structural Steel Weights
For the preliminary quantities or preliminary girder design, an estimate of steel weights for built-up plate
composite I girders can be obtained from Figure 6.1.4-1 This fgure is based upon previous designs with
AASHTO HS-20 live loads with no distinction between service load designs and load factor designs. This
chart also provides a good double check on fnal quantities.
The weights shown include webs, fanges, and all secondary members (web stiffeners, diaphragms,
crossframe, lateral systems, gusset plates) plus a small allowance for weld metal, bolts, and shear
connectors.
Both straight and curved box girder quantities may be estimated with the chart, using a 10 to 20%
increase.
The chart should only be used for a lower bound estimate of curved I-girder weight. Roadway width and
curvature greatly infuence girder weight, including cross frames.
WSDOT Bridge Design Manual M 23-50.04 Page 6.1-3
August 2010
Chapter 6 Structural Steel
:
O
O
O
:
O
2
O
O
2
:
O
O
O
2
O
O
-
O
:
O
O
7
O
O
'
!
5
<
'
<
5
!
6
(
!
5
5
,
<< 55 w5'6
'! /! ! <!w`
:
O
-
O
O
!
5
<
5
5
<
!
<
5
'
\
5
<
6
5
(
`
!
5
,
Composite Welded Steel Plate I Girder
Figure 6.1.4-1.
Page 6.1-4 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
6.1.5 Bridge Steels
The most common types of steel used for bridges are now grouped in ASTM A 709 or AASHTO M 270
specifcations. The following table shows equivalent designations. Grades of steel are based on minimum
yield point.
ASTM
ASTM A 709/
AASHTO M 270
A 36 Grade 36
A 572 gr 50 Grade 50
A 992 (W shapes) Grade 50S
A 588 Grade 50W
Grade HPS50W
A 852 Grade 70W
--- Grade HPS70W
A 514* Grade 100*
Grade l00W*
* Minimum yield strength is 90 ksi for plate thickness greater than 2
Plates and rolled sections are available is these specifcations and grades. Rolled sections include beams
(W, S, and M shapes), H-piles, tees, channels, and angles. These materials are prequalifed under the
Bridge Welding Code. The common specifcation for wide fange beams is now ASTM A 992.
Use AASHTO M 270 grades 50 or 50W for plate girders. The fabricated costs of structural carbon and
structural low alloy steel plate girders are about equal. AASHTO now recommends grade HPS70W
instead of grade 70W for bridge use. HPS70W can be economical if used selectively in hybrid design. For
moderate spans consider HPS70W for the bottom fanges throughout and top fanges near interior piers.
The use of M 270 grade 100 or 100W requires approval by the Bridge Design Engineer, and should not be
used until grade HPS100W is available.
All main load-carrying members or components subject to tensile stress shall be identifed in the plans
and be required to meet the minimum Charpy V-notch (CVN) fracture toughness values as specifed in
AASHTO LRFD Table 6.6.2-2, temperature zone 2. Fracture critical members or components shall also
be designated in the plans.
Availability of weathering steel can be a problem for some sections. For example, steel suppliers do not
stock angles or channels in weathering steel. Weathering steel wide fange and tee sections are diffcult to
locate or require a mill order. ASTM A 709 and AASHTO M 270 bridge steels are not stocked by local
service centers. The use of bridge steel should be restricted to large quantities such as found in typical
plate girder projects. The older ASTM specifcation steels, such as A 36, should be specifed when a
fabricator would be expected to purchase from local service centers. The older AASHTO designations,
such as M183, have been dropped.
Structural tubes and pipes are covered by other specifcations. See the latest edition of the AISC Manual
of Steel Construction for selection and availability. These materials are not considered prequalifed under
the Bridge Welding Code. They are covered under the Structural Welding Code AWS D1.1. Structural
tubing ASTM A 500 is not recommended for dynamic loading applications unless minimum CVN
requirements are specifed.
WSDOT Bridge Design Manual M 23-50.04 Page 6.1-5
August 2010
Chapter 6 Structural Steel
6.1.6 Available Plate Sizes
Readily available lengths and thicknesses of steel plates should be used to minimize costs. Tables of
standard plate sizes have been published by various steel mills and should be used for guidance. These
tables are available through the steel specialist, or online.
In general, an individual plate should not exceed 12-6 feet in width, including camber requirements,
or a length of about 60 feet. If either or both of these dimensions are exceeded, a butt splice is required
and should be shown or specifed on the plans. Some plates may be available in lengths over 90 feet, so
web splice locations should be considered optional. Quenched and tempered plates are limited to 50 feet,
based on oven size.
Plate thicknesses of less than 5/16 inches should not be used for bridge applications.
When metric units are used, all steel dimensions, including thickness, should be hard converted.
For example, specify 25 mm, not 25.4 mm plate.
Preferred plate thicknesses, English units, are a follows:
5/16 to in 1/16 increments
to 1 in increments
1 to 4 in increments
6.1.7 Girder Segment Sizes
Locate bolted feld splices so that individual girder segments can be handled, shipped, and erected
without imposing unreasonable requirements on the contractor. Crane limitations need to be considered
in congested areas near traffc or buildings. Transportation route options between the girder fabricator
and the bridge site can affect the size and weight of girder sections allowed. Underpasses with restricted
vertical clearance in sag vertical curves can be obstructions to long, tall segments shipped upright. The
region should help determine the possible routes, and the restrictions they impose, during preliminary
planning or early in the design phase.
Segment lengths should be limited to 150 feet, depending upon cross section. Long, slender segments
can be diffcult to handle and ship due to their fexibility. Horizontal curvature of girder segments may
increase handling and shipping concerns. Out-to-out width of curved segments, especially box girders,
should not exceed 14 feet without additional travel permits and requirements. Weight is seldom a
controlling factor for I-girders. However, 40 tons is a practical limit for some fabricators. Limit weight to
a maximum of 100 tons if delivery by truck is anticipated.
Consider the structures span length and the above factors when determining girder segment lengths.
In general, feld splices should be located at dead load infection points. When spans are short enough,
some feld splices can be designated optional if resulting segment lengths and weights meet the shipping
criteria.
Page 6.1-6 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
6.1.8 Computer Programs
The designer should consult the design supervisor to determine the computer program best suited for a
particular bridge type.
Offce practice and good engineering principles require that the results of any computer program or
analysis be independently verifed for accuracy. Also, programs with built-in code checks must be
checked for default settings. Default settings may refect old code or offce practice may supersede the
code that the program was written for.
6.1.9 Fasteners
All bolted connections shall be friction type (slip-critical). Assume Class B faying surfaces where
inorganic zinc primer is used. If steel will be given a full paint system in the shop, the primed faying
surfaces need to be masked to maintain the Class B surface.
Properties of High-Strength Bolts
Material Bolt Diameter Tensile Strength ksi Yield Strength ksi
AASHTO M 164 - 1 inc 120 92
(ASTM A325) 1 - 1 inc. 105 81
Over 1 Not Available
ASTM A 449 - 1 inc 120 92
(No AASHTO 1 - 1 inc. 105 81
equivalent) 1 -3 inc 90 58
Over 3 Not Available
AASHTO
M 314 - 3 inc 125-150 105
(ASTM F 1554)
Grade 105
AASHTO
M253 - 1 inc. 150-170 130
(ASTM A 490)
Over 1 Not Available
ASTM A 354 - 2 inc 150 130
Grade BD
(No AASHTO 3 - 4 inc 140 115
equivalent) Over 4 Not Available
WSDOT Bridge Design Manual M 23-50.04 Page 6.1-7
August 2010
Chapter 6 Structural Steel
General Guidelines for Steel Bolts
A. M 164 (A325)
High strength steel, headed bolts for use in structural joints. These bolts may be hot-dip galvanized.
Do not specify for anchor bolts.
B. A449
High strength steel bolts and studs for general applications including anchor bolts. Recommended for
use as anchor bolts where strengths equivalent to A325 bolts are desired. These bolts may be hot-dip
galvanized. Do not use these anchor bolts for seismic applications due to low CVN impact toughness.
C. M 314 (F1554)
Grade 105 Higher strength anchor bolts to be used for larger sizes (1 to3). When used in
seismic applications, ASTM F 1554 shall be specifed, since AASHTO M 314 lacks the CVN
supplemental requirements. Specify supplemental CVN requirement S5 when these are used in
seismic applications (most bridge bearings that resist lateral loads). Lower grades may also be
suitable for sign structure foundations. This specifcation should also be considered for seismic
restrainer rods, and may be galvanized.
D. M 253 (A490)
High strength alloy steel, headed bolts for use in structural joints. These bolts should not be
galvanized, because of the high susceptibility to hydrogen embrittlement. In lieu of galvanizing,
the application of an approved zinc rich paint may be specifed. Do not specify for anchor bolts.
E. A354
Grade BD high strength alloy steel bolts and studs. These are suitable for anchor bolts where
strengths equal to A490 bolts are desired. These bolts should not be galvanized. If used in seismic
applications, specify minimum CVN toughness of 25 ft-lb at 40F.
Page 6.1-8 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
WSDOT Bridge Design Manual M 23-50.04 Page 6.2-1
August 2010
Chapter 6 Structural Steel
6.2 Girder Bridges
6.2.1 General
Once the material of choice, structural steel has been eclipsed by reinforced and prestressed concrete.
Corrosion and fatigue cracking have contributed to unanticipated life cycle costs. Fabrication and
material costs have also contributed to steels relative cost disadvantage. Costs may be minimized by
simplifying fabrication details, optimizing the number of girder lines, allowing for repetitive fabrication
of components such as crossframes and stiffeners, and ensuring ease of shipping and erecting.
The specifcations allow a combination of plastic design in positive moment regions and elastic design
in negative moment regions. Plate girders, of the depths typically built in this state, have traditionally
been designed to elastic limits or lower. Newer design methods may help reduce steel weight and narrow
the cost gap between steel and concrete bridges. High performance steel can be used to advantage saving
weight and painting.
6.2.2 I-Girders
Welded plate I-girders constitute the majority of steel girders designed by WSDOT. The I-girder
represents an effcient use of material for maximizing stiffness. Its shortcoming is ineffciency in resisting
shear. Offce practice is to maintain constant web thickness and depth for short to medium span girders.
Weight savings is achieved by minimizing the number of webs used for a given bridge. This also
helps minimize fabrication, handling, and painting costs. Current offce practice is to use a minimum
of three girders to provide redundant load path structures. Two girder superstructures are considered
non-redundant and hence, fracture critical.
Buckling behavior of relatively slender elements complicates steel plate girder design. Most strength
calculations involve checks on buckling in some form. Local buckling can be a problem in fanges,
webs, and stiffeners if compression is present. Also, overall stability needs to be insured for all stages of
construction, with or without a roadway deck. The art of designing steel girders is to minimize material
and fabrication expense while ensuring adequate strength, stiffness, and stability.
I-girders are an excellent shape for welding. All welds for the main components are easily accessible
and visible for welding and inspection. The plates are oriented in the rolling direction to make good use
of strength, ductility, and toughness of the structural steel. The web is attached to the top and bottom
fanges with continuous fllet welds. Usually, they are made with automatic submerged arc welders.
These welds are loaded parallel to the longitudinal axis and resist horizontal shear between the fanges
and web. Minimum size welds based on plate thickness will satisfy strength and fatigue requirements in
most cases. The fanges and webs are fabricated to full segment length with full penetration groove welds.
These welds are inspected by ultrasound (UT) 100%. Tension welds, as designated in the plans, are also
radiographed (RT) 100%. Offce practice is to have fanges and webs fabricated full length before they are
welded into the I shape. Weld splicing built-up sections results in poor fatigue strength and zones that
are diffcult to inspect. Quality welding and inspection requires good access for both.
6.2.3 Tub or Box Girders
Typical steel box girders for WSDOT are trapezoidal tub sections. Using single top fange plates to create
true box sections is very uncommon when reinforced concrete decks are used. Tub girders will be referred
to herein as box girders, as in AASHTO LRFD article 6.11.
The top lateral system placed inside the girder is treated as an equivalent plate, closing the open
section, to increase torsional stiffness before slab curing. Although not required by the code, it helps
ensure stability that may be overlooked during construction. Partial or temporary bracing may be used
provided it is properly designed and installed. Dramatic construction failures have occurred due to
insuffcient bracing of box girders. Stability of the shape must be ensured for all stages of construction per
AASHTO LRFD article 6.11.3. The cured deck serves to close the section for torsional stiffness. Internal
Page 6.2-2 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
crossframes or diaphragms are used to maintain the shape and minimize distortion loading on individual
plates and welds making up the box. Box segments will have considerable torsional stiffness when top
lateral bracing is provided. This may make ft-up in the feld diffcult.
The ability to make box girders with high torsional stiffness makes them a popular choice for short radius
curved structures. Curved box girders, because of inherent torsional stiffness, behave differently than
curved I-girders. Curved box girder behavior is approximated by the M/R method, rather than the V-load
method. See curved girder references listed at the end of this chapter for complete description.
Straight box girders, when proportioned in accordance with AASHTO LRFD article 6.11.2 may be
designed without consideration of distortional stresses. The range of applicability for live load distribution
is based on:
(623-1)
which limits the number of lanes loading each box. Wide box girder spacing, outside this range, will
require additional live load analysis. Consideration must be given to differential defection between boxes
when designing the roadway deck. Generally, use of crossframes between boxes is limited to long spans
with curvature.
Box girders should be detailed for single bearings per box. If bearings are located under each web,
distribution of loads is uncertain. Generally, plate diaphragms with access holes are used in place of pier
crossframes.
With the exception of effects from inclined webs, top fanges and webs are designed as if they were part
of individual I-girders.
The combined bottom fange is unique to box girders. In order to maximize web spacing while
minimizing bottom fange width, offce practice is to place webs out of plumb on a slope of 1 in 4.
Wide plates present two diffculties: excessive material between shop splices and buckling behavior in
compression zones (interior piers). To keep weight and plate thickness within reason, it is often necessary
to stiffen the bottom fange in compression with longitudinal stiffeners. Offce practice is to use tee
sections for longitudinal stiffeners and channel bracing at crossframe locations (transverse stiffeners).
If possible, bottom fange stiffeners are terminated at feld splices. Otherwise, carefully ground weld
terminations are needed in tension regions with high stress range. Due to the transverse fexibility of thin
wide plates, stiffener plates are welded across the bottom fange at crossframe locations, combined with
web vertical stiffeners. For the design of the bottom fange in compression, see AASHTO LRFD articles
6.11.8.2 and 6.11.11.2.
6.2.4 Fracture Critical Superstructures
Non-redundant, fracture critical single tub superstructures may sometimes be justifed. In which case,
approval for this bridge type must be obtained from the Bridge Design Engineer. Conditions that favor
this option are narrow one lane ramps, especially with tightly curved alignments, at locations within
existing mainline interchanges. Flyover ramps often fall into these constraints. The box section allows
in-depth inspection access without signifcant disruption to mainline traffc. UBIT access over urban
interstate lanes is becoming increasingly diffcult to obtain.
Where curvature is signifcant, the box section is a stiffer, more effcient load carrying system than a twin
I-girder system. If a twin I-girder system is to be used, approval must also be secured. Some form of
permanent false decking or other inspection access needs to be included over mainline lanes that will be
diffcult to close for UBIT access. This access needs to be appropriate for fracture critical inspections. If
curvature is not severe, the twin I-girder system may prove to be more economical than a single box.
The maximum roadway width for either a single box or twin I-girder superstructure is about 27
feet. Where roadway width exceeds this, additional girders should be used. Mainline structures,
usually exceeding 38 feet in width, will require a minimum of three webs, with four webs being the
preferred minimum.
WSDOT Bridge Design Manual M 23-50.04 Page 6.2-3
August 2010
Chapter 6 Structural Steel
Increased vertical clearance from mainline traffc should be obtained for either of these bridge types.
A desirable minimum is 20 feet. Box sections tend to offer greater stiffness than equal depth I-girders,
especially on curved alignment. The web depth may be reduced below AASHTO LRFD Table 2.5.2.6.3-1
minimums provided live load defection criteria are met. However, avoid web depth less than 5-0 so that
inspection access is within reason. The desirable minimum web depth for boxes is 6-6. Box sections
with web depth of 6-6 should be capable of interior spans up to 250 feet. Main spans of 150 feet should
be considered the low end of this girder types economical range. Because of the proximity of fyover
ramps to high numbers of observers, attempt to streamline their superstructure depths where economical
and defection criteria can be achieved.
