Vous aimerez peut-être aussi
- Tabla de Equivalencias de Aceros NormadosDocument1 pageTabla de Equivalencias de Aceros NormadosGASTÓN ANDRÉS BALTIERRA CARTES100% (4)
- Manual Tecnico de Electrodos AJUSTADO 4.0Document117 pagesManual Tecnico de Electrodos AJUSTADO 4.0david50% (2)
- Astm A514Document3 pagesAstm A514Erik CabezasPas encore d'évaluation
- Data Sheet 2008es Strenx 700 MC 2017-04-20Document2 pagesData Sheet 2008es Strenx 700 MC 2017-04-20Gustavo Remuzgo Panduro100% (1)
- Soldadura de Aceros Al ManganesoDocument23 pagesSoldadura de Aceros Al Manganesosolrac437175% (8)
- Termico 4340Document9 pagesTermico 4340James Jurado GollesPas encore d'évaluation
- Soldadura CatetosDocument1 pageSoldadura CatetosMiguel Herrera100% (2)
- Codigo Ansi Aws d1.3 Del 98Document63 pagesCodigo Ansi Aws d1.3 Del 98hugo_rueda17100% (3)
- Cellocord 70 TDocument1 pageCellocord 70 TLuis ErnestoPas encore d'évaluation
- Astm A 514Document3 pagesAstm A 514Paul HuaraychiriPas encore d'évaluation
- Cuándo Se Puede Realizar Un Examen Visual o No Destructivo de Las SoldadurasDocument4 pagesCuándo Se Puede Realizar Un Examen Visual o No Destructivo de Las SoldadurasFrancisco SalazarPas encore d'évaluation
- Aceros Al ManganesoDocument30 pagesAceros Al ManganesoPedro PadillaPas encore d'évaluation
- Astm A36 EspañolDocument3 pagesAstm A36 EspañolGibson Flores100% (1)
- Astm A572 PDFDocument2 pagesAstm A572 PDFSunli Karla Sivincha Romero100% (2)
- Catalogo Aceros Kupfer PDFDocument35 pagesCatalogo Aceros Kupfer PDFmegalexxx100% (5)
- Barra Perforada AISI SAE 1518Document4 pagesBarra Perforada AISI SAE 1518alvarodiazmorenoPas encore d'évaluation
- Acero SAE 1020 EspañolDocument2 pagesAcero SAE 1020 EspañolGibson FloresPas encore d'évaluation
- Procedimiento para Soldar Ac. VCLDocument1 pageProcedimiento para Soldar Ac. VCLvalpe12Pas encore d'évaluation
- CUADERNO Temperatura de PrecalentamientoDocument41 pagesCUADERNO Temperatura de PrecalentamientoIvana Palma100% (12)
- Norma D1.3 Español para CarrocerosDocument63 pagesNorma D1.3 Español para CarrocerosMonica Intriago91% (11)
- FT E11300P Epolon300LTDocument4 pagesFT E11300P Epolon300LTFrancisco Silva ToledoPas encore d'évaluation
- Orejas de IzajeDocument2 pagesOrejas de IzajeCassie Nelson100% (2)
- Acero AntidesgasteDocument22 pagesAcero AntidesgastePatricia JacksonPas encore d'évaluation
- EXATUB E81T1-Ni1Document1 pageEXATUB E81T1-Ni1ricardodelatorrePas encore d'évaluation
- Astm A27Document6 pagesAstm A27Emanuel JaimePas encore d'évaluation
- Acero A 572Document2 pagesAcero A 572Pedro Padilla100% (5)
- Clasificacion de Los Aceros Según AstmDocument2 pagesClasificacion de Los Aceros Según AstmSilvia Chonlong Alcívar100% (11)
- Especificaciones Acero AISI 4140Document1 pageEspecificaciones Acero AISI 4140reynviu0% (1)
- Soldadura-SAE-1045 Esab PDFDocument15 pagesSoldadura-SAE-1045 Esab PDFCarlos Hdz100% (1)
- Tratamiento Térmico Del Acero Astm A36Document16 pagesTratamiento Térmico Del Acero Astm A36Akira Tamashiro100% (4)
- Astm A 780-93aDocument9 pagesAstm A 780-93avargas28100% (1)
- Como Soldar Acero Inox DuplexDocument20 pagesComo Soldar Acero Inox DuplexSimón Martínez Navarrete100% (7)
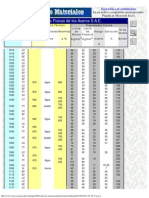
- Tablas de Acero SAE PDFDocument5 pagesTablas de Acero SAE PDFArbeth CarrionPas encore d'évaluation
- Wps Ranura Bisel AbocinadoDocument1 pageWps Ranura Bisel AbocinadofedererPas encore d'évaluation
- Tipos de Electrodos para Aceros Al CarbonoDocument2 pagesTipos de Electrodos para Aceros Al Carbonopedro timana vilchezPas encore d'évaluation
- Astm A333 y Astm A335Document6 pagesAstm A333 y Astm A335eduardore.arcPas encore d'évaluation
- Recomendaciones para Soldar AR-400 - 12!12!12Document3 pagesRecomendaciones para Soldar AR-400 - 12!12!12Raphael LinoPas encore d'évaluation
- Aceros Thyssen - Corte y Soldadura Aceros XAR PDFDocument25 pagesAceros Thyssen - Corte y Soldadura Aceros XAR PDFrolandobtPas encore d'évaluation
- Perfiles de AceroDocument46 pagesPerfiles de AceroLauraCastilloPas encore d'évaluation
- Capitulo 14Document26 pagesCapitulo 14BRYAN JOSUÉ PERÉZ ARENALESPas encore d'évaluation
- Aceros Thyssen Corte y Soldadura Aceros XAR PDFDocument25 pagesAceros Thyssen Corte y Soldadura Aceros XAR PDFpatricioPas encore d'évaluation
- Designaciones Del AceroDocument5 pagesDesignaciones Del AceroJose Angel Mamani CondoriPas encore d'évaluation
- Investigación #1Document13 pagesInvestigación #1Colin GeorgePas encore d'évaluation
- Aceros Criogenicos - Cancio AlataDocument72 pagesAceros Criogenicos - Cancio AlataCOMITE ELECTORAL DESCENTRALIZADO - ICAPas encore d'évaluation
- Aceros BolherDocument9 pagesAceros BolherJhoana YucraPas encore d'évaluation
- Foro Tematico Juan Barrera Garcia M.S.MDocument6 pagesForo Tematico Juan Barrera Garcia M.S.MJuan Barrera GarcíaPas encore d'évaluation
- Aceros de Alta ResistenciaDocument15 pagesAceros de Alta ResistenciaCarlos Javier Rojas EchevarriaPas encore d'évaluation
- Informe Tipos de Aceros ASTM A36, ASTM 572 GR 50, ASTM A588.Document9 pagesInforme Tipos de Aceros ASTM A36, ASTM 572 GR 50, ASTM A588.MARCELO PILCOPas encore d'évaluation
- PITOC Anrrango Miranda NolivosDocument13 pagesPITOC Anrrango Miranda Nolivosnicky nolivosPas encore d'évaluation
- Materiales para La Fabricación de EngranesDocument14 pagesMateriales para La Fabricación de Engranes'Joaaquiin Torres100% (2)
- Normas Aceros AleadosDocument47 pagesNormas Aceros AleadosErik Antonny SCPas encore d'évaluation
- Exposicion Soldadura Grupo 8Document44 pagesExposicion Soldadura Grupo 8Christian Camilo Carvajal CastroPas encore d'évaluation
- Carbon Steel GeneralDocument51 pagesCarbon Steel Generallimbert_Pas encore d'évaluation
- Tipos AcerosDocument3 pagesTipos AcerosRivera ElicheoPas encore d'évaluation
- Soldadura de Aceros Al CarbonoDocument36 pagesSoldadura de Aceros Al CarbonoJunior Alvarado100% (1)
- Welding Handbook Ninth Edition Volume 4-8-9-Convertido (1) ESDocument4 pagesWelding Handbook Ninth Edition Volume 4-8-9-Convertido (1) EShenry0912890% (1)
- Apunte TablasDocument130 pagesApunte Tablascelina podettiPas encore d'évaluation
- Normas Segun Nsr-10Document4 pagesNormas Segun Nsr-10Daniel Ochoa HenaoPas encore d'évaluation
- Comportamiento y Diseño en ConcretoDocument3 pagesComportamiento y Diseño en ConcretoCg JersonPas encore d'évaluation
- Fabricacion de Un TermostatoDocument67 pagesFabricacion de Un Termostatoquiron0010% (1)
- DESPACHOSDocument46 pagesDESPACHOSalpes3Pas encore d'évaluation
- Cosmovision Andina y Categorias Quechuas para Una Filosofia Andina Mario Mejia HuamanDocument127 pagesCosmovision Andina y Categorias Quechuas para Una Filosofia Andina Mario Mejia HuamanFrancisco Navarrete SitjaPas encore d'évaluation
- Madox Contratistas SDocument2 pagesMadox Contratistas Salpes3Pas encore d'évaluation
- Ysau RosasDocument6 pagesYsau Rosasalpes3Pas encore d'évaluation
- Trjeta de PresentacionDocument1 pageTrjeta de Presentacionalpes3Pas encore d'évaluation
- Perumecanicos SACDocument1 pagePerumecanicos SACalpes3Pas encore d'évaluation
- Cursos Certificacion Nivel 2Document7 pagesCursos Certificacion Nivel 2alpes3Pas encore d'évaluation
- DESPACHOSDocument46 pagesDESPACHOSalpes3Pas encore d'évaluation
- Primera JerarquíaDocument2 pagesPrimera Jerarquíaalpes3Pas encore d'évaluation
- CARTILLA USEME DV 07julDocument34 pagesCARTILLA USEME DV 07julDiana GarcíaPas encore d'évaluation
- Destilacion PrimariaDocument17 pagesDestilacion PrimariaCarlos SantiagoPas encore d'évaluation
- Hiperhidrosis EmailDocument2 pagesHiperhidrosis EmailtrujillomadrigalPas encore d'évaluation
- OsmolaridadDocument2 pagesOsmolaridadCarla penalozaPas encore d'évaluation
- Proyecto de FluidosDocument11 pagesProyecto de FluidosLuis Salazar100% (1)
- Monografia Tratamiento de AguasDocument14 pagesMonografia Tratamiento de AguasJorge EnriquePas encore d'évaluation
- Guia de Laboratorio #1Document3 pagesGuia de Laboratorio #1Vincent GuerreroPas encore d'évaluation
- 4 InformeDocument13 pages4 InformeJuan Hinostroza PalianPas encore d'évaluation
- SolucionarioDocument13 pagesSolucionarioerichPas encore d'évaluation
- Fichas Farmacologicas en ProcesoDocument12 pagesFichas Farmacologicas en ProcesoMeylin MendocillaPas encore d'évaluation
- Mapa ConceptualDocument1 pageMapa ConceptualMelek CuevaPas encore d'évaluation
- Equilibiro Ab Vargas FinalDocument26 pagesEquilibiro Ab Vargas FinalVargas MiguelPas encore d'évaluation
- QuimicaDocument5 pagesQuimicamatty jimenezPas encore d'évaluation
- La CucarachaDocument11 pagesLa CucarachaLiliAnasaziPas encore d'évaluation
- Equipo6 Ev1 BelsDocument6 pagesEquipo6 Ev1 BelsLita GebaraPas encore d'évaluation
- Barbosa, Sally - Cristales de CuarzoDocument14 pagesBarbosa, Sally - Cristales de CuarzomatoportelaPas encore d'évaluation
- PEREJILDocument6 pagesPEREJILUlises GonzálezPas encore d'évaluation
- Tesis Doctoral - Alicia Monleon VenturaDocument386 pagesTesis Doctoral - Alicia Monleon VenturaJennifer Carolina Rosales NoriegaPas encore d'évaluation
- Recetas Muy AntiguasDocument18 pagesRecetas Muy AntiguasFernandez JuanPas encore d'évaluation
- Captura de Tela 2023-05-16 À(s) 10.25.51Document19 pagesCaptura de Tela 2023-05-16 À(s) 10.25.514b8xkhr6frPas encore d'évaluation
- U2-Procesos de FabricaciónDocument12 pagesU2-Procesos de FabricaciónMike VargasPas encore d'évaluation
- Pintura A Base de Leche de VacaDocument13 pagesPintura A Base de Leche de VacaAlvin Mendocilla CardenasPas encore d'évaluation
- Seguridad en El Transporte de Bebidas - ACHSDocument12 pagesSeguridad en El Transporte de Bebidas - ACHSMauricio VarelaPas encore d'évaluation
- OXISALESDocument13 pagesOXISALESWilliam SolanoPas encore d'évaluation
- Hoja de Seguridad Kclo3Document5 pagesHoja de Seguridad Kclo3Sonia MBPas encore d'évaluation
- Mina JustaDocument16 pagesMina Justaroyercm83% (12)
- 1ra PARTE DE ELEM DE DISENO TUBERIAS VALVULASDocument174 pages1ra PARTE DE ELEM DE DISENO TUBERIAS VALVULASAlfredo VillarrealPas encore d'évaluation
- Conceptos de Lodo de PerforaciónDocument7 pagesConceptos de Lodo de PerforaciónAnonymous HAIlShM100% (1)
- Tarea de TecnologiaDocument5 pagesTarea de TecnologiaAndersson Fabián Reyes0% (1)
- Infografia Propiedades de La MateriaDocument1 pageInfografia Propiedades de La MateriaLiz JuarezPas encore d'évaluation