Vous aimerez peut-être aussi
- FESTO Manual - 2013 - ES PDFDocument178 pagesFESTO Manual - 2013 - ES PDFCamilo Cortés RiveraPas encore d'évaluation
- EFI VUTEk Best Practice Ink Purging Printing TipsDocument2 pagesEFI VUTEk Best Practice Ink Purging Printing TipswilhotPas encore d'évaluation
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109D'EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Pas encore d'évaluation
- GergekDocument14 pagesGergekSoluciones AcademicasPas encore d'évaluation
- Offset PlateDocument2 pagesOffset PlateJuan FernandezPas encore d'évaluation
- Encuadernadora-Bq-260 en EsDocument93 pagesEncuadernadora-Bq-260 en EsAlvaro Sanchez100% (1)
- Cambio de Cuchilla Guillotina Polar 76 EM - PortalGraf, Artes GráficasDocument2 pagesCambio de Cuchilla Guillotina Polar 76 EM - PortalGraf, Artes GráficasasdafPas encore d'évaluation
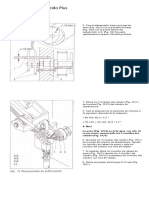
- Preset Plus AnlegerDocument4 pagesPreset Plus AnlegerAnsel MayerPas encore d'évaluation
- Efi Fiery Es2000 Ds Es Es PDFDocument2 pagesEfi Fiery Es2000 Ds Es Es PDFEmiliano GuzmánPas encore d'évaluation
- Manual e Instrucciones Mecanicas de Tunel EnfriamientoDocument42 pagesManual e Instrucciones Mecanicas de Tunel EnfriamientoRonald BarriosPas encore d'évaluation
- Instrucciones de Servicio: Número de MáquinaDocument112 pagesInstrucciones de Servicio: Número de MáquinaCarlos MorenoPas encore d'évaluation
- Suprasetter EsDocument18 pagesSuprasetter EsHoracio BernadouPas encore d'évaluation
- Catalogo Refacciones Ryobi MuestrarioDocument5 pagesCatalogo Refacciones Ryobi MuestrarioalexPas encore d'évaluation
- FRDM51489001000000000Document52 pagesFRDM51489001000000000Carlos Roberto Vado Rodriguez100% (1)
- Informe Guillotina Polar 115Document2 pagesInforme Guillotina Polar 115CarlosD145Pas encore d'évaluation
- Printmaster 74-2 NuevaDocument4 pagesPrintmaster 74-2 NuevaLuis Carlos Madera CarrollPas encore d'évaluation
- Plecamer. Refacciones y Consumibles Suajado v12 PDFDocument18 pagesPlecamer. Refacciones y Consumibles Suajado v12 PDFjoseraul hernandezespinosaPas encore d'évaluation
- Manual CP2000 - en EspañolDocument27 pagesManual CP2000 - en EspañolVillarreal Rosas100% (1)
- RICOH Pro8100s ManualDocument8 pagesRICOH Pro8100s ManualOtrebla SanedracPas encore d'évaluation
- BobstDocument25 pagesBobstPedro Perez La RosaPas encore d'évaluation
- Cambio de CuchillaDocument86 pagesCambio de CuchillaMario Luis Pillco Trino100% (1)
- Instrucciones de Uso: Müller Martini Buchbinde-Systeme AGDocument60 pagesInstrucciones de Uso: Müller Martini Buchbinde-Systeme AGCarlos MorenoPas encore d'évaluation
- PRé Schaller Polar SpanDocument27 pagesPRé Schaller Polar SpanJavier Martinez Cañal100% (1)
- Suprasetter 75 105 EsDocument95 pagesSuprasetter 75 105 EsAdalberto Ticona100% (1)
- Catalogo Refacciones HeidelbergDocument65 pagesCatalogo Refacciones HeidelbergObe Absin100% (1)
- SM 52Document26 pagesSM 52Klever P AriasPas encore d'évaluation
- Heidelberg CX ManualDocument24 pagesHeidelberg CX ManualKaren ItzelPas encore d'évaluation
- Manual Del Usuario 115 Cut-Tec B029 EDocument178 pagesManual Del Usuario 115 Cut-Tec B029 EJuan Caceres100% (1)
- Unidad NeumaticaDocument8 pagesUnidad NeumaticaMario Luis Pillco TrinoPas encore d'évaluation
- 01 SPDocument406 pages01 SPManutenção ZitPas encore d'évaluation
- Guillotin ADocument16 pagesGuillotin Ajose_luis123Pas encore d'évaluation
- Mantenimiento AnualDocument5 pagesMantenimiento AnualOscar Elexpe BastidaPas encore d'évaluation
- Cambio Aceite Grupo FinalDocument10 pagesCambio Aceite Grupo FinalManoloPas encore d'évaluation
- TR - Spanish Encoders PDFDocument41 pagesTR - Spanish Encoders PDFJuan Jonathan Hernandez ArellanoPas encore d'évaluation
- La AlzadoraDocument32 pagesLa AlzadoraRoss RoblesPas encore d'évaluation
- Plan de Mantenimiento IMPRETICS 2022 v1Document51 pagesPlan de Mantenimiento IMPRETICS 2022 v1Henry Antonio PalominoPas encore d'évaluation
- Roland SP 540i.Document5 pagesRoland SP 540i.Deibis Francisco Paredes HurtadoPas encore d'évaluation
- SpeedmasterDocument620 pagesSpeedmasterbad bihPas encore d'évaluation
- El Corte en La Practica PDFDocument24 pagesEl Corte en La Practica PDFPetter PirloPas encore d'évaluation
- Aficio 1022-1027Document2 pagesAficio 1022-1027Edgardo Carrillo OyolaPas encore d'évaluation
- Curso de Color PhotoPrintDocument24 pagesCurso de Color PhotoPrintJose MagallanesPas encore d'évaluation
- Chumaceras BrowningDocument6 pagesChumaceras BrowningIng Jesus Alberto Lozoya MorenoPas encore d'évaluation
- Samsung 400ux-3 Manual de Usuario PDFDocument154 pagesSamsung 400ux-3 Manual de Usuario PDFbagushadPas encore d'évaluation
- Mejora de MetodoDocument44 pagesMejora de MetodoEduardo Rodriguez Beltran0% (1)
- Manual de Instrucciones Plotter Secabo - CIIIDocument35 pagesManual de Instrucciones Plotter Secabo - CIIIPj Gador PjPas encore d'évaluation
- Manual de Mantenimiento LXLDocument103 pagesManual de Mantenimiento LXLMirsarh Enrique González100% (1)
- Curso de Entrenamiento EtiquetadoDocument21 pagesCurso de Entrenamiento EtiquetadoJesus Emmanuel AlanisPas encore d'évaluation
- Manual Valuejet 1638xDocument235 pagesManual Valuejet 1638xJuan Esteban SernaPas encore d'évaluation
- m340 PracticasDocument108 pagesm340 PracticasAcisac AutocontrolPas encore d'évaluation
- MILWAUKEE MILWAUKEE Compresores de Tornillo airePDFDocument6 pagesMILWAUKEE MILWAUKEE Compresores de Tornillo airePDFRafael Hernandez AcompaPas encore d'évaluation
- CODIGOS DE ERROR TMFX - TajimaDSTDocument3 pagesCODIGOS DE ERROR TMFX - TajimaDSTDidier TorresPas encore d'évaluation
- Catalogo Rodillos Ryobi ItekDocument12 pagesCatalogo Rodillos Ryobi Itekgayan12001Pas encore d'évaluation
- Manual c652 c552 c452Document320 pagesManual c652 c552 c452Ivis Fuentes AntezanaPas encore d'évaluation
- CG-SRIII ManualOperacion ESDocument178 pagesCG-SRIII ManualOperacion ESPablo NicholsonPas encore d'évaluation
- Manual EQT-7280Document30 pagesManual EQT-7280Alfredo MaldonadoPas encore d'évaluation
- Guillotinas X XTDocument8 pagesGuillotinas X XTCarlos RuizPas encore d'évaluation
- Unidade Óptica Po Modelo MarcaDocument77 pagesUnidade Óptica Po Modelo MarcaCristina BentesPas encore d'évaluation
- Encuadernadora de Lomo Cuadrado de Alta CalidadDocument11 pagesEncuadernadora de Lomo Cuadrado de Alta CalidadJosueph AlexanderPas encore d'évaluation
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109D'EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Pas encore d'évaluation
- Sujecion Directa MesaDocument4 pagesSujecion Directa MesaMatías FerreroPas encore d'évaluation
- PLEGADORADocument30 pagesPLEGADORAJMCreaciones80% (5)
- Guillotina-Post-Prensa RevisadoDocument35 pagesGuillotina-Post-Prensa RevisadoJMCreaciones50% (2)
- Cosedora en AlambreDocument17 pagesCosedora en AlambreJMCreaciones100% (4)
- COLECTORADocument14 pagesCOLECTORAJMCreaciones100% (6)
- Preprensa DigitalDocument115 pagesPreprensa DigitalJMCreaciones100% (7)
- Diccionario GundamDocument8 pagesDiccionario GundamCarolina Andrea Pino ContrerasPas encore d'évaluation
- La Familia PelucheDocument4 pagesLa Familia PelucheFreddy Poma FernandezPas encore d'évaluation
- Manual de ProducciónDocument5 pagesManual de ProducciónZimón AvellanedaPas encore d'évaluation
- Instalar Una Antena ParabólicaDocument8 pagesInstalar Una Antena ParabólicaJose OvallesPas encore d'évaluation
- Holdings PublicitariosDocument6 pagesHoldings PublicitariosYeliza Milena VasquezPas encore d'évaluation
- Results 2010Document7 pagesResults 2010lcruzarivera8205Pas encore d'évaluation
- CuartaDocument51 pagesCuartandestfanisPas encore d'évaluation
- Democracia RepublicanaDocument3 pagesDemocracia RepublicanaToivo DíazPas encore d'évaluation
- Carton PlumaDocument9 pagesCarton PlumausuarioregistroPas encore d'évaluation
- Dibujo para Joyeros Parramon Ediciones PDFDocument3 pagesDibujo para Joyeros Parramon Ediciones PDFJorge Alberto Ibañez MamaniPas encore d'évaluation
- Propuesta Redes Sociales (Power Point)Document15 pagesPropuesta Redes Sociales (Power Point)ludy6Pas encore d'évaluation
- Riesgo Que Hay en El MarketingDocument5 pagesRiesgo Que Hay en El MarketingAshley EspinozaPas encore d'évaluation
- Garfield Nació en La Cocina de Un Restaurante ItalianoDocument1 pageGarfield Nació en La Cocina de Un Restaurante ItalianoEduardo RuizPas encore d'évaluation
- Fatorelli - Fotografia Contemporanea ARK5Document7 pagesFatorelli - Fotografia Contemporanea ARK5aniukiPas encore d'évaluation
- 2.1. Los Sellos Discográficos o DisquerasDocument9 pages2.1. Los Sellos Discográficos o DisquerasOmarys SarahyPas encore d'évaluation
- The IdolmasterDocument6 pagesThe IdolmasterErick HernandezPas encore d'évaluation
- Timbal de ConciertoDocument10 pagesTimbal de ConciertoJuan Jose Moran NavarretePas encore d'évaluation
- 10 Palabras Que Pueden Incitar A La Gente A ComprarDocument10 pages10 Palabras Que Pueden Incitar A La Gente A Comprarindigio0% (1)
- QuinoDocument7 pagesQuinodaniel111295Pas encore d'évaluation
- Bibliografía VancouverDocument3 pagesBibliografía VancouverFabi FuentesPas encore d'évaluation
- Diseno Editorial, El Libro PDFDocument3 pagesDiseno Editorial, El Libro PDFNorma MorelPas encore d'évaluation
- Haz Peliculas CortasDocument3 pagesHaz Peliculas CortasWilliam MoraPas encore d'évaluation
- Chrysler CalidadDocument7 pagesChrysler CalidadturrimenPas encore d'évaluation
- Tipologias de MultimediaDocument5 pagesTipologias de Multimediachristianpol92100% (1)
- El RotafolioDocument58 pagesEl RotafolioHelen100% (2)
- TFE002448Document39 pagesTFE002448millonarioPas encore d'évaluation
- Molinos1 3Document13 pagesMolinos1 3Francisco Rodriguez CanteroPas encore d'évaluation
- Edificio de Diario El ComercioDocument1 pageEdificio de Diario El ComercioErika Fabiola Saenz VilchezPas encore d'évaluation
- 1 Guia Decimo Grado Segundo Semestre 20202Document4 pages1 Guia Decimo Grado Segundo Semestre 20202Norly Liliana RojasPas encore d'évaluation
- Programacion Arquitectonica / UspDocument32 pagesProgramacion Arquitectonica / UspYoshi Lujan MontoyaPas encore d'évaluation