Use high performance steels, AASHTO M270 grades HPS50W or HPS70W for these girder types.
Grades of steel with equal CVN toughness may be considered, however the improved through-thickness
properties of the HPS grades should also be considered. If practical, maintain a maximum fange thickness
of 2 when using HPS for better properties and plate availability. The improved toughness of HPS will
lower the chance of sudden crack propagation if a crack does become visible to casual observation.
The limit state load modifer relating to redundancy,
r
= 1.05, as specifed in AASHTO LRFD 1.3.4 shall
be used in the design of non-redundant steel structures.
The AASHTO LRFD approximate live load distribution factors are not applicable to these girder types.
The level rule or the preferred refned analysis shall be used. Where highly curved, only a refned analysis
should be used.
Page 6.2-4 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
WSDOT Bridge Design Manual M 23-50.04 Page 6.3-1
August 2010
Chapter 6 Structural Steel
6.3 Design of I-Girders
6.3.1 Limit States for AASHTO LRFD
Structural components shall be proportioned to satisfy the requirements of strength,extreme event,
service, and fatigue limit states as outlined in AASHTO LRFD articles1.3.2 and 6.5.
Service limit states are included in Service I and Service II load combinations. Service I load combination
is used to check the live load defection limitations of AASHTO LRFD article 2.5.2.6. Service II load
combination is the AASHTO LRFD equivalent of the LFD overload provisions. Service II places
limits on permanent defection, no yielding, slenderness of the web in compression, and slip of bolted
connections.
The fatigue live load specifed in AASHTO LRFD article 3.6.1.4 shall be used for checking girder
details per article 6.6. A single fatigue truck, without lane loading or variable axle spacing, is placed for
maximum and minimum effect to a detail under investigation. The impact is 15%, regardless of span
length. The load factor is 1.5. It is generally possible to meet the constant amplitude fatigue limit (CAFL)
requirement for details with good fatigue performance. Limiting the calculated fatigue range to the CAFL
ensures infnite fatigue life. Webs shall be checked for fatigue loading in accordance with AASHTO
LRFD article 6.10.5.3, using the calculated fatigue stress range for fexure or shear. Shear connector
spacing shall be according to AASHTO LRFD article 6.10.10. Generally, the fatigue resistance (Zr) for
diameter shear connectors can be taken as 4.2 kips for an infnite number of cycles (CAFL = 4.2 kips).
Flanges and webs must meet strength limit state requirements for both construction and fnal phases.
Constructibility requirements for fanges and webs are covered in AASHTO LRFD article 6.10.3. Flexure
resistance is specifed in AASHTO LRFD articles 6.10.7 and 6.10.8; shear resistance is specifed in
AASHTO LRFD article 6.10.9
Pier crossframes shall be designed for seismic loading, extreme event load combination. Bolts are treated
as bearing type connections with AASHTO LRFD article 6.5.4.2 resistance factors. The resistance factor
for all other members is 1.0 at extreme limit state.
6.3.2 Composite Section
Live load plus impact is applied to the transformed composite section using Es/Ec, commonly denoted n.
Long-term loading (dead load of barriers, signs, luminaries, overlays, etc.) is applied to the transformed
composite section using 3n. Positive moments are applied to these composite sections accordingly, both
for service and strength limit states. The slab may be considered effective in negative moment regions
provided tensile stresses in the deck are below the modulus of rupture. This is generally possible for
Service I load combination and fatigue analysis. For strength limit state loadings, the composite section
includes longitudinal reinforcing while the deck is ignored.
6.3.3 Flanges
Flange thickness is limited to 4 maximum in typical bridge plate, but the desirable maximum is 3. The
number of plate thicknesses used for a given project should be kept to a minimum. Generally, the bottom
fange should be wider than the top fange. Flange width changes should be made at bolted feld splices.
Thickness transitions are best done at welded splices. AASHTO LRFD article 6.13.6.1.5 requires fll
plates at bolted splices to be developed, if thicker than . Since this requires a signifcant increase in the
number of bolts for thick fll plates, keeping the thickness transition or less by widening pier segment
fanges can be a better solution. Between feld splices, fange width should be kept constant.
Page 6.3-2 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
6.3.4 Webs
Maintain constant web thickness throughout the structure. If different web thickness is needed, the
transition should be at a welded splice. Horizontal web splices are not needed unless web height exceeds
12-6. Vertical web splices for girders should be shown on the plans in an elevation view with additional
splices made optional to the fabricator. All welded web splices on exterior faces of exterior girders and
in tension zones elsewhere shall be ground smooth. Web splices of interior girders need not be ground in
compression zones.
6.3.5 Transverse Stiffeners
These stiffeners shall be used in pairs at crossframe locations on interior girders and on the inside of webs
of exterior girders. They shall be welded to the top fange, bottom fange and web at these locations. This
detail is considered fatigue category C for longitudinal fange stress. Stiffeners used between crossframes
shall be located on one side of the web, welded to the compression fange, and cut short of the tension
fange. Stiffeners located between crossframes in regions of stress reversal shall be welded to one side
of the web and cut short of both fanges. Alternatively, they may be welded to both fanges if fatigue
Category C is checked. Transverse stiffeners may be dropped when not needed for strength. If crossframe
spacing is less than 3 times the web depth, additional stiffeners may only be necessary near piers.
Stiffened webs require end panels to anchor the frst tension feld. If jacking stiffeners are placed next
to bearing stiffeners, the space created may be used as the anchor panel. Otherwise, the frst transverse
stiffener is placed no greater than 1.5 times the web depth from the bearing stiffener.
Transverse stiffeners must be designed and detailed to meet AASHTO LRFD article 6.10.11.1. Where
they are used to connect crossframes, they should be a minimum width of 8 to accommodate two
bolt rows.
6.3.6 Longitudinal Stiffeners
On long spans where web depths exceed 10 feet, comparative cost evaluations shall be made to determine
whether the use of longitudinal stiffeners will be economical. The use of longitudinal stiffeners may be
economical on webs 10 feet deep or greater. Weld terminations for longitudinal stiffeners are fatigue
prone details. Longitudinal stiffener plates should be continuous, splices being made with full penetration
welds before being attached to webs. Transverse stiffeners should be pieced to allow passage of
longitudinal stiffeners.
Design of longitudinal stiffeners is covered by AASHTO LRFD article 6.10.11.3.
6.3.7 Bearing Stiffeners
Stiffeners are required at all bearings to enable the reaction to be transmitted from the web to the bearing.
These stiffeners are designated as columns, therefore, must be vertical under total dead load. The
connection of the bearing stiffener to fanges consists of partial penetration groove welds, of suffcient
size to transmit design loads.
Pier crossframes may transfer large seismic lateral loads through top and bottom connections. Weld size
must be designed to ensure adequate load path from deck and crossframes into bearings.
Design of bearing stiffeners is covered by AASHTO LRFD article 6.10.11.2.
WSDOT Bridge Design Manual M 23-50.04 Page 6.3-3
August 2010
Chapter 6 Structural Steel
6.3.8 Crossframes
The primary function of intermediate crossframes is to provide stability to individual girders or fanges.
Crossframes or diaphragms are required at each support to brace girders; they should be as near to full-
depth as practical. Crossframes share live load distribution between girders with the concrete deck. The
approximate AASHTO LRFD live load distribution factors were based on the absence of intermediate
crossframes. Where crossframes are present, the exterior girder distribution factors are also determined
according to AASHTO LRFD article 4.6.2.2.2d (conventional approximation for loads on piles). On
curved bridges, the crossframes also resist twisting of the superstructure. Pier crossframes are subjected
to lateral loads from wind, earthquake, and curvature. These forces are transmitted from the roadway
slab to the bearings by way of the pier crossframes. Intermediate crossframes also resist wind load to
the lower half of the girders. The primary load path for wind is the concrete deck and pier diaphragms.
Wind load on the bottom fange is shed incrementally to the deck through intermediate crossframes.
The essential function, however, is to brace the compression fanges for all stages of construction and
service life. As such, continuous span girders require bottom fange bracing near interior supports. Offce
practice requires intermediate crossframes, at spacing consistent with design assumptions. The 25 foot
maximum spacing of older specifcations is not maintained in the AASHTO LRFD code. A rectangular
grid of girders and crossframes is not signifcantly stiff laterally before the deck is cured. Both wind and
deck placement can cause noticeable defections. In the case of deck placement, permanent sideway and
rotation of the steel framing may result. Some form of temporary or permanent lateral bracing is therefore
required.
Crossframes and connections should be detailed for repetitive fabrication, adjustment in the feld, and
openness for inspection and painting. Avoid back-to-back angles separated by gusset plates. These
are diffcult to repaint. Crossframes are generally patterned as K-frames or as X-frames. Typically the
confguration selected is based on the most effcient geometry. The diagonals should closely approach a
slope of 1:1 or 45. Avoid conficts with utilities passing between the girders. Detailing of crossframes
should follow guidelines of economical steel bridge details promoted by the National Steel Bridge
Alliance. Offce practice is to bolt rather than weld individual pieces, to provide some feld adjustment.
Oversize holes are not allowed in crossframe connections if girders are curved.
Intermediate crossframes for straight girders with little or no skew should be designed as secondary
members. Choose members that meet minimum slenderness requirements and design connections only for
anticipated loads, not for 75% strength of member.
In general, crossframes should be installed parallel to piers for skew angles of 0 to 20. For greater skew
angles, other arrangements may be used. Consult with the design unit supervisor or the steel specialist for
special requirements.
Intermediate crossframes for curved I-girders require special consideration. Curved girder systems should
be designed according to AASHTO Guide Specifcations for Horizontally Curved Highway Bridges.
Crossframes for curved girder bridges are main load carrying members and tension components should
be so designated in the plans. For highly curved systems, it is more effcient to keep members and
connections concentric, as live loads can be signifcant. Welded connections should be carefully evaluated
for fatigue.
Web stiffeners at crossframes shall be welded to top and bottom fanges. This practice minimizes out-of-
plane bending of the girder web.
Bridge widening requires special attention to girder stability during slab placement. Lateral movement
and rotation has been common with widening projects around the country. Narrow framing, such as a
two girder widening, requires bracing to an existing structure. A common method for bracing is to install
crossframes (in bay between existing and new girders) with only enough bolts installed to allow for
differential defection but no rotation. Remaining bolts can be installed through feld-drilled holes after the
slab has cured.
Page 6.3-4 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
6.3.9 Bottom Laterals
Bottom lateral systems are expensive to install permanently. If possible, they should be avoided in favor
of alternative bracing methods. They are seldom required in the completed structure, but may contribute
to nuisance fatigue cracking or fracture in the main girders.
The primary function of a bottom lateral system is to stabilize the girders against lateral loads and
translation before the deck hardens. The layout pattern is based on number of girder lines, girder spacing,
and crossframe spacing. Cost considerations should include geometry, repetition, number, and size of
connections. If used, limit bottom laterals to one or two bays.
For both straight and curved structures, bottom laterals carry dead and live loads, in proportion to distance
from the neutral axis. They should be modeled in the structure to determine the actual forces the members
experience. Since they carry slab dead load, they should be accounted for when calculating camber.
Where lateral gusset plates are fllet welded to girder webs, the fatigue stress range in the girder is limited
to Category E without transition radius, or Category D with carefully made transition radius. The gusset
plates should be bolted to the girder web in regions of high tension stress range.
For widening projects, bottom laterals are not needed since new can be braced against existing
construction. Framing which is adequately braced should not require bottom laterals.
6.3.10 Bolted Field Splice for Girders
Offce practice is to use bolted feld splices. Splices are usually located at the dead load infection point to
minimize the design bending moment. See AASHTO LRFD articles 6.13.2 and 6.13.6.1 for bolted splice
design requirements. A method for designing web splices is now outlined in AASHTO LRFD article
6.13.6.1.4b. Bolted web splices should not involve thin fll material. Thickness transitions for webs, if
needed, should be done with welded shop splices.
Flange splice design is outlined in AASHTO LRFD article 6.13.6.1.4c. For splice plates at least thick
and diameter bolts, threads may be excluded from all shear planes for a 25% increase in strength,
per AASHTO LRFD article 6.13.2.7. Bolts designed with threads excluded from shear planes shall be
designated as such in the plans. Generally, bolts in girder feld splices may be designed for double shear.
A new requirement has been added for developing fllers used in bolted splices, AASHTO LRFD article
6.13.6.1.5. When fll plates are greater than , the splice or fller needs to be extended for additional
bolts. As fller thickness increases, the shear resistance of bolts decreases. A way of minimizing fller
thickness is to transition fange width for pier segments. Using equal plate thickness by this method has
the added beneft of reducing the number of plate sizes in a project.
Splice bolts shall be checked for Strength load combinations and slip at Service II load combination.
When faying surfaces are blasted and primed with inorganic zinc paint, a Class B surface condition is
assumed.
Fabrication of girder splices is covered by WSDOT Standard Specifcations 6-03.3(27) and 6-03.3(28).
Method of feld assembly is covered by section 6-03.3(32) and bolting inspection and installation by
section 6-03.3(33). Since bolted joints have some play due to differences in bolt diameter and hole size,
feld splices are drilled while segments are set in proper alignment in the shop. The joint is pinned (pin
diameter equals hole size to prohibit movement) for shop assembly and also during initial feld ft-up.
Normally, this ensures repeatability of joint alignment from shop to feld.
WSDOT Bridge Design Manual M 23-50.04 Page 6.3-5
August 2010
Chapter 6 Structural Steel
6.3.11 Camber
Camber includes effects of profle grade, superelevation, anticipated dead load defections, and slab
shrinkage (if measurable). Permanent girder defections shall be shown in the contract plans in the form
of camber diagrams and tables. Dead load defections are due to steel self-weight, slab dead load, and
superimposed dead loads such as overlay, sidewalks, and barriers. Since fabricated camber and girder
erection have inherent variability, slab form height is adjusted after steel has been set. Although a constant
distance from top of web to top of deck is assumed, this will vary along the girders. Deck forms without
adjustment for height are not allowed. Girders must be profled once fully erected, and before deck forms
are installed. See Standard Specifcation 6-03.3(39).
Girder camber is established at three stages of construction. First, girder webs are cut from plates so that
the completed girder segment will assume the shape of reverse dead load defections superimposed on
profle grade. Only minor heat corrections may be made in the shop to meet the camber tolerance of the
Bridge Welding Code AWS D1.5 chapter 3.5. Camber for plate girders is not induced by mechanical
force. The fabricated girder segment will incorporate the as-cut web shape and minor amounts of welding
distortion. Next, the girder segments are brought together for shop assembly. Field splices are drilled as
the segments are placed in position to ft profle grade plus total dead load defection (no load condition).
Finally, the segments are erected, sometimes with supports at feld splices. There may be slight angle
changes at feld splices, resulting in altered girder profles. Errors at mid-span can be between one to two
inches at this stage.
The following is a general outline for calculating camber and is based on girders having shear studs the
full length of the bridge.
Two curves will be required, one for total dead load plus slab shrinkage and one for steel framing self-
weight. The difference between these curves is used to set deck forms and adjust screed rails.
Girder dead load defection is determined by using various computer programs. Many steel girder design
programs incorporate camber calculation. Girder self-weight is assumed to include the basic section
plus stiffeners, crossframes, welds, shear studs, etc. These items may be accounted for by adding an
appropriate percentage of basic section weight (15% is a good rule of thumb). Total dead load camber
shall consist of defection due to:
A. Steel weight, applied to steel section.
B. Slab weight, applied to steel section. This should be the majority of dead load defection.
C. Traffc barriers, sidewalks, and overlays, applied to long-term composite section using 3n.
D. Slab shrinkage (if ).
Slab dead load defection will require the designer to exercise some judgment concerning degree of
analysis. A two or three span bridge of regular proportions, for example, should not require a rigorous
analysis. The slab may be assumed to placed instantaneously on the steel section only. Generally, due to
creep, defections and stresses slowly assume a state consistent with instantaneous slab placement. For
unusual girder arrangements, and especially structures with in-span hinges, an analysis coupled with a
slab pour sequence may be justifed. This would require an incremental analysis where previous slab
pours are treated as composite sections (using a modulus of elasticity for concrete based on age at time
of second pour) and successive slab pours are added on noncomposite sections. Each slab pour requires a
separate defection analysis. The total effect of slab construction is the superposition of each slab pour.
Traffc barriers, sidewalks, overlays, and other items constructed after the slab pour should be analyzed
as if applied to the long-term composite section full length of the bridge. The modulus of elasticity of the
slab concrete should be reduced to one third of its short term value. For example, if fc = 4000 psi, then
use a value of n = 24.
Page 6.3-6 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
Slab shrinkage has a varying degree of effect on superstructure defections. The designer must use some
judgment in evaluating this effect on camber. Slab shrinkage should be the smallest portion of the total
camber. It has greater infuence on shallower girder sections, say rolled beams. Simple spans will see
more effect than continuous spans. For medium to long span continuous girders (spans over 200 feet
without any in-span hinges), slab shrinkage defection can be ignored. For simple span girders between
150 and 250 feet, the defection should not exceed 1. For calculation, apply a shrinkage strain of about
0.0002 to the long-term composite section using 3n.
In addition to girder defections, show girder rotations at bearing stiffeners. This will allow shop plan
detailers to compensate for rotations so that bearing stiffeners will be vertical in their fnal position.
Camber tolerance is governed by the Bridge Welding Code AWS D1.5, chapter 3.5. A note of clarifcation
is added to the plan camber diagram: For the purpose of measuring camber tolerance during shop
assembly, assume top fanges are embedded in concrete without a designed haunch. This allows a high or
low deviation from the theoretical curve. In the past, no negative camber tolerance was allowed.
6.3.12 Roadway Slab Placement Sequence
The roadway slab is placed in a prescribed sequence allowing the concrete in each segment to shrink
with minor infuence on other segments. Negative moment regions (segments over interior piers) must be
placed after positive moment regions have had time to cure. This helps minimize shrinkage cracking and
provides manageable volumes of concrete for a work shift.
Positive moment regions should be placed frst, while negative moment regions are placed last.
Successive segments should not be placed until previous segments attain strengths of about 2000 psi or
cure 3 to 7 days. This general guideline is suffcient for typical, well balanced span arrangements. For
unbalanced span arrangements, the designer should check slab tensile stresses imposed on adjoining span
segments. Required concrete strength can be increased, but needless delays waiting for higher strengths
should be avoided. Also, the contractor should be given the option of placing positive moment segments
with little infuence on each other at a convenient rate, regardless of curing time. That is, segments
separated by a span could be placed the same or next day without any harm. These can be lumped in the
same pour sequence.
6.3.13 Bridge Bearings for Steel Girders
Make bearing selection consistent with required motions and capacities in the following order of
preference, high to low:
No bearings (integral abutments or piers)
Elastomeric bearings
Fabric pad bearings
Steel cylindrical (pin) bearings
Disk bearings
Spherical bearings
WSDOT Bridge Design Manual M 23-50.04 Page 6.3-7
August 2010
Chapter 6 Structural Steel
6.3.14 Surface Roughness and Hardness
The standard measure of surface roughness is the microinch value. Surface roughness shall be shown on
the plans for all surfaces for which machining is required unless covered by the Standard Specifcations
or Special Provisions. Consult Machinerys Handbook for common machining practice. Edge fnishing
for steel girders is covered in Standard Specifcation 6-03.3(14). Surface hardness of thermal cut girder
fanges is also controlled.
Following is a brief description of some fnishes:
1000 A surface produced by thermal cutting
500 A rough surface fnish typical of as rolled sections. Suitable for surfaces that do not contact
other parts and for bearing plates on grout.
250 A fairly smooth surface. Suitable for connections and surfaces not in moving contact with
other surfaces. This fnish is typical of ground edges in tension zones of fanges.
125 A fne machine fnish resulting from careful machine work using high speeds and taking light
cuts. It may be produced by all methods of direct machining under proper conditions. Suitable
for steel to steel bearing or rotational surfaces including rockers and pins.
63 A smooth machine fnish suitable for high stress steel to steel bearing surfaces including roller
bearings on bed plates.
32 An extremely fne machine fnish suitable for steel sliding parts. This surface is generally
produced by grinding.
16 A very smooth, very fne surface only used on high stress sliding bearings. This surface is
generally produced by polishing.
For examples, see Figure 6.3.14-1.
For stainless steel sliding surfaces, specify a #8 mirror fnish. This is a different method of measurement
and refects industry standards for polishing. No units are implied.
Page 6.3-8 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
Surface Finish Examples
Figure 6.3.14-1
6.3.15 Welding
All structural steel and rebar welding shall be in accordance with the Standard Specifcations,
amendments thereto and the special provisions. The Standard Specifcations currently calls for welding
structural steel according to the AASHTO/AWS D1.5-2002 Bridge Welding Code (BWC) and the latest
edition of the AWS D1.1 Structural Weld Code. The designers should be especially aware of current
amendments to the following sections of the Standard Specifcations, 6-03.3(25) Welding and Repair
Welding and 6-03.3(25)A Welding Inspection.
Exceptions to both codes and additional requirements are shown in the Standard Specifcations and the
special provisions.
Standard symbols for welding, brazing, and nondestructive examination can be found in the ANSI/AWS A
2.4 by that name. This publication is a very good reference for defnitions of abbreviations and acronyms
related to welding.
The designer must consider the limits of allowable fatigue stress, specifed for the various welds used to
connect the main load carrying members of a steel structure. See AASHTO LRFD article 6.6. Most plate
girder framing can be detailed in a way that provides fatigue category C or better.
WSDOT Bridge Design Manual M 23-50.04 Page 6.3-9
August 2010
Chapter 6 Structural Steel
The minimum fllet weld size shall be as shown in the following table. Weld size is determined by the
thicker of the two parts joined unless a larger size is required by calculated stress. The weld size need not
exceed the thickness of the thinner part joined.
Base Metal Thickness of
Thicker Part Joined
Minimum Size of Fillet Weld
To inclusive
Over 5/16
In general, the maximum size fllet weld which may be made with a single pass is 5/16 inch for submerged
arc (SAW), gas metal arc (GMAW), and fux-cored arc welding (FCAW) processes. The maximum size
fllet weld made in a single pass is inch for the shielded metal arc welding (SMAW) process.
The major difference between AWS D1.1 and D1.5 is the welding process qualifcation. The only
process deemed prequalifed in D1.5 is shielded metal arc (SMAW). All others must be qualifed by test.
Qualifcation of AASHTO M 270 grade 50W ( ASTM A709 grade 50W) in Section 5 of D1.5 qualifes
the welding of all AASHTO approved steels with a minimum specifed yield of 50 ksi or less. Bridge
fabricators generally qualify to M 270 grade 50W (A709 grade 50W).
All bridge welding procedure specifcations (WPS) submitted for approval shall be accompanied by a
procedure qualifcation record (PQR), a record of test specimens examination and approval except for
SMAW prequalifed. Some handy reference aids in checking WPS in addition to PQR are:
Matching fller metal requirements are found in BWC Section 4.
Prequalifed joints are found in BWC Section 2.
AWS electrode specifcations and classifcations are obtained from the structural steel specialist.
Many electrode specifcation sheets may be found online.
Lincoln Electric Arc Welding Handbook.
Many of Lincoln Electrics published materials and literature are available through those
designers and supervisors who have attended Lincoln Electrics weld design seminars.
WSDOT Standard Specifcations for preheat and interpass temperatures.
Notes: Electrogas and electroslag welding processes are not allowed in WSDOT work. Narrow
gap improved electroslag welding will be allowed on a case-by-case basis.
Often in the rehabilitation of existing steel structures, it is desirable to weld, in some form, to the in-place
structural steel. Often it is not possible to determine from the original contract documents whether or not
the existing steel contains high or low carbon content and carbon equivalence. Small coupons from the
steel can be taken for a chemical analysis. Labs are available in the Seattle and Portland areas that will do
this service quickly. Suitable weld procedures can be prepared once the chemical content is measured.
6.3.16 Shop Assembly
In most cases, a simple progressive longitudinal shop assembly is suffcient to ensure proper ft of
subsections, feld splices, and crossframe connections, etc., in the feld. Due to geometric complexity of
some structures, progressive transverse assembly, in combination with progressive longitudinal assembly
may be desirable. The designer shall consult with the supervisor and the steel specialist to determine
the extent of shop assembly and clarifcation of Standard Specifcations Section 6-03.3(28)A. If other
than line girder progressive assembly is required, the method must be included by special provision.
High skews or curved girders should be done with some form of transverse and longitudinal assembly.
Complex curved and skewed box girder framing should be done with full transverse progressive
assembly. For transverse assembly, specify crossframe and pier diaphragm connections to be completed
while assembled.
Page 6.3-10 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
During shop assembly, girder segments are blocked or supported in the no-load condition (no gravity
effects). Simple line girder assembly is often done in the horizontal position. The primary reason for
shop assembly is to ensure correct alignment for girder feld splices. For straight bridges, crossframe
connections are normally done by numerically controlled (NC) drilling (no trial shop assembly). This is
generally of suffcient accuracy to allow crossframe installation in the feld without corrective action such
as reaming.
For curved I-girders, crossframes are to be fabricated to ft the no-load condition. During feld erection,
girder segments will need to be adjusted or supported to make ft-up possible. This is not unreasonable
since curved girders are not self-supporting before crossframes are in place. However, the method results
in out-of-plumb girders. For most cases, making theoretical compensation to arrive at plumb in fnal
condition is not justifed.
Highly skewed girders present diffcult ft-up conditions. Setting screeds is also complicated because of
differential defections between neighboring girders. Design of crossframes and pier diaphragms must
take into account twist and rotations of webs during construction. Often, slotted holes for crossframe
connections can be used to allow settlement without undue web distortion. This situation should be
carefully studied by grid or fnite element analysis to determine amount and type of movement anticipated
during construction. Details should be consistent. Unlike curved girders rotating away from plumb at
midspan, girder webs for skewed construction should be kept plumb at piers.
WSDOT Bridge Design Manual M 23-50.04 Page 6.4-1
August 2010
Chapter 6 Structural Steel
6.4 Plan Details
6.4.1 General
Detailing practice should follow industry standards. Designations for structural steel can be found in
Table 2-1 of AISC Detailing for Steel Construction. Previous plans are a good reference for detailing
practices. Detailing should also conform to national unifed guidelines published by AASHTO/NSBA
Steel Bridge Collaboration.
Details for plate girders are continually being revised or improved to keep up with changing fabrication
practice, labor and material costs, and understanding of fatigue behavior. Uses and demands for steel
girder bridges are also changing. Cost benefts for individual details vary from shop to shop and even
from time to time. For these reasons, previous plan details can be guides but should not be considered
standards. Options should be made available to accommodate all prospective fabricators. For example,
small shops prefer shorter, lighter girder segments. Some shops are able to purchase and handle plates
over 90 feet long. Large shop assembly may be prohibitive for fabricators without adequate space.
In general, offce practice is to favor feld bolted as opposed to feld welded connections. In addition,
members of cross frames are shop bolted to give some degree of feld adjustment. Welded assemblies
have little adjustment during erection.
6.4.2 Structural Steel Notes
Due to their dynamic nature, the structural steel notes are not shown in this manual. They are available as
standards in the drafting system. Since each project has unique requirements, these notes should be edited
accordingly. Material specifcations are constantly changing. Separate sets of notes are available for I and
box girders.
6.4.3 Framing Plan
The Framing Plan gives plan locations of girders, crossframes, and attachments. Show ties between
the survey line, girder lines, backs of pavement seats, and centerlines of piers. Locate panel points
(crossframe locations). Show general arrangement of bottom laterals. Provide geometry, bearing lines,
and transverse intermediate stiffener locations. Show feld splice locations. Map out different lateral
connection details. See Appendix 6.4-A1.
6.4.4 Girder Elevation
The Girder Elevation is used to defne fanges, webs, and their splice locations. Show shear connector
spacing, location, and number across the fange. Locate transverse stiffeners and show where they are cut
short of tension fanges. Show the tension regions of the girders for the purpose of ordering plate material,
inspection methods (NDE), and Bridge Welding Code acceptance criteria. See Charpy V-notch testing
requirements of the Standard Specifcations. Identify tension welded butt splices for which radiographic
examination (RT) is required. See Standard Specifcations 6-03.3(25)A. V and X are also defned in the
Structural Steel Notes. Permissible welded web splices should be shown, however, the optional welded
web splice shown on the Girder Details sheet permits the fabricator to add splices subject to approval by
the engineer. If there are fracture critical components, they must be clearly identifed along with CVN
call-outs. See Appendix 6.4-A2.
Page 6.4-2 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
6.4.5 Typical Girder Details
One or two plan sheets should be devoted to showing typical details to be used throughout the girders.
Such details include the weld details, various stiffener plates and weld connections, locations of optional
web splices, and drip plate details. Include feld splice details here if only one type of splice will suffce
for the plans. An entire sheet may be required for bridges with multiple feld splice designs. See Appendix
6.4-A3 and 6.4-A4. Note: Do not distinguish between feld bolts and shop bolts. A solid bolt symbol will
suffce.
Field splices for fanges should accommodate web location tolerance of per BWC 3.5.1.5. Allow a
minimum of for out of position web plus for fllet weld, or a total of minimum clear between
theoretical face of web and edge of splice plate. The bottom fange splice plate should be split to allow
moisture to drain (use 4 equal bottom fange splice plates). The fll plate does not need to be split.
Vertical stiffeners used to connect crossframes are generally 8 wide to accommodate two bolt rows.
They must be welded to top and bottom fanges to reduce out-of-plane bending of the web. Stiffeners are
coped, clipped or cut short a distance between 4t
w
and 6t
w
to provide web fexibility, per AASHTO LRFD
article 6.10.11.1.1.
6.4.6 Crossframe Details
Show member sizes, geometrics (work lines and work points), and connection details. Actual lengths
of members and dimensions of connections will be determined by the shop plan detailer. Details should
incorporate actual conditions such as skew and neighboring members so that geometric conficts can be
avoided. Tee sections are preferred over double angles for easier painting. If double angles are used, leave
a minimum of 1 inch between legs and include fllers as needed for stability. Do not detail crossframes
that require piecemeal installation. They must be complete subassemblies for feld installation. For
highly loaded crossframes, such as at piers or between curved girders, consider symmetric sections
with little or no eccentricity in the connections. Where possible, allow for repetitive use of crossframe
geometrics, especially hole patterns in stiffener connections, regardless of superelevation transitions. See
Appendix 6.4-A5.
Internal crossframes and top lateral systems for box girders are shop welded, primarily. All connection
types should be closely examined for detail confict and weld access. Clearance between deck forming
and top lateral members must be considered.
6.4.7 Camber Diagram and Bearing Stiffener Rotation
Camber curves should be detailed using conventional practices. Dimensions should be given at tenth
points. Dimensions may also be given at crossframe locations, which may be more useful in the feld.
In order to place bearing stiffeners in the vertical position after slab placement, it is necessary to show
expected girder rotations at piers. See Appendix 6.4-A6.
Offce practice is to show defection camber only. Geometric camber for profle grade and superelevation
will be calculated by the shop detailer from highway alignment shown on the Layout sheets.
6.4.8 Roadway Slab
New bridge decks for steel stringers shall use Deck Protection System 1. Currently, this is a minimum 7
thickness deck, with 2 concrete cover over epoxy coated top mat reinforcing. Allowance for future
overlay is not required for this system.
The roadway slab is detailed in section and plan views. For continuous spans, add a section showing
negative moment longitudinal reinforcing. If possible, continue the positive moment region reinforcing
pattern from end-to-end of the slab with the negative moment region reinforcing superimposed on it.
The plan views should detail typical reinforcing and cutoff locations for negative moment steel. Avoid
termination of all negative moment steel at one location. See Appendix 6.4-A7 and 6.4-A8.
WSDOT Bridge Design Manual M 23-50.04 Page 6.4-3
August 2010
Chapter 6 Structural Steel
The pad dimension for steel girders is treated somewhat differently than for prestressed girders. The
pad dimension is assumed to be constant throughout the span length. Ideally, the girder is cambered
to compensate for dead loads and vertical curves. However, fabrication and erection tolerances result
in considerable deviation from theoretical elevations. The pad dimension is therefore considered only
a nominal value and is adjusted as needed along the span once the steel has been erected and profled.
The screed for the slab is to be set to produce correct roadway profle. The plans should reference this
procedure contained in Standard Specifcation 6-03.3(39). The pad dimension is to be noted as nominal.
As a general rule of thumb, use 11 for short span bridges (spans less than 150), 12 for short to medium
span bridges (150 to 180), 13 for medium spans (180 to 220) and 14 to 15 for long spans (over
220). These fgures are only approximate. Use good engineering judgment when detailing this dimension.
6.4.9 Handrail Details and Inspection Access
If required, include handrails with typical girder details. Locations may be adjusted to avoid conficts with
other details such as large gusset plates. Handrail use shall be coordinated with the Bridge Preservation
Offce. Often, handrails are not needed if access to all details is possible from under bridge inspection
trucks (UBITs). Also, easy public access to girder ends and handrails may represent a nuisance. Examine
the bridge and site to determine the need for handrails. Fences may be required to deny public access.
Box girders require special consideration for inspection access. Access holes or hatches shall be detailed
to exclude birds and the public. They shall be positioned where ladders, as a minimum, are required
to gain access. Openings through girder ends are preferred if space behind end walls permits. Bottom
fange hatches are diffcult to operate. Hatches through webs may reduce shear capacity but are easier
to use. Pier diaphragms will require openings for easy passage. To facilitate inspection, interior paint
should be light color; white is preferred. Electric lighting and outlets are also required for inspection and
maintenance. One-way inspection of all interior spaces should be made possible by round trip in adjoining
girders. This requires some form of walkway between boxes and hatch operation from both sides. If locks
are needed, they must be keyed to one master. Air vents shall be placed along girder webs to allow fresh
air to circulate. Refer to previous projects for details.
6.4.10 Box Girder Details
A few details unique to box girders will be presented here. Offce practice has been to include a top lateral
system in each box, full length of a girder. There is a possibility of reducing some bays of the top laterals
in straight girders without sacrifcing safety during construction. However, most WSDOT box girders
are built to some level of curvature, and the practice of using a full length top lateral system should be
adhered to unless a careful stability analysis is undertaken. In the past, the top lateral system was detailed
with 6 to 8 clearance between lateral work line and bottom of top fange. The intent was to provide
adequate clearance for removable deck forming. This requires the introduction of gusset connecting plates
with potentially poor fatigue behavior if welded to the web.
A cleaner method of attaching the top laterals is by bolting directly to the top fange or intermediate bolted
gusset plate (in which case, the lateral members may be welded to the gusset plate). The fange bolting
pattern should be detailed to minimize loss of critical material, especially at interior supports. In order
to maximize the clearance for deck forms, all lateral connections should progress down from the bottom
surface of the top fange. The haunch distance between top of web and deck sofft should be 6 or greater
to allow deck forming to clear top lateral members. Supplemental blocking will be required to support
deck forms on the typical waler system. See example top lateral details Appendix 6.4-A11.
Ideal girder construction allows full length web and fange plates to be continuously welded without
interruption of the welder. This process is routinely accomplished with I-girder shapes, where web
stiffeners are attached after top and bottom fanges are welded to the web. With box girders, however,
due to handling constraints, most fabrication shops need to progress from top fange-to-web welding,
welding stiffeners to webs, and then welding the top fange plus web assemblies to the bottom fange. This
introduces a start and stop position at each web stiffener, unless enough clearance is provided the welder.
To achieve this, the stiffener should be held back and attached to the bottom fange by a member brought
in after the bottom longitudinal welds are complete. See detail Appendix 6.4-A11.
Page 6.4-4 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
Small tractor mounted welders are able to run a continuous pass on the bottom external weld, provided
there is adequate shelf width. The standard offset between center of web and edge of bottom fange is
now 2. In the past, this weld was primarily performed by hand.
The most signifcant design difference between I-girders and box girders occur in bottom fange
compression regions. Using thicker material to provide stability is not usually economical, given the
typically wide unsupported fange widths. The standard practice has been to stiffen relatively thin
compression plates with a system of longitudinal and transverse stiffeners. WSDOT practice is to use tee
shapes, either singly or in pairs for the wider plates. Ideally, the stiffeners are terminated at bolted feld
splices. If the stiffener is terminated in a region of live load tension cycles, careful attention needs to be
paid to design fatigue stresses and the termination detail. See details Appendix 6.4-A13.
Inspection access must be provided to each box girder. If possible locate hatches in girder webs at
abutments. Webs can be thickened to compensate for section loss. Provide for round trip access and
penetrations at all intermediate diaphragms. Access for removing deck formwork must be planned for.
Typically, block-outs in the deck large enough to remove full size plywood are detailed. Block-outs
require careful rebar splicing or coupling for good long term performance.
Box girders shall have electrical, illumination, and ventilation details for the aid of inspection and
maintenance. Drain holes shall be installed at all low points.
Geometrics for boxes are referenced to a single workline, unless box width tapers. The box cross section
remains tied to a centerline intersecting this workline and normal to the roadway deck. The section
rotates with superelevation transition rather than warping. See box girder geometrics and proportions
Appendix 6.4-A10.
Box girders shall be supported by single centralized bearings when two or more boxes make up the
bridge section. This requires diaphragms between boxes for bracing. See pier diaphragm details
Appendix 6.4-A12.
WSDOT Bridge Design Manual M 23-50.04 Page 6.5-1
August 2010
Chapter 6 Structural Steel
6.5 Shop Plan Review
Shop plans shall be checked for agreement with the Contract Plans, Standard Specifcations, and
the Special Provisions. The review procedure is described in Section 1.3.5 of this manual. Material
specifcations shall be checked along with plate sizes.
Welding procedure specifcations (WPS) and procedure qualifcation records (PQR) shall be submitted
with shop plans. If not, they shall be requested and received before shop plans are approved.
Most shop plans may be stamped:
GEOMETRY NOT REVIEWED BY THE BRIDGE AND STRUCTURES OFFICE
However, the reviewer should verify that lengths, radii, and sizes shown on shop plans are in general
agreement with the contract. The effects of profle grade and camber would make exact verifcation
diffcult. Some differences in lengths, between top and bottom fange plates for example, are to be
expected.
The procedures to follow in the event changes are required or requested by the fabricator can be
found in Section 1.3.6 of this manual. In the past, shop plans with acceptable changes have been so
noted and stamped:
STRUCTURALLY ACCEPTABLE, BUT DOES NOT CONFORM TO THE CONTRACT
REQUIREMENTS
Page 6.5-2 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
WSDOT Bridge Design Manual M 23-50.04 Page 6.99-1
August 2010
Chapter 6 Structural Steel
6.99 References
The following publications can provide general guidance for the design of steel structures. Some of this
material may be dated and its application should be used with caution.
1. Highway Structures Design Handbook, Volumes I and II by AISC Marketing, Inc., formerly by
US Steel
This is a detailed design reference for I girders and box girders, both straight and curved, utilizing
either service load design or load factor design. This reference has good background on steel bridge
details, and how to use them. Although calculations have not been updated for LRFD, the general
theory is still valuable. Many shortcuts for design or modeling are presented, such as converting
lateral systems into idealized thin plates, and the V load method to approximate curved I girder
behavior.
2. Composite Steel Plate Girder Superstructures, by US Steel
Example tables and charts for complete plate girders, standardized for 34 and 44 ft. roadways and
HS-20 loading. Many span arrangements and lengths are presented.
3. Four LRFD Design Examples of Steel Highway Bridges, Vol. II, Chapter 1B Highway Structures
Design Handbook, by AISI and NSBA
4. Steel Structures, Design and Behavior by Salmon and Johnson
A textbook for steel design, formatted to AISC LRFD method. This is a good reference for structural
behavior of steel members or components, in detail that is not practical for codes or other manuals.
5. Design of Welded Structures by Omer H. Blodgett.
This publication is quite helpful in the calculation of section properties and the design of individual
members. There are sections on bridge girders and many other welded structures. The basics of
torsion analysis are included.
6. Guide to Stability Design Criteria for Metal Structures, by Theodore V. Galambos
7. Curved Girder Workshop produced by the Federal Highway Administration.
This publication is helpful in the design of curved I girders and box girders with explanation of the
associated lateral fange bending, torsional, and warping stresses. Approximate analysis techniques
are provided.
8. A Fatigue Primer for Structural Engineers, by John Fisher, Geoffrey L Kulak, and Ian F. C. Smith
9. Steel Construction Manual, Thirteenth Edition, by American Institute of Steel Construction
The essential reference for rolled shape properties, design tables, and specifcations governing steel
design and construction.
10. Machinerys Handbook, by Industrial Press
A reference book for the machine shop practice; handy for thread types, machine tolerances and fts,
spring design, etc.
11. Painting of Steel Bridges and Other Structures, by Clive H. Hare
This is a good reference for paint systems, surface preparation, and relative costs, for both bare and
previously painted steel. Explanations of how each paint system works, and comparisons of each on
the basis of performance and cost are provided.
12. NCHRP Report 314, Guidelines for the Use of Weathering Steel in Bridges
This reference contains detailing information if weathering steel will be used. Protection of concrete
surfaces from staining and techniques for providing uniform appearance is provided.
Page 6.99-2 WSDOT Bridge Design Manual M 23-50.04
August 2010
Structural Steel Chapter 6
S R J O B N O . S H E E T
2
'
-
0
" 1
'
-
8
"
2
'
-
4
"
B
R
G
-
P
I
E
R
1
B
R
G
-
P
I
E
R
2
1 3 ' - 3 " 1 3 ' - 3 "
C
R
O
S
S
F
R
A
M
E
-
6
E
Q
U
A
L
S
P
A
C
E
S
@
2
8
'
-
1
0
"
=
1
7
3
'
-
0
"
2
E
Q
S
P
A
(
T
Y
P
)
B
K
O
F
P
A
V
'
T
S
E
A
T
B
A
C
K
O
F
P
A
V
'
T
S
E
A
T
T
E
M
P
.
C
O
N
S
T
R
U
C
T
I
O
N
B
R
A
C
I
N
G
T
E
M
P
.
C
O
N
S
T
R
U
C
T
I
O
N
B
R
A
C
I
N
G
2
E
Q
S
P
A
@
E
N
D
P
A
N
E
L
(
T
Y
P
)
3
4
'
-
6
"
F
I
E
L
D
S
P
L
I
C
E
(
O
P
T
I
O
N
A
L
)
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
S
R
2
L
I
N
E
S
5
3
2
4
'
0
0
"
E
G I R . A G I R . C G I R . B
P
A
N
E
L
P
O
I
N
T
(
T
Y
P
.
)
1
2
3
4
5
6
7
F
R
A
M
I
N
G
P
L
A
N
1
'
-
8
"
2
'
-
0
"
2
'
-
4
"
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
1
.
w
n
d
6.4-A1
F
R
A
M
I
N
G
P
L
A
N
F
r
i
S
e
p
0
3
1
3
:
2
6
:
5
2
2
0
1
0
Appendix 6.4-A1 Framing Plan
S R J O B N O . S H E E T
G
I
R
D
E
R
E
L
E
V
A
T
I
O
N
N
O
T
E
S
J
S
I
N
D
I
C
A
T
E
S
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
P
A
N
E
L
P
O
I
N
T
(
T
Y
P
.
)
J
S
J
S
9
"
7
"
W
E
B
X
6
6
(
O
P
T
I
O
N
A
L
)
B
R
G
-
P
I
E
R
2
T
O
P
F
L
A
N
G
E
F
I
E
L
D
S
P
L
I
C
E
B
O
T
T
O
M
F
L
A
N
G
E
1
X
2
2
X
3
6
'
-
6
1
X
2
2
X
2
8
'
-
6
1
X
2
2
X
4
7
'
-
0
1
X
2
2
X
2
8
'
-
6
1
X
2
2
X
3
6
'
-
6
X
2
4
X
3
6
'
-
6
X
2
4
X
2
8
'
-
6
X
2
4
X
4
7
'
-
0
X
2
4
X
2
8
'
-
6
X
2
4
X
3
6
'
-
6
B
R
G
-
P
I
E
R
1
2
7
1
6
5
4
3
5
5
'
-
9
"
6
5
'
-
6
"
5
5
'
-
9
"
2
4
S
P
A
@
1
5
"
=
3
0
'
-
0
"
2
8
S
P
A
@
1
8
"
=
4
2
'
-
0
"
2
4
S
P
A
@
1
5
"
=
3
0
'
-
0
"
9
"
3
2
S
P
A
@
1
4
"
=
3
7
'
-
4
"
"
X
8
"
W
E
L
D
E
D
S
H
E
A
R
C
O
N
N
E
C
T
O
R
S
P
A
C
I
N
G
(
3
R
O
W
S
P
E
R
G
I
R
D
E
R
)
3
0
S
P
A
@
1
4
"
=
3
5
'
-
0
"
6
2
'
-
0
"
7
8
'
-
6
"
3
6
'
-
6
"
W
/
F
I
E
L
D
S
P
L
I
C
E
W
/
O
F
I
E
L
D
S
P
L
I
C
E
H
P
S
H
P
S
H
P
S
H
P
S
H
P
S
(
W
H
E
N
F
I
E
L
D
S
P
L
I
C
E
I
S
O
M
I
T
T
E
D
)
R
E
Q
'
D
O
N
L
Y
W
H
E
N
F
I
E
L
D
S
P
L
I
C
E
I
S
O
M
I
T
T
E
D
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
2
.
w
n
d
9
"
6.4-A2
G
I
R
D
E
R
E
L
E
V
A
T
I
O
N
F
r
i
S
e
p
0
3
1
3
:
2
6
:
5
4
2
0
1
0
Appendix 6.4-A2 Girder Elevation
S R J O B N O . S H E E T
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
3
.
w
n
d
3
"
3
"
2
E
Q
.
S
P
A
.
=
1
'
-
4
"
T
Y
P
I
C
A
L
G
I
R
D
E
R
S
E
C
T
I
O
N
T
Y
P
.
P
I
E
R
S
1
&
2
1
x
1
0
B
E
A
R
I
N
G
A
N
D
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
S
T
Y
P
.
T
O
P
&
B
O
T
T
O
M
T
Y
P
.
x
8
I
N
T
E
R
I
O
R
G
I
R
D
E
R
S
E
X
T
E
R
I
O
R
G
I
R
D
E
R
S
T
Y
P
I
C
A
L
S
T
I
F
F
E
N
E
R
A
T
I
N
T
E
R
M
E
D
I
A
T
E
X
-
F
R
A
M
E
S
E
C
T
I
O
N
E
L
E
V
A
T
I
O
N
P
E
R
M
I
S
S
I
B
L
E
W
E
B
S
P
L
I
C
E
W
E
L
D
E
D
F
L
A
N
G
E
S
P
L
.
T
E
N
S
I
O
N
W
E
L
D
E
X
T
E
R
I
O
R
F
A
C
E
O
F
E
X
T
E
R
I
O
R
W
E
B
" M A X .
R E I N F .
1
'
-
0
"
M
I
N
.
P
E
R
M
I
S
S
I
B
L
E
W
E
B
S
P
L
I
C
E
T
R
A
N
S
V
.
W
E
B
,
B
E
A
R
I
N
G
,
O
R
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
2 "
"
-
S
T
O
P
S
H
O
R
T
A
T
A
L
L
T
E
R
M
I
N
A
T
I
O
N
O
F
F
I
L
L
E
T
W
E
L
D
S
.
(
T
Y
P
.
)
F
I
L
L
E
T
W
E
L
D
(
T
Y
P
.
)
T
Y
P
I
C
A
L
F
I
L
L
E
T
W
E
L
D
T
E
R
M
I
N
A
T
I
O
N
D
E
T
A
I
L
T
Y
P
.
C
L
I
P
D
E
T
A
I
L
S
1
"
"
"
x
8
I
N
S
I
D
E
F
A
C
E
O
F
W
E
B
W
E
B
3
-
"
x
8
"
W
E
L
D
E
D
S
H
E
A
R
C
O
N
N
E
C
T
O
R
S
S
P
A
C
E
D
A
S
S
H
O
W
N
O
N
"
G
I
R
D
E
R
E
L
E
V
A
T
O
N
"
(
T
Y
P
.
A
L
L
G
I
R
D
E
R
S
)
x
7
6.4-A3
G
I
R
D
E
R
D
E
T
A
I
L
S
F
r
i
S
e
p
0
3
1
3
:
2
6
:
5
5
2
0
1
0
G G
G G
E
X
T
.
W
E
B
G
I
N
T
.
W
E
B
T
Y
P
.
T
O
P
&
B
O
T
.
T
Y
P
.
T
O
P
&
B
O
T
.
T
Y
P
.
T
O
P
&
B
O
T
.
U
N
E
Q
U
A
L
T
H
I
C
K
N
E
S
S
T
E
N
S
I
O
N
O
R
C
O
M
P
R
E
S
S
I
O
N
F
L
A
N
G
E
S
P
L
I
C
E
E
Q
U
A
L
T
H
I
C
K
N
E
S
S
W
E
L
D
E
D
G
I
R
D
E
R
S
P
L
I
C
E
D
E
T
A
I
L
S
F
A
B
R
I
C
A
T
O
R
M
A
Y
S
U
B
S
T
I
T
U
T
E
B
-
L
2
C
-
S
F
O
R
B
-
U
3
C
-
S
,
S
U
B
J
E
C
T
T
O
T
H
I
C
K
N
E
S
S
L
I
M
I
T
A
T
I
O
N
S
.
G
R
I
N
D
L
O
N
G
I
T
.
P
A
R
A
L
L
E
L
T
O
F
L
A
N
G
E
.
B
A
C
K
G
O
U
G
E
B
E
F
O
R
E
W
E
L
D
I
N
G
S
E
C
O
N
D
S
I
D
E
2
1
5 ' - 6 "
T
Y
P
I
C
A
L
S
T
I
F
F
E
N
E
R
B
E
T
W
E
E
N
X
-
F
R
A
M
E
S
2 "
Appendix 6.4-A3 Girder Details
S R J O B N O . S H E E T
2 " 6 " 6 " 2 "
2 " 2 "
W E B
F
I
E
L
D
S
P
L
I
C
E
M
1
6
4
-
X
1
2
S
P
A
.
@
3
"
=
3
'
-
0
"
M
1
6
4
-
X
1
0
S
P
A
.
@
3
"
=
2
'
-
6
"
2
"
(
T
Y
P
.
)
1
"
(
T
Y
P
.
)
M
1
6
4
-
X
4
S
P
A
.
@
3
"
=
1
'
-
0
"
M
1
6
4
-
X
5
S
P
A
.
@
3
"
=
1
'
-
3
"
F
I
E
L
D
S
P
L
I
C
E
6 " 6 "
W E B
2
1
x
1
1
F
I
L
L
A
S
R
E
Q
'
D
.
H
P
S
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
4
.
w
n
d
3
"
(
T
Y
P
.
)
5 ' - 6 "
2 0 S P A . @ 3 " = 5 ' - 0 " 1 "
( T Y P )
3 "
F
I
E
L
D
S
P
L
I
C
E
4
"
"
G
A
P
A
2
"
2
"
2
"
2
"
x
2
2
N
.
S
.
2
~
x
1
0
F
.
S
.
F
I
L
L
A
S
R
E
Q
'
D
.
x
2
2
F
I
L
L
A
S
R
E
Q
'
D
.
(
T
Y
P
.
A
L
L
S
P
L
I
C
E
S
)
2
~
x
1
0
2
~
2
~
1
x
1
1
H
P
S
2
~
1
x
1
1
H
P
S
S
E
C
T
I
O
N
A
6.4-A4
S
T
E
E
L
P
L
A
T
E
G
I
R
D
E
R
F
I
E
L
D
S
P
L
I
C
E
F
r
i
S
e
p
0
3
1
3
:
2
6
:
5
7
2
0
1
0
E
L
E
V
A
T
I
O
N
P
L
A
N
T
O
P
F
L
A
N
G
E
P
L
A
N
B
O
T
T
O
M
F
L
A
N
G
E
N
O
T
E
:
X
D
E
S
I
G
N
A
T
E
S
B
O
L
T
S
T
O
B
E
D
E
T
A
I
L
E
D
S
O
T
H
A
T
T
H
R
E
A
D
S
A
R
E
E
X
C
L
U
D
E
D
F
R
O
M
A
L
L
S
H
E
A
R
P
L
A
N
E
S
.
Appendix 6.4-A4 Steel Plate Girder Field Splice
S R J O B N O . S H E E T
O
F
G
I
R
D
E
R
S
P
A
C
E
G
I
R
.
A
S
Y
M
M
.
A
B
T
.
G
I
R
.
B
7 " ( T Y P . )
1
'
-
0
"
(
T
Y
P
.
)
W
8
X
1
8
W
8
X
1
8
1
"
(
T
Y
P
.
)
S
E
C
T
I
O
N
A
S
E
C
T
I
O
N
B
I
N
T
E
R
M
E
D
I
A
T
E
A
N
D
P
I
E
R
C
R
O
S
S
F
R
A
M
E
S
L
4
x
4
x
-
0
.
0
2
'
/
F
T
.
T
Y
P
I
C
A
L
A
L
L
L
O
C
A
T
I
O
N
S
T
Y
P
I
C
A
L
A
L
L
L
O
C
A
T
I
O
N
S
B
A
6
'
-
7
"
W
E
B
S
T
I
F
F
N
E
R
G
I
R
.
B
T
O
P
F
L
A
N
G
E
B
T
M
.
F
L
A
N
G
E
C
O
P
E
D
F
L
A
N
G
E
2
"
R
M
I
N
.
(
T
Y
P
.
)
F
O
R
A
N
G
L
E
S
O
F
G
I
R
D
E
R
S
P
A
C
E
S
I
M
I
L
A
R
A
T
2
L
O
C
A
T
I
O
N
S
C
O
P
E
D
F
L
A
N
G
E
2
"
R
M
I
N
.
(
T
Y
P
.
)
W
8
X
1
8
6
'
-
7
"
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
5
.
w
n
d
C
O
P
E
D
F
L
A
N
G
E
T
O
A
L
L
O
W
F
O
R
A
N
G
L
E
&
S
T
I
F
F
N
E
R
(
2
"
R
M
I
N
.
)
S
T
I
F
F
E
N
E
R
(
D
I
M
E
N
S
I
O
N
S
V
A
R
Y
)
6.4-A5
S
T
E
E
L
P
L
A
T
E
G
I
R
D
E
R
C
R
O
S
S
F
R
A
M
E
S
F
r
i
S
e
p
0
3
1
3
:
2
6
:
5
9
2
0
1
0
Appendix 6.4-A5 Steel Plate Girder Crossframes
S R J O B N O . S H E E T
1
0
E
Q
U
A
L
S
P
A
C
E
S
(
T
Y
P
.
)
1
"
P
L
U
M
B
L
I
N
E
B
R
G
.
-
P
I
E
R
2
"
P
L
U
M
B
L
I
N
E
B
R
G
.
-
P
I
E
R
1
I
N
S
I
D
E
F
A
C
E
O
F
D
I
A
P
H
R
A
G
M
A
T
P
I
E
R
2
P
L
U
M
B
L
I
N
E
I
N
S
I
D
E
F
A
C
E
O
F
D
I
A
P
H
R
A
G
M
A
T
P
I
E
R
1
1
"
P
L
U
M
B
L
I
N
E
"
0
.
2
9
2
0
.
3
1
3
0
.
4
1
5
3
0
.
5
1
6
3
0
.
6
0
.
7
0
.
8
0
.
9
2
1
4
2
3
1
6
3
2'-8"
(TYP.)
4'-3"
(TYP.)
4
6
5
7
1
8
0 0
0 0
0
.
1
5
1
B
R
G
.
-
P
I
E
R
1
B
R
G
.
-
P
I
E
R
2
D
E
F
L
E
C
T
I
O
N
D
U
E
T
O
S
T
E
E
L
W
E
I
G
H
T
O
N
L
Y
T
O
T
A
L
D
E
A
D
L
O
A
D
/
S
L
A
B
S
H
R
I
N
K
A
G
E
C
A
M
B
E
R
(
I
N
.
)
C
A
M
B
E
R
D
U
E
T
O
S
E
L
F
W
E
I
G
H
T
O
F
S
T
E
E
L
(
I
N
.
)
T
E
N
T
H
P
O
I
N
T
S
P
A
N
E
L
P
O
I
N
T
S
F
I
N
A
L
G
I
R
D
E
R
E
L
E
V
A
T
I
O
N
A
T
T
O
P
O
F
W
E
B
B
E
A
R
I
N
G
S
T
I
F
F
E
N
E
R
R
O
T
A
T
I
O
N
A
L
C
A
M
B
E
R
D
I
A
G
R
A
M
O
F
F
S
E
T
S
T
O
C
O
M
P
E
N
S
A
T
E
F
O
R
T
O
T
A
L
D
E
A
D
L
O
A
D
R
O
T
A
T
I
O
N
.
D
O
E
S
N
O
T
I
N
C
L
U
D
E
E
F
F
E
C
T
S
O
F
P
R
O
F
I
L
E
G
R
A
D
E
.
D
E
A
D
L
O
A
D
C
A
M
B
E
R
D
I
A
G
R
A
M
E
F
F
E
C
T
S
O
F
P
R
O
F
I
L
E
G
R
A
D
E
A
R
E
N
O
T
S
H
O
W
N
.
F
O
R
T
H
E
P
U
R
P
O
S
E
O
F
M
E
A
S
U
R
I
N
G
C
A
M
B
E
R
T
O
L
E
R
A
N
C
E
S
A
T
T
H
E
T
I
M
E
O
F
S
H
O
P
A
S
S
E
M
B
L
Y
,
G
I
R
D
E
R
T
O
P
F
L
A
N
G
E
S
A
R
E
E
M
B
E
D
D
E
D
I
N
C
O
N
C
R
E
T
E
W
I
T
H
O
U
T
A
D
E
S
I
G
N
E
D
H
A
U
N
C
H
.
5
1
9
2
1
3
1
5
3
8
1
4
2
1
"
"
1
"
"
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
6
.
w
n
d
T
O
T
A
L
D
E
A
D
L
O
A
D
A
N
D
S
L
A
B
S
H
R
I
N
K
A
G
E
C
A
M
B
E
R
(
F
A
B
R
I
C
A
T
E
T
O
T
H
I
S
C
U
R
V
E
)
F
r
i
S
e
p
0
3
1
3
:
2
7
:
0
1
2
0
1
0
6.4-A6
S
T
E
E
L
P
L
A
T
E
G
I
R
D
E
R
C
A
M
B
E
R
D
I
A
G
R
A
M
Appendix 6.4-A6 Steel Plate Girder Camber Diagram
S R J O B N O . S H E E T
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
7
.
w
n
d
1
'
-
0
"
L
I
M
I
T
O
F
P
I
G
M
E
N
T
E
D
S
E
A
L
E
R
(
T
Y
P
.
)
1
5
S
P
A
.
@
9
"
=
1
1
'
-
3
"
(
T
Y
P
.
B
E
T
W
E
E
N
G
I
R
D
E
R
S
)
1
'
-
3
"
1
0
"
(
T
Y
P
.
)
1
8
'
-
0
"
1
'
-
1
"
(
T
Y
P
.
)
1
'
-
0
"
9
"
1
0
S
P
A
.
@
1
'
-
2
"
=
1
1
'
-
8
"
(
T
Y
P
.
B
T
W
N
.
G
I
R
D
E
R
S
)
1
0
"
4
S
P
A
.
@
1
'
-
2
"
=
4
'
-
8
"
(
T
Y
P
.
C
A
N
T
I
L
E
V
E
R
)
5
S
P
A
.
@
9
"
=
3
'
-
9
"
(
T
Y
P
.
C
A
N
T
I
L
E
V
E
R
)
7 "
( T Y P . )
-
0
.
0
2
'
/
F
T
.
-
0
.
0
2
'
/
F
T
.
2
2
3
#
5
B
O
T
T
O
M
C
O
N
T
.
2
2
4
#
5
T
O
P
C
O
N
T
.
S
Y
M
M
.
A
B
'
T
.
B
R
I
D
G
E
2
2
1
#
5
C
U
R
B
L
I
N
E
9
"
S
L
A
B
8
"
G
I
R
D
E
R
5
'
-
7
"
1
3
'
-
3
"
2
'
-
4
"
S
P
L
I
C
E
*
2
2
5
#
6
2
2
2
#
4
4
5
F
I
L
L
E
T
(
T
Y
P
.
)
3
"
O
F
F
S
E
T
2
2
5
#
6
2
2
1
#
5
S
1
#
5
S
2
#
4
A
F
r
i
S
e
p
0
3
1
3
:
2
7
:
0
2
2
0
1
0
6.4-A7
S
T
E
E
L
P
L
A
T
E
G
I
R
D
E
R
R
O
A
D
W
A
Y
S
E
C
T
I
O
N
S
E
C
T
I
O
N
A
T
Y
P
I
C
A
L
R
O
A
D
W
A
Y
S
E
C
T
I
O
N
*
P
O
S
I
T
I
O
N
S
P
L
I
C
E
M
I
D
W
A
Y
B
E
T
W
E
E
N
G
I
R
D
E
R
S
.
S
T
A
G
G
E
R
S
P
L
I
C
E
S
A
B
O
U
T
B
R
I
D
G
E
,
E
V
E
R
Y
O
T
H
E
R
B
A
R
.
R
O
T
A
T
E
H
O
O
K
S
A
S
R
E
Q
U
I
R
E
D
T
O
P
R
O
V
I
D
E
M
I
N
I
M
U
M
C
O
N
C
R
E
T
E
C
O
V
E
R
.
D
I
M
E
N
S
I
O
N
S
M
A
Y
V
A
R
Y
:
R
E
F
E
R
T
O
S
T
D
.
S
P
E
C
.
6
-
0
3
.
3
(
3
9
)
.
S
E
E
D
E
T
A
I
L
B
3
"
(
T
Y
P
.
)
D
E
T
A
I
L
B
T
Y
P
I
C
A
L
E
A
C
H
F
I
L
L
E
T
#
4
C
O
N
T
.
(
1
"
M
I
N
.
C
L
R
.
)
E
P
O
X
Y
C
O
A
T
E
D
T
I
E
W
I
R
E
.
W
R
A
P
L
O
N
G
I
T
U
D
I
N
A
L
B
A
R
A
N
D
A
T
T
A
C
H
T
O
E
V
E
R
Y
O
T
H
E
R
T
R
A
N
S
V
E
R
S
E
B
A
R
Appendix 6.4-A7 Steel Plate Girder Roadway Section
S R J O B N O . S H E E T
5 ' - 7 " 1 3 ' - 3 " 1 3 ' - 3 " 5 ' - 7 "
S Y M M . A B T . B R I D G E
G I R . B G I R . A G I R . C
2
'
-
4
"
2
2
1
#
5
B
O
T
.
-
3
5
1
@
6
"
=
1
7
5
'
-
6
"
1
'
-
1
"
2
2
2
#
4
B
O
T
.
-
1
1
9
@
1
'
-
6
"
=
1
7
5
'
-
6
"
B
R
G
.
@
P
I
E
R
2
T O P R E I N F O R C I N G B O T T O M R E I N F O R C I N G
2
'
-
0
"
M
I
N
I
M
U
M
R
E
B
A
R
L
A
P
S
P
L
I
C
E
L
E
N
G
T
H
F
O
R
A
L
L
L
O
N
G
I
T
U
D
I
N
A
L
B
A
R
S
.
N
O
T
E
:
L
O
C
A
T
I
O
N
O
F
R
E
B
A
R
S
P
L
I
C
E
S
A
T
C
O
N
T
R
A
C
T
O
R
S
O
P
T
I
O
N
,
E
X
C
E
P
T
A
L
L
S
P
L
I
C
E
S
S
H
A
L
L
B
E
A
L
T
E
R
N
A
T
E
D
,
S
O
N
O
M
O
R
E
T
H
A
N
5
0
%
O
F
R
E
B
A
R
I
S
S
P
L
I
C
E
D
A
T
T
H
E
S
A
M
E
L
O
C
A
T
I
O
N
,
N
O
R
M
A
L
T
O
O
F
B
R
I
D
G
E
.
B
K
.
O
F
P
A
V
'
T
.
S
E
A
T
2
'
-
4
"
B
R
G
.
@
P
I
E
R
1
1
'
-
4
"
2
2
5
#
6
T
O
P
-
3
5
0
S
P
A
@
6
"
=
1
7
5
'
-
0
"
4
"
S
2
#
4
-
1
1
8
S
P
A
@
1
'
-
6
"
=
1
7
7
'
-
0
"
(
T
Y
P
I
C
A
L
B
O
T
H
S
I
D
E
S
)
B
K
.
O
F
P
A
V
'
T
.
S
E
A
T
S
1
#
5
-
2
3
6
S
P
A
@
9
"
=
1
7
7
'
-
0
"
(
T
Y
P
I
C
A
L
B
O
T
H
S
I
D
E
S
)
R
O
A
D
W
A
Y
S
L
A
B
R
E
I
N
F
O
R
C
I
N
G
E
D
G
E
O
F
S
L
A
B
(
T
Y
P
.
)
2
2
3
#
5
B
O
T
(
T
Y
P
.
)
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
8
.
w
n
d
F
r
i
S
e
p
0
3
1
3
:
2
7
:
0
4
2
0
1
0
6.4-A8
S
T
E
E
L
P
L
A
T
E
G
I
R
D
E
R
S
L
A
B
P
L
A
N
2
2
4
#
5
T
O
P
(
T
Y
P
.
)
Appendix 6.4-A8 Steel Plate Girder Slab Plan
S R J O B N O . S H E E T
C
L
I
P
D
E
T
A
I
L
U
S
E
C
L
I
P
D
E
T
A
I
L
(
S
)
B
E
T
W
E
E
N
W
E
B
S
T
I
F
F
E
N
E
R
S
T
O
P
R
O
V
I
D
E
S
U
P
P
O
R
T
A
T
8
'
-
0
"
M
A
X
I
M
U
M
S
P
A
C
I
N
G
.
3
"
1
.
T
H
E
H
A
N
D
R
A
I
L
S
H
A
L
L
B
E
1
"
S
T
D
P
I
P
E
,
A
S
T
M
A
5
3
G
R
.
B
.
A
L
L
H
A
R
D
W
A
R
E
S
H
A
L
L
B
E
H
O
T
D
I
P
P
E
D
G
A
L
V
A
N
I
Z
E
D
.
2
.
T
H
E
I
N
T
E
R
M
E
D
I
A
T
E
C
L
I
P
S
S
H
A
L
L
B
E
A
S
T
M
A
3
6
O
R
A
9
9
2
,
G
A
L
V
A
N
I
Z
E
D
A
F
T
E
R
F
A
B
R
I
C
A
T
I
O
N
.
H
I
G
H
S
T
R
E
N
G
T
H
B
O
L
T
S
S
H
A
L
L
B
E
A
S
T
M
A
3
2
5
,
G
A
L
V
A
N
I
Z
E
D
.
N
U
T
S
S
H
A
L
L
B
E
H
E
A
V
Y
H
E
X
A
S
T
M
A
5
9
3
G
R
A
D
E
D
H
.
3
.
F
A
S
T
E
N
T
O
B
R
I
D
G
E
A
F
T
E
R
G
I
R
D
E
R
S
A
R
E
S
H
O
P
P
A
I
N
T
E
D
.
O
V
E
R
S
P
R
A
Y
F
R
O
M
F
I
E
L
D
P
A
I
N
T
I
N
G
I
S
P
E
R
M
I
T
T
E
D
.
N
O
T
E
S
:
4
.
H
A
N
D
R
A
I
L
I
S
D
E
S
I
G
N
E
D
T
O
B
E
U
S
E
D
W
I
T
H
S
H
O
R
T
L
E
N
G
T
H
,
F
I
X
E
D
L
A
N
Y
A
R
D
S
.
D
E
S
I
G
N
L
O
A
D
I
N
G
I
S
2
0
0
L
B
V
E
R
T
I
C
A
L
A
N
D
H
O
R
I
Z
O
N
T
A
L
,
A
C
T
I
N
G
C
O
N
C
U
R
R
E
N
T
L
Y
.
O
N
L
Y
O
N
E
P
E
R
S
O
N
I
S
P
E
R
M
I
T
T
E
D
T
O
A
T
T
A
C
H
W
I
T
H
I
N
E
A
C
H
8
F
O
O
T
B
A
Y
.
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
(
T
Y
P
.
)
"
G
A
L
V
.
H
.
S
.
B
O
L
T
S
C
U
T
1
"
H
O
L
E
F
O
R
1
"
S
T
D
.
P
I
P
E
H
A
N
D
R
A
I
L
(
T
Y
P
.
)
O
M
I
T
H
A
N
D
R
A
I
L
&
C
O
N
N
E
C
T
I
O
N
S
O
N
E
X
T
E
R
I
O
R
O
F
E
X
T
E
R
I
O
R
G
I
R
D
E
R
S
W
T
5
X
1
5
X
0
'
-
4
(
G
A
L
V
.
)
C
L
I
P
"
(
T
Y
P
.
)
W
E
B
S
T
I
F
F
E
N
E
R
S
E
E
C
L
I
P
D
E
T
A
I
L
X
-
F
R
A
M
E
S
T
I
F
F
E
N
E
R
x
3
"
W
I
T
H
1
"
H
O
L
E
(
G
A
L
V
.
)
T
A
C
K
W
E
L
D
3
P
L
A
C
E
S
,
R
E
P
A
I
R
G
A
L
V
A
N
I
Z
I
N
G
E
N
D
C
A
P
F
O
R
1
"
S
T
D
.
P
I
P
E
(
G
A
L
V
.
)
C
U
T
1
"
H
O
L
E
F
O
R
1
"
S
T
D
.
P
I
P
E
H
A
N
D
R
A
I
L
(
T
Y
P
.
)
C
U
T
1
"
H
O
L
E
F
O
R
1
"
S
T
D
.
P
I
P
E
H
A
N
D
R
A
I
L
(
T
Y
P
.
)
1
"
S
T
D
.
P
I
P
E
H
A
N
D
R
A
I
L
(
G
A
L
V
.
)
T
H
R
E
A
D
E
D
C
O
U
P
L
E
R
S
L
O
C
A
T
E
D
A
T
C
O
N
T
R
A
C
T
O
R
'
S
O
P
T
I
O
N
.
T
A
C
K
W
E
L
D
E
A
C
H
S
I
D
E
A
N
D
R
E
P
A
I
R
G
A
L
V
.
1
'
-
0
"
M
A
X
.
B
R
G
B
R
G
E
L
E
V
A
T
I
O
N
G
I
R
D
E
R
W
I
T
H
H
A
N
D
R
A
I
L
E
N
D
C
O
N
N
E
C
T
I
O
N
D
E
T
A
I
L 3
"
3 ' - 6 "
A
B
M
:
\
B
R
I
D
G
E
L
I
B
\
B
D
M
\
C
h
a
p
t
e
r
6
\
w
i
n
d
o
w
f
i
l
e
s
\
S
6
4
-
A
9
.
w
n
d
E
X
T
.
G
I
R
D
E
R
I
N
T
.
G
I
R
D
E
R
E
X
T
.
G
I
R
D
E
R
I
N
T
.
G
I
R
D
E
R
3
"
(
T
Y
P
.
)
3
"
(
T
Y
P
.
)
S
E
C
T
I
O
N
A
S
E
C
T
I
O
N
B
F
r
i
S
e
p
0
3
1
3
:
2
7
:
0
5
2
0
1
0
6.4-A9
H
A
N
D
R
A
I
L
Appendix 6.4-A9 Handrail
Appendix 6.4-A10 Box Girder Geometrics and Proportions
B
O
X
G
I
R
D
E
R
G
E
O
M
E
T
R
I
C
S
A
N
D
P
R
O
P
O
R
T
I
O
N
S
F
r
i
S
e
p
0
3
1
3
:
2
6
:
5
0
2
0
1
0
6.4-A10
9
0
C
A
W
?
"
S
L
A
B
?
T
Y
P
I
C
A
L
B
O
X
G
I
R
D
E
R
G
E
O
M
E
T
R
I
C
S
N
O
T
E
:
A
L
L
D
I
M
E
N
S
I
O
N
S
C
O
N
T
R
O
L
L
I
N
G
D
E
C
K
A
N
D
B
O
X
L
O
C
A
T
I
O
N
S
A
R
E
T
O
B
E
M
E
A
S
U
R
E
D
H
O
R
I
Z
O
N
T
A
L
L
Y
A
N
D
V
E
R
T
I
C
A
L
L
Y
,
I
N
R
E
F
E
R
E
N
C
E
T
O
A
L
L
R
O
A
D
W
A
Y
G
E
O
M
E
T
R
I
C
D
A
T
A
.
T
H
E
B
O
X
G
E
O
M
E
T
R
I
C
S
S
H
O
U
L
D
R
E
M
A
I
N
C
O
N
S
T
A
N
T
A
N
D
T
I
E
D
T
O
T
H
E
G
I
R
D
E
R
W
O
R
K
L
I
N
E
A
S
S
H
O
W
N
A
B
O
V
E
.
P
R
O
P
O
R
T
I
O
N
S
F
O
R
L
R
F
D
L
I
V
E
L
O
A
D
D
I
S
T
R
I
B
U
T
I
O
N
:
C
0
.
6
W
&
C
6
F
T
.
A
=
0
.
8
W
T
O
1
.
2
W
9
0
E
X
A
M
P
L
E
-
P
A
R
T
I
A
L
F
R
A
M
I
N
G
P
L
A
N
*
P
R
O
V
I
D
E
P
R
O
J
E
C
T
D
I
M
E
N
S
I
O
N
S
A
N
D
S
P
E
C
I
F
Y
H
O
W
M
E
A
S
U
R
E
D
B
E
A
R
I
N
G
O
F
F
S
E
T
D
E
T
A
I
L
1
2
3
4
*
*
*
*
*
X
-
F
R
A
M
E
S
P
A
C
I
N
G
-
X
E
Q
.
S
P
A
C
E
S
*
W
O
R
K
L
I
N
E
G
I
R
D
E
R
A
W
O
R
K
L
I
N
E
G
I
R
D
E
R
B
B
R
G
P
I
E
R
1
S
U
R
V
E
Y
L
I
N
E
B
R
I
D
G
E
P
R
O
J
E
C
T
R
O
A
D
W
A
Y
W
I
D
T
H
(
N
O
T
E
I
F
V
A
R
I
E
S
)
P
A
N
E
L
P
O
I
N
T
(
T
Y
P
.
)
R
A
D
I
U
S
=
E
N
D
P
I
E
R
D
I
A
P
H
R
A
G
M
E
N
D
O
F
G
I
R
D
E
R
W
T
?
x
?
(
T
Y
P
.
)
W
T
?
x
?
B
O
T
T
O
M
F
L
A
N
G
E
S
T
I
F
F
E
N
E
R
W
H
E
R
E
S
H
O
W
N
O
N
"
G
I
R
D
E
R
E
L
E
V
A
T
I
O
N
"
(
T
Y
P
.
)
2
"
2
"
?
T
O
P
F
L
A
N
G
E
A
N
D
W
E
B
A
T
B
O
T
T
O
M
O
F
T
O
P
F
L
A
N
G
E
(
T
Y
P
.
)
W
E
B
A
T
T
O
P
O
F
B
O
T
T
O
M
F
L
A
N
G
E
(
T
Y
P
.
)
1
4
N
O
R
M
A
L
T
O
R
D
W
Y
S
L
O
P
E
?
?
?
?
?
'
/
F
T
.
B
R
I
D
G
E
S
U
R
V
E
Y
L
I
N
E
W
O
R
K
L
I
N
E
G
I
R
D
E
R
A
W
O
R
K
L
I
N
E
G
I
R
D
E
R
B
(
T
Y
P
.
)
E
S
T
A
B
L
I
S
H
P
R
O
J
E
C
T
O
F
F
S
E
T
C
O
N
S
T
A
N
T
E
X
C
E
P
T
W
I
T
H
R
E
S
P
E
C
T
T
O
S
T
D
.
S
P
E
C
.
6
-
0
3
.
3
(
3
9
)
W
H
E
R
E
R
O
A
D
W
A
Y
W
I
D
T
H
V
A
R
I
E
S
,
M
A
I
N
T
A
I
N
C
O
N
S
T
A
N
T
W
I
D
T
H
B
O
X
I
F
P
O
S
S
I
B
L
E
(
V
A
R
Y
A
A
N
D
C
F
I
R
S
T
)
G
I
R
D
E
R
N
O
R
M
A
L
T
O
R
D
W
Y
.
S
L
O
P
E
(
T
Y
P
.
)
B
R
G
A
T
T
O
P
O
F
B
O
T
T
O
M
F
L
A
N
G
E
B
E
A
R
I
N
G
G
I
R
D
E
R
W
O
R
K
L
I
N
E
G
I
R
D
E
R
K
E
E
P
A
N
G
L
E
B
T
W
N
3
0
A
N
D
4
5
A
L
L
O
W
6
"
M
I
N
.
F
O
R
D
E
C
K
F
O
R
M
W
O
R
K
S
H
O
W
H
O
R
I
Z
O
N
T
A
L
O
F
F
S
E
T
A
T
E
A
C
H
P
I
E
R
B
O
X
G
I
R
D
E
R
D
E
T
A
I
L
N
O
T
E
S
:
D
E
T
A
I
L
S
P
R
O
V
I
D
E
D
H
E
R
E
I
N
A
R
E
E
X
A
M
P
L
E
S
O
N
L
Y
A
N
D
R
E
Q
U
I
R
E
P
R
O
J
E
C
T
S
P
E
C
I
F
I
C
A
T
T
E
N
T
I
O
N
T
O
D
E
S
I
G
N
A
N
D
D
E
T
A
I
L
I
N
G
.
T
H
A
T
I
S
,
T
H
E
Y
A
R
E
N
O
T
I
N
T
E
N
D
E
D
T
O
B
E
U
S
E
D
A
S
C
O
N
T
R
A
C
T
P
L
A
N
S
T
A
N
D
A
R
D
S
.
C
E
R
T
A
I
N
G
E
O
M
E
T
R
I
C
P
R
A
C
T
I
C
E
S
S
H
O
U
L
D
N
O
T
B
E
M
O
D
I
F
I
E
D
W
I
T
H
O
U
T
C
O
N
S
U
L
T
I
N
G
B
R
I
D
G
E
F
A
B
R
I
C
A
T
O
R
S
.
T
H
E
S
E
D
E
T
A
I
L
S
A
R
E
A
P
A
R
T
I
A
L
C
O
M
P
I
L
A
T
I
O
N
O
F
I
N
D
U
S
T
R
Y
E
F
F
O
R
T
S
T
O
S
T
A
N
D
A
R
D
I
Z
E
B
O
X
G
I
R
D
E
R
F
A
B
R
I
C
A
T
I
O
N
A
N
D
S
H
O
P
P
L
A
N
P
R
E
P
A
R
A
T
I
O
N
.
B
O
X
G
I
R
D
E
R
D
E
P
T
H
S
H
O
U
L
D
N
O
T
B
E
L
E
S
S
T
H
A
N
5
'
-
0
"
,
T
H
E
P
R
E
F
E
R
R
E
D
M
I
N
I
M
U
M
D
E
P
T
H
I
S
6
'
-
6
"
.
A
L
L
G
I
R
D
E
R
S
M
U
S
T
I
N
C
L
U
D
E
P
R
O
V
I
S
I
O
N
S
F
O
R
I
N
S
P
E
C
T
I
O
N
A
C
C
E
S
S
A
N
D
V
E
N
T
I
L
A
T
I
O
N
,
I
N
C
L
U
D
I
N
G
L
I
G
H
T
I
N
G
A
N
D
P
O
W
E
R
.
P
R
O
V
I
S
I
O
N
F
O
R
R
E
M
O
V
I
N
G
D
E
C
K
F
O
R
M
S
M
U
S
T
B
E
D
E
T
A
I
L
E
D
I
N
T
H
E
P
L
A
N
S
.
A
M
I
N
I
M
U
M
4
'
-
0
"
X
4
'
-
0
"
O
P
E
N
I
N
G
,
A
C
C
E
S
S
I
B
L
E
F
R
O
M
E
A
C
H
C
E
L
L
I
S
N
E
E
D
E
D
.
Appendix 6.4-A11 Example Box Girder Details
E
X
A
M
P
L
E
B
O
X
G
I
R
D
E
R
D
E
T
A
I
L
S
F
r
i
S
e
p
0
3
1
3
:
2
6
:
4
8
2
0
1
0
6.4-A11
L
O
W
E
R
T
R
A
N
S
V
E
R
S
E
S
T
I
F
F
E
N
E
R
D
E
T
A
I
L
*
B
O
T
T
O
M
F
L
A
N
G
E
E
X
T
E
N
S
I
O
N
T
O
A
L
L
O
W
A
U
T
O
M
A
T
I
C
W
E
L
D
E
R
U
S
E
E
X
A
M
P
L
E
C
R
O
S
S
F
R
A
M
E
W
I
T
H
O
U
T
F
L
A
N
G
E
S
T
I
F
F
E
N
E
R
E
X
A
M
P
L
E
C
R
O
S
S
F
R
A
M
E
R
E
G
I
O
N
S
W
I
T
H
F
L
A
N
G
E
S
T
I
F
F
E
N
E
R
V
I
E
W
B
V
I
E
W
A
2
"
*
3 " 1
"
M
I
N
.
P
L
A
N
-
E
X
A
M
P
L
E
T
O
P
L
A
T
E
R
A
L
D
E
T
A
I
L
S
A
C
O
N
N
E
C
T
L
A
T
E
R
A
L
S
T
O
B
O
T
T
O
M
S
I
D
E
O
F
T
O
P
F
L
A
N
G
E
U
S
E
B
O
L
T
E
D
G
U
S
S
E
T
P
L
A
T
E
O
R
B
O
L
T
D
I
R
E
C
T
L
Y
T
O
F
L
A
N
G
E
S
I
Z
E
O
F
L
A
T
E
R
A
L
S
A
N
D
C
O
N
N
E
C
T
I
O
N
S
W
I
L
L
D
E
P
E
N
D
O
N
L
O
A
D
S
?
?
? ?
N
O
N
-
S
T
O
P
A
U
T
O
M
A
T
I
C
W
E
L
D
I
N
G
P
R
E
F
E
R
R
E
D
U
S
E
O
N
E
S
I
Z
E
T
H
R
O
U
G
H
O
U
T
E
Q
U
A
L
S
I
Z
E
C
L
I
P
S
T
I
F
F
E
N
E
R
F
O
R
A
U
T
O
M
A
T
I
C
W
E
L
D
E
R
A
C
C
E
S
S
I
N
S
T
A
L
L
A
F
T
E
R
W
E
B
-
T
O
-
F
L
A
N
G
E
W
E
L
D
I
N
G
D
E
T
A
I
L
S
H
O
W
I
N
G
D
I
R
E
C
T
B
O
L
T
I
N
G
B
P
R
E
F
E
R
R
E
D
A
L
T
E
R
N
A
T
I
V
E
W
H
E
R
E
S
P
A
C
E
A
N
D
L
O
A
D
I
N
G
P
E
R
M
I
T
S
M
A
Y
R
E
Q
U
I
R
E
T
H
E
U
S
E
O
F
1
"
A
A
S
H
T
O
M
2
5
3
-
X
B
O
L
T
S
,
D
O
N
O
T
W
E
L
D
V
E
R
I
F
Y
F
L
A
N
G
E
S
T
R
E
S
S
E
S
V
I
C
I
N
I
T
Y
B
O
L
T
H
O
L
E
S
A
R
E
W
I
T
H
I
N
A
L
L
O
W
A
B
L
E
Appendix 6.4-A12 Example Box Girder Pier Diaphragm Details
E
X
A
M
P
L
E
B
O
X
G
I
R
D
E
R
P
I
E
R
D
I
A
P
H
R
A
G
M
D
E
T
A
I
L
S
F
r
i
S
e
p
0
3
1
3
:
2
6
:
4
6
2
0
1
0
6.4-A12
E
X
A
M
P
L
E
E
N
D
D
I
A
P
H
R
A
G
M
E
X
A
M
P
L
E
I
N
T
E
R
I
O
R
P
I
E
R
D
I
A
P
H
R
A
G
M
V
I
E
W
B
S
H
O
W
I
N
G
S
I
D
E
E
X
I
T
H
A
T
C
H
U
S
E
S
I
D
E
E
X
I
T
H
A
T
C
H
A
N
D
W
A
L
K
W
A
Y
B
E
T
W
E
E
N
B
O
X
E
S
F
O
R
R
E
T
U
R
N
T
R
I
P
I
N
S
P
E
C
T
I
O
N
A
C
C
E
S
S
,
A
T
L
E
A
S
T
O
N
E
E
N
D
V
I
E
W
D
S
E
C
T
I
O
N
A
S
E
C
T
I
O
N
C
A
B
C
D
T
R
A
N
S
I
T
I
O
N
W
E
B
T
H
I
C
K
N
E
S
S
H
E
R
E
I
F
R
E
Q
U
I
R
E
D
F
O
R
S
H
E
A
R
C
A
P
A
C
I
T
Y
A
T
A
C
C
E
S
S
D
O
O
R
3
0
"
M
I
N
.
A
C
C
E
S
S
H
A
T
C
H
A
N
D
D
O
O
R
-
P
R
O
V
I
D
E
L
O
C
K
I
N
G
M
E
C
H
A
N
I
S
M
A
L
T
E
R
N
A
T
I
V
E
2
4
"
x
3
6
"
H
A
T
C
H
&
D
O
O
R
S
C
R
E
E
N
A
C
C
E
S
S
O
P
E
N
I
N
G
A
T
E
N
D
O
F
G
I
R
D
E
R
L
O
C
A
T
E
J
A
C
K
I
N
G
S
T
I
F
F
E
N
E
R
S
A
S
R
E
Q
U
I
R
E
D
F
O
R
L
O
A
D
S
B
O
L
T
E
X
T
E
R
N
A
L
D
I
A
P
H
R
A
G
M
A
S
S
H
O
W
N
L
O
W
E
R
E
N
D
D
I
A
P
H
R
A
G
M
A
S
S
H
O
W
N
F
O
R
M
O
D
U
L
A
R
E
X
P
A
N
S
I
O
N
J
O
I
N
T
B
L
O
C
K
-
O
U
T
S
H
E
A
R
C
O
N
N
E
C
T
O
R
S
N
O
T
S
H
O
W
N
.
A
S
A
M
I
N
I
M
U
M
,
P
R
O
V
I
D
E
F
U
L
L
S
H
E
A
R
C
A
P
A
C
I
T
Y
=
L
A
T
E
R
A
L
L
O
A
D
S
T
O
P
I
E
R
S
(
D
E
C
K
T
O
B
R
G
.
L
O
A
D
P
A
T
H
)
S
H
E
A
R
C
O
N
N
E
C
T
O
R
S
N
O
T
S
H
O
W
N
.
A
S
A
M
I
N
I
M
U
M
,
P
R
O
V
I
D
E
F
U
L
L
S
H
E
A
R
C
A
P
A
C
I
T
Y
=
L
A
T
E
R
A
L
L
O
A
D
S
T
O
P
I
E
R
S
(
D
E
C
K
T
O
B
R
G
.
L
O
A
D
P
A
T
H
)
T
O
P
F
L
A
N
G
E
M
A
Y
B
E
P
L
A
C
E
D
O
N
G
R
A
D
E
T
O
E
L
I
M
I
N
A
T
E
T
A
P
E
R
E
D
F
I
L
L
S
F
L
A
N
G
E
S
T
I
F
F
E
N
E
R
P
A
S
S
E
S
T
H
R
O
U
G
H
P
I
E
R
D
I
A
P
H
R
A
G
M
V
E
R
T
I
C
A
L
I
N
F
I
N
A
L
P
O
S
I
T
I
O
N
V
E
R
T
I
C
A
L
I
N
F
I
N
A
L
P
O
S
I
T
I
O
N
I
N
C
L
U
D
E
D
E
T
A
I
L
S
F
O
R
A
T
T
A
C
H
I
N
G
T
O
P
L
A
T
E
R
A
L
S
T
Y
P
.
* * * *
*
S
I
Z
E
W
E
L
D
F
O
R
V
E
R
T
I
C
A
L
A
N
D
L
A
T
E
R
A
L
L
O
A
D
S
P
J
P
(
T
Y
P
)
Appendix 6.4-A13 Example Box Girder Miscellaneous Details
E
X
A
M
P
L
E
B
O
X
G
I
R
D
E
R
M
I
S
C
E
L
L
A
N
E
O
U
S
D
E
T
A
I
L
S
F
r
i
S
e
p
0
3
1
3
:
2
6
:
4
3
2
0
1
0
6.4-A13
1
1
2
F
I
E
L
D
S
P
L
I
C
E
F
I
E
L
D
S
P
L
I
C
E
I
N
T
E
G
R
A
L
W
E
L
D
E
X
T
E
N
S
I
O
N
T
A
B
I
N
C
L
U
D
E
B
O
L
T
E
D
S
P
L
I
C
E
F
O
R
F
L
A
N
G
E
S
T
I
F
F
E
N
E
R
2
"
G
A
P
S
P
L
I
T
S
P
L
I
C
E
P
L
A
T
E
S
T
O
P
&
B
O
T
T
O
M
A
T
T
E
E
A
P
P
L
Y
C
A
U
L
K
I
N
G
T
O
D
I
R
E
C
T
F
L
O
W
T
O
D
R
A
I
N
,
U
P
H
I
L
L
S
I
D
E
A
P
P
L
Y
C
A
U
L
K
I
N
G
B
O
T
H
D
I
R
E
C
T
I
O
N
S
A
T
L
O
W
P
O
I
N
T
S
2
"
H
O
L
E
O
R
I
E
N
T
x
t
T
R
A
N
S
V
E
R
S
E
L
Y
t
"
R
O
D
-
D
O
N
O
T
A
T
T
A
C
H
T
O
F
L
A
N
G
E
"
x
1
"
R
O
D
4
"
H
O
L
E
I
N
W
E
B
t
w
t
w
x
9
"
S
.
S
.
W
E
L
D
E
D
W
I
R
E
F
A
B
R
I
C
3
x
3
M
E
S
H
W
I
T
H
1
8
G
A
G
E
W
I
R
E
S
(
0
.
0
4
7
"
"
S
.
S
.
C
A
P
S
C
R
E
W
,
I
N
S
T
A
L
L
W
I
T
H
A
N
T
I
-
S
E
I
Z
I
N
G
C
O
M
P
O
U
N
D
D
R
I
L
L
&
T
A
P
F
O
R
"
C
A
P
S
C
R
E
W
(
T
Y
P
)
V
E
N
T
-
L
O
C
A
T
E
A
T
M
I
D
-
H
E
I
G
H
T
O
F
W
E
B
S
H
O
W
L
O
C
A
T
I
O
N
S
O
F
V
E
N
T
H
O
L
E
S
O
N
"
G
I
R
D
E
R
E
L
E
V
A
T
I
O
N
"
S
P
A
C
E
V
E
N
T
S
A
T
A
B
O
U
T
5
0
F
T
.
C
E
N
T
E
R
S
,
S
T
A
G
G
E
R
L
T
&
R
T
B
R
E
A
K
E
D
G
E
S
B
O
T
T
O
M
F
L
A
N
G
E
S
H
O
W
S
I
Z
E
O
F
A
N
G
L
E
P
I
E
R
D
I
A
P
H
R
A
G
M
1
"
M
I
N
.
R
A
D
I
U
S
G
R
I
N
D
T
O
T
H
I
S
P
R
O
F
I
L
E
A
F
T
E
R
W
E
L
D
I
N
G
I
S
C
O
M
P
L
E
T
E
M
I
N
.
6
"
R
A
D
I
U
S
G
R
I
N
D
T
O
T
H
I
S
P
R
O
F
I
L
E
A
F
T
E
R
W
E
L
D
I
N
G
I
S
C
O
M
P
L
E
T
E
T
Y
P
.
T
Y
P
.
S
E
A
L
B
O
T
H
S
I
D
E
S
5" ID
9" OD
W
(
E
)
W
(
E
)
W
(
E
)
W
(
E
)
S
E
E
N
O
T
E
S
S
E
E
N
O
T
E
S
N
O
T
E
S
:
W
I
S
N
O
R
M
A
L
L
Y
"
A
N
D
S
H
O
U
L
D
B
E
S
I
Z
E
D
B
Y
T
H
E
D
E
S
I
G
N
E
R
E
F
F
E
C
T
I
V
E
T
H
R
O
A
T
(
E
)
S
H
O
U
L
D
B
E
D
E
T
E
R
M
I
N
E
D
B
Y
T
H
E
D
E
S
I
G
N
E
R
,
N
O
R
M
A
L
L
Y
"
M
I
N
I
M
U
M
.
T
H
I
S
D
I
M
E
N
S
I
O
N
M
U
S
T
B
E
A
C
H
I
E
V
E
D
I
N
P
R
O
D
U
C
T
I
O
N
.
T
H
E
F
A
B
R
I
C
A
T
O
R
M
U
S
T
C
O
M
P
E
N
S
A
T
E
A
C
T
U
A
L
W
E
L
D
S
I
Z
E
S
W
A
N
D
(
E
)
F
O
R
R
O
O
T
(
R
)
A
N
D
D
I
H
E
D
R
A
L
A
S
S
U
M
I
N
G
"
W
E
L
D
S
I
Z
E
,
W
*
=
0
.
2
7
"
+
R
;
=
7
6
W
*
=
0
.
3
5
"
+
R
;
=
1
0
4
R
E
D
U
C
T
I
O
N
O
F
W
E
L
D
L
E
G
S
I
Z
E
I
S
A
C
C
E
P
T
A
B
L
E
P
R
O
V
I
D
E
D
A
C
T
U
A
L
E
F
F
E
C
T
I
V
E
T
H
R
O
A
T
I
S
D
E
T
E
R
M
I
N
E
D
B
Y
J
O
I
N
T
Q
U
A
L
I
F
I
C
A
T
I
O
N
S
I
N
G
L
E
,
C
O
N
T
I
N
U
O
U
S
P
A
S
S
W
E
L
D
I
N
G
I
S
D
E
S
I
R
E
D
W
E
L
D
S
Y
M
B
O
L
I
N
P
L
A
N
S
S
H
O
U
L
D
O
N
L
Y
S
H
O
W
W
&
(
E
)
,
W
I
T
H
A
N
O
T
E
T
O
C
O
R
R
E
C
T
P
E
R
A
W
S
D
1
.
5
T
Y
P
.
A
L
T
.
1
U
S
E
W
H
E
R
E
T
E
R
M
I
N
A
T
I
O
N
O
C
C
U
R
S
I
N
R
E
G
I
O
N
O
F
H
I
G
H
S
T
R
E
S
S
R
A
N
G
E
(
A
V
O
I
D
I
F
P
O
S
S
I
B
L
E
)
A
L
T
.
2
U
S
E
W
H
E
R
E
S
T
R
E
S
S
R
A
N
G
E
I
S
L
O
W
(
C
A
T
E
G
O
R
Y
C
D
E
T
A
I
L
)
B
O
T
T
O
M
F
L
A
N
G
E
S
T
I
F
F
E
N
E
R
T
E
R
M
I
N
A
T
I
O
N
S
B
E
Y
O
N
D
F
I
E
L
D
S
P
L
I
C
E
C
O
N
T
I
N
U
A
T
I
O
N
P
A
S
T
F
I
E
L
D
S
P
L
I
C
E
T
E
R
M
I
N
A
T
I
O
N
A
T
F
I
E
L
D
S
P
L
I
C
E
T
H
I
S
I
S
T
H
E
P
R
E
F
E
R
E
D
T
E
R
M
I
N
A
T
I
O
N
M
E
T
H
O
D
B
O
T
T
O
M
F
L
A
N
G
E
S
T
I
F
F
E
N
E
R
T
E
R
M
I
N
A
T
I
O
N
D
E
T
A
I
L
S
D
R
A
I
N
H
O
L
E
D
E
T
A
I
L
S
S
H
O
W
A
L
L
L
O
W
P
O
I
N
T
S
I
N
B
R
I
D
G
E
T
O
L
O
C
A
T
E
D
R
A
I
N
S
D
O
N
O
T
U
S
E
W
H
E
R
E
O
T
H
E
R
F
E
A
T
U
R
E
S
D
R
A
I
N
W
A
T
E
R
A
T
C
O
R
N
E
R
O
F
B
O
X
A
T
S
T
I
F
F
E
N
E
R
S
6
"
4
"
V
E
N
T
H
O
L
E
D
E
T
A
I
L
S
W
E
B
-
T
O
-
F
L
A
N
G
E
W
E
L
D
D
E
T
A
I
L
S
*
R
E
F
E
R
T
O
A
W
S
D
1
.
5
F
I
G
.
2
.
3
,
S
E
C
T
.
3
.
3
.
1
,
A
N
D
A
N
N
E
X
I
I
F
O
R
S
K
E
W
E
D
T
-
J
O
I
N
T
S
B
O
T
T
O
M
F
L
A
N
G
E
S
H
O
W
N
,
T
O
P
S
I
M
I
L
A
R
S
T
I
F
F
E
N
E
R
D
E
T
A
I
L
A
T
P
I
E
R
D
I
A
P
H
R
A
G
M
B
E
A
R
I
N
G
N
O
T
S
H
O
W
N
T
H
I
S
D
E
T
A
I
L
-
L
O
C
A
T
E
B
R
G
S
T
I
F
F
E
N
E
R
S
T
O
C
L
E
A
R
2
"
H
O
L
E
=
7
6
=
1
0
4
W
*
W
*
R
W
*
W
*
R
(
E
)
(
E
)
*
(
E
)
(
E
)
*
=
7
6
=
1
0
4
W
*
W
*
W
*
W
*
R
(
E
)
(
E
)
*
(
E
)
(
E
)
*
W
W
D
E
T
A
I
L
F
O
R
W
E
B
S
<
"
A
C
C
E
P
T
A
B
L
E
P
R
O
V
I
D
E
D
R
O
O
T
O
P
E
N
I
N
G
S
M
E
E
T
A
W
S
D
1
.
5
F
I
T
-
U
P
R
E
Q
U
I
R
M
E
N
T
S
&
E
F
F
E
C
T
I
V
E
T
H
R
O
A
T
I
S
M
A
I
N
T
A
I
N
E
D
F
O
R
S
I
N
G
L
E
P
A
S
S
W
E
L
D
I
N
G
Vous aimerez peut-être aussi
- Toltec Art of Life and Death Excerpt For MiguelRuiz EnewsletterDocument14 pagesToltec Art of Life and Death Excerpt For MiguelRuiz Enewslettersmartjohnsmith10100% (1)
- Sec 3 DesignDocument43 pagesSec 3 DesignAkhilesh Kumar SinghPas encore d'évaluation
- Advanced Chords Progressions11Document34 pagesAdvanced Chords Progressions11Jerry PierrePas encore d'évaluation
- Truss DesignDocument111 pagesTruss DesignSuhas NatuPas encore d'évaluation
- Civil Design CriteriaDocument346 pagesCivil Design CriteriaMouhammed AbdallahPas encore d'évaluation
- (Msia) Guide To Sewer Selection and Installation (Dec2006) - VC Pipe pg17Document168 pages(Msia) Guide To Sewer Selection and Installation (Dec2006) - VC Pipe pg17Rachael Hoo100% (7)
- IDEA Statica Theoretical BackroundDocument104 pagesIDEA Statica Theoretical Backroundskorabn100% (1)
- Guidelines AND OF: For PlanningDocument50 pagesGuidelines AND OF: For PlanningjegancivilPas encore d'évaluation
- Dr. Sabih HashimDocument593 pagesDr. Sabih Hashimmohamedyahai100% (1)
- Pipeline Pigging Handbook 9Document1 pagePipeline Pigging Handbook 9Bruno GonçalvesPas encore d'évaluation
- Irmis Popoff Gurdjieff PDFDocument195 pagesIrmis Popoff Gurdjieff PDFdarkdoudouPas encore d'évaluation
- Structural Steel Design to Eurocode 3 and AISC SpecificationsD'EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsPas encore d'évaluation
- AISC Advisory Changes Tkk1Document4 pagesAISC Advisory Changes Tkk1mohamedadel100Pas encore d'évaluation
- Drilling Fluids Processing HandbookD'EverandDrilling Fluids Processing HandbookÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- The Railway ChildrenDocument3 pagesThe Railway ChildrenElen Marlina0% (1)
- Aleister Crowley's 1914 O.T.O. System With 12 Degrees - Comparison To A.a., Memphis & MisraimDocument2 pagesAleister Crowley's 1914 O.T.O. System With 12 Degrees - Comparison To A.a., Memphis & MisraimF. De VerePas encore d'évaluation
- Material Forming Processes: Simulation, Drawing, Hydroforming and Additive ManufacturingD'EverandMaterial Forming Processes: Simulation, Drawing, Hydroforming and Additive ManufacturingPas encore d'évaluation
- CALTRANS+Seismic+Design+Criteria V1.5 (2010.11)Document197 pagesCALTRANS+Seismic+Design+Criteria V1.5 (2010.11)Soowhan JungPas encore d'évaluation
- Book PDFDocument23 pagesBook PDFJamaster FlashcubePas encore d'évaluation
- Golden Dawn - The Invoking Pentagram Ritual of AirDocument2 pagesGolden Dawn - The Invoking Pentagram Ritual of AirFranco LazzaroniPas encore d'évaluation
- Christina Bashford, Historiography and Invisible Musics Domestic Chamber Music in Nineteenth-Century BritainDocument71 pagesChristina Bashford, Historiography and Invisible Musics Domestic Chamber Music in Nineteenth-Century BritainVd0Pas encore d'évaluation
- Structural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesD'EverandStructural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesÉvaluation : 3.5 sur 5 étoiles3.5/5 (13)
- Natural CommunionsDocument251 pagesNatural CommunionsRene GallardoPas encore d'évaluation
- Shimla Bypass Cable Stayed Bridge BOQDocument11 pagesShimla Bypass Cable Stayed Bridge BOQShaileshRastogi100% (1)
- Lightroom PresetDocument7 pagesLightroom PresetamaherPas encore d'évaluation
- Design of Steel Structures: Materials, Connections, and ComponentsD'EverandDesign of Steel Structures: Materials, Connections, and ComponentsPas encore d'évaluation
- 10 - The Rail Book Issue3 - WIPDocument41 pages10 - The Rail Book Issue3 - WIPTT100% (1)
- Butler Service ScriptDocument21 pagesButler Service Scripthehe2021174250% (2)
- An Improved Approach For Connecting VSD and Electric Motors PDFDocument8 pagesAn Improved Approach For Connecting VSD and Electric Motors PDFalbertofgvPas encore d'évaluation
- Bangladesh National Building Code-2015 Vol - 2 - 3 (Draft) PDFDocument946 pagesBangladesh National Building Code-2015 Vol - 2 - 3 (Draft) PDFAnonymous LZWSYncL6v87% (68)
- Earthworks and RoadworksDocument9 pagesEarthworks and RoadworkswagwahkiabathePas encore d'évaluation
- January 2015 - V 2.0: (Revised August 2019)Document164 pagesJanuary 2015 - V 2.0: (Revised August 2019)Mukovhe MuvhaliPas encore d'évaluation
- Cico Consulting EngineersDocument13 pagesCico Consulting Engineerssam_antony2005Pas encore d'évaluation
- Notation: Pci Bridge Design ManualDocument33 pagesNotation: Pci Bridge Design ManualmathuPas encore d'évaluation
- Iknapuiss) : Beam Higi (Way GuardrailDocument19 pagesIknapuiss) : Beam Higi (Way GuardrailJacky TiongPas encore d'évaluation
- Design Standards: Martin Hodskinson Roy D. CullumDocument13 pagesDesign Standards: Martin Hodskinson Roy D. CullumumairPas encore d'évaluation
- 2061 BNBC Part 6 PDFDocument764 pages2061 BNBC Part 6 PDFsujoyPas encore d'évaluation
- INS Manual of Standards (MOS) .PDDocument371 pagesINS Manual of Standards (MOS) .PDdwi setyo nugrahaPas encore d'évaluation
- 06.chapter 6Document22 pages06.chapter 6nespakoman73Pas encore d'évaluation
- Tilt-: Plato Details of / - Details Strut Details Details ofDocument1 pageTilt-: Plato Details of / - Details Strut Details Details ofjosPas encore d'évaluation
- 1606Document4 pages1606umair186Pas encore d'évaluation
- Concrete KerbsDocument9 pagesConcrete Kerbsnswain76Pas encore d'évaluation
- BNBC Part06 1 of 9Document50 pagesBNBC Part06 1 of 9Md. Jahidul IslamPas encore d'évaluation
- Manual SafeDocument563 pagesManual SafeAxel Yohann Montes MondalgoPas encore d'évaluation
- Cold Feeder 4Document1 pageCold Feeder 4Vijay BhurePas encore d'évaluation
- Moorings DesignDocument3 pagesMoorings Designapi-37233330% (1)
- Section - 6 Hydraulic Design of BridgeDocument29 pagesSection - 6 Hydraulic Design of Bridgeyared makonnenPas encore d'évaluation
- Yemen Highway Design Standards (1986)Document167 pagesYemen Highway Design Standards (1986)alwil144548100% (2)
- Safe PT DesignDocument407 pagesSafe PT DesignĐậuĐìnhHùngPas encore d'évaluation
- Chapter 6 Structural Steel Contents: WSDOT Bridge Design Manual M 23-50.20 Page 6-I September 2020Document58 pagesChapter 6 Structural Steel Contents: WSDOT Bridge Design Manual M 23-50.20 Page 6-I September 2020Vietanh PhungPas encore d'évaluation
- TALAT Lecture 2710: Static Design ExampleDocument82 pagesTALAT Lecture 2710: Static Design ExampleCORE MaterialsPas encore d'évaluation
- QCS 2014 - Concrete Road PavementDocument36 pagesQCS 2014 - Concrete Road PavementUtpal MondalPas encore d'évaluation
- Tender Documents: Section 6 Standard Technical ConditionsDocument12 pagesTender Documents: Section 6 Standard Technical ConditionsKevin L KermodePas encore d'évaluation
- CAN CSA 2417689 TocDocument10 pagesCAN CSA 2417689 TocJesus OrtizPas encore d'évaluation
- Chapter 06. Surface ModelsDocument8 pagesChapter 06. Surface ModelsasimbuyukPas encore d'évaluation
- Chapter8 - Design Theory & Procedure PDFDocument407 pagesChapter8 - Design Theory & Procedure PDFJunwhan KimPas encore d'évaluation
- Notation 8.0 Aashto Specification References 8.1 Principles and Advantages of PrestressingDocument23 pagesNotation 8.0 Aashto Specification References 8.1 Principles and Advantages of PrestressingJosue LewandowskiPas encore d'évaluation
- MNL-133-97 ch8 8Document31 pagesMNL-133-97 ch8 8Harianto RamadhanPas encore d'évaluation
- Notation: 8.0 Aashto Specification References 8.1 Principles and Advantages of PrestressingDocument20 pagesNotation: 8.0 Aashto Specification References 8.1 Principles and Advantages of PrestressingJosue LewandowskiPas encore d'évaluation
- General Series Overhead Crane: User ManualDocument27 pagesGeneral Series Overhead Crane: User ManualjokoPas encore d'évaluation
- Chapter 4 Superstructures Bridge Plan Development GuideDocument42 pagesChapter 4 Superstructures Bridge Plan Development GuideBala ChandarPas encore d'évaluation
- Road Tunnel 2 ContentsDocument23 pagesRoad Tunnel 2 ContentsJose TangalinPas encore d'évaluation
- Nasarap RDC v101 CompressedDocument298 pagesNasarap RDC v101 CompressedMatthew Kevin Kumar CPas encore d'évaluation
- P 06Document23 pagesP 06Priyesh SaxenaPas encore d'évaluation
- Worked Example of A Timber TrussDocument5 pagesWorked Example of A Timber TrussARSEPas encore d'évaluation
- Design Guide For Economical Reinforced Concrete Structures, by David A. Fanella, 2016 6Document1 pageDesign Guide For Economical Reinforced Concrete Structures, by David A. Fanella, 2016 6jcvalenciaPas encore d'évaluation
- Anknowledgement, Abstract, Table of Content, List of Figures & List of TableDocument11 pagesAnknowledgement, Abstract, Table of Content, List of Figures & List of TablenyaungzinPas encore d'évaluation
- Correccion Corte EsviadoDocument1 pageCorreccion Corte EsviadoFrans Vladimir Peinado PachecoPas encore d'évaluation
- The Resit Exam for Concrete Structure Principles (混凝土结构基本原理)Document4 pagesThe Resit Exam for Concrete Structure Principles (混凝土结构基本原理)MD ABDUS SUKURPas encore d'évaluation
- 0608Document9 pages0608Marwan MokhadderPas encore d'évaluation
- SPJ Sub Section 6.3: Road Marking: JKR/SPJ/2008-S4 SSRW 1988 Difference Remark Clause Description ClauseDocument1 pageSPJ Sub Section 6.3: Road Marking: JKR/SPJ/2008-S4 SSRW 1988 Difference Remark Clause Description ClausechinhonPas encore d'évaluation
- Chapter 6: Welding: Drafting and Design Presentation Standards Volume 3: Structural Drafting StandardsDocument12 pagesChapter 6: Welding: Drafting and Design Presentation Standards Volume 3: Structural Drafting StandardsaaronPas encore d'évaluation
- DTX Compact OTDR: Turn Your Cable Tester Into An OTDRDocument4 pagesDTX Compact OTDR: Turn Your Cable Tester Into An OTDRalbertofgvPas encore d'évaluation
- BUFAB BUMAX Brochyre 2013 PDFDocument30 pagesBUFAB BUMAX Brochyre 2013 PDFalbertofgvPas encore d'évaluation
- Wave Nature of The Motor Cable and Voltage Stress of The Motor in Inverter DriveDocument9 pagesWave Nature of The Motor Cable and Voltage Stress of The Motor in Inverter DrivealbertofgvPas encore d'évaluation
- Kaytto11 enDocument52 pagesKaytto11 enalbertofgvPas encore d'évaluation
- Digital Transmitter OverviewDocument2 pagesDigital Transmitter OverviewalbertofgvPas encore d'évaluation
- Methods For Designing The Motion ProfileDocument2 pagesMethods For Designing The Motion ProfilealbertofgvPas encore d'évaluation
- Amjad J. Aref, PH.D.: DucationDocument22 pagesAmjad J. Aref, PH.D.: DucationalbertofgvPas encore d'évaluation
- 04 DambreakDocument13 pages04 DambreakalbertofgvPas encore d'évaluation
- Position Control of An Electro-Hydraulic Servo System Using Sliding Mode Control Enhanced by Fuzzy Pi ControllerDocument14 pagesPosition Control of An Electro-Hydraulic Servo System Using Sliding Mode Control Enhanced by Fuzzy Pi ControlleralbertofgvPas encore d'évaluation
- Histar A913-65 S460 in Houston Stadium Retractable RoofDocument9 pagesHistar A913-65 S460 in Houston Stadium Retractable RoofalbertofgvPas encore d'évaluation
- No125 ContentsDocument10 pagesNo125 ContentsalbertofgvPas encore d'évaluation
- t800pdf Format PDFDocument23 pagest800pdf Format PDFReginaldo OrtegaPas encore d'évaluation
- FW-C550 - Owner's MamualDocument30 pagesFW-C550 - Owner's MamualBillPas encore d'évaluation
- The World of Apu - RayDocument21 pagesThe World of Apu - Rayjim kistenPas encore d'évaluation
- Lemon Tree (Final)Document10 pagesLemon Tree (Final)Mohammad Abdullah KawishPas encore d'évaluation
- Walmart Failure in GermanyDocument4 pagesWalmart Failure in GermanyAnimesh VermaPas encore d'évaluation
- Thai Pus AmDocument6 pagesThai Pus AmHui Min TehPas encore d'évaluation
- Talking About Films Worksheet PDFDocument2 pagesTalking About Films Worksheet PDFAnastasia HrabelnayaPas encore d'évaluation
- Sienna Mynx-Black Butterfly - SexChecksFinalDocument9 pagesSienna Mynx-Black Butterfly - SexChecksFinalLaura Rosales100% (2)
- The Tibu PeopleDocument21 pagesThe Tibu PeopleAshBarlowPas encore d'évaluation
- Theme: An Idea About Life: by John LeggettDocument3 pagesTheme: An Idea About Life: by John LeggettVirginia WarfieldPas encore d'évaluation
- A Material Evaluation of The Gropius House PDFDocument8 pagesA Material Evaluation of The Gropius House PDFnevillePas encore d'évaluation
- Patents OnlyDocument19 pagesPatents OnlyJanine SalvioPas encore d'évaluation
- Mid Terms TestDocument2 pagesMid Terms TestHimura BattousaiPas encore d'évaluation
- Lyric - EminemDocument46 pagesLyric - EminemWahyudi ArmstrongPas encore d'évaluation
- Ten Songs For Another World by The World of SkinDocument11 pagesTen Songs For Another World by The World of SkintoypomPas encore d'évaluation
- Managing Environments - Anaconda DocumentationDocument3 pagesManaging Environments - Anaconda DocumentationAhmed MohamedPas encore d'évaluation
- ARBLU DunaDocument1 pageARBLU DunaHenry AbelaPas encore d'évaluation
- College Fun and Gays: Anthology One by Erica Pike: Read Online and Download EbookDocument7 pagesCollege Fun and Gays: Anthology One by Erica Pike: Read Online and Download EbookAsriGyu CullenziousPas encore d'évaluation