Vous aimerez peut-être aussi
- Chip Tuning Remaping Book Engine Fuel Map DesignDocument13 pagesChip Tuning Remaping Book Engine Fuel Map Designopenjavier5208100% (10)
- Air Heaters: Requirement, Types ConstructionDocument20 pagesAir Heaters: Requirement, Types ConstructionArvind ShuklaPas encore d'évaluation
- Fatigue Failure Resulting From Variable Loading 1-2Document24 pagesFatigue Failure Resulting From Variable Loading 1-2Rahul SinghPas encore d'évaluation
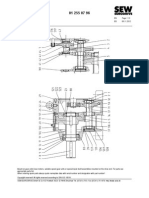
- Parts List 01 255 07 96: Helical Gear Unit R107Document3 pagesParts List 01 255 07 96: Helical Gear Unit R107Parmasamy Subramani50% (2)
- CCNA - Access List QuestionsDocument3 pagesCCNA - Access List QuestionsBaaska214Pas encore d'évaluation
- Pump House SopDocument5 pagesPump House SopCode NamePas encore d'évaluation
- 4 Types of Heat Exchanger Failures ArticleDocument6 pages4 Types of Heat Exchanger Failures ArticleAamir KhanPas encore d'évaluation
- Water Hammer in Steam LinesDocument5 pagesWater Hammer in Steam LinesVijaita Vikas GandhiPas encore d'évaluation
- Steam TurbineDocument30 pagesSteam Turbinenaveedsidhu100% (1)
- Introduction To Different Types of Strainers PDFDocument7 pagesIntroduction To Different Types of Strainers PDFRalyn BasisPas encore d'évaluation
- Measurements in A Pulsating FlowDocument13 pagesMeasurements in A Pulsating Flowusebio64Pas encore d'évaluation
- AFT XStream Data SheetDocument2 pagesAFT XStream Data SheetdelitesoftPas encore d'évaluation
- 226 Eddystone Station UnitDocument24 pages226 Eddystone Station UnitsbktcePas encore d'évaluation
- Valves 1660544940Document141 pagesValves 1660544940richardPas encore d'évaluation
- Seawater Flue Gas DesulphurisationDocument2 pagesSeawater Flue Gas DesulphurisationNestramiPas encore d'évaluation
- Basics of Fluid Flow in Pumping Systems: Presentation #Document42 pagesBasics of Fluid Flow in Pumping Systems: Presentation #EngHazem AlsharifPas encore d'évaluation
- Drum in BoilerDocument18 pagesDrum in BoilerRuban Kumar100% (1)
- 1584Document6 pages1584malsttarPas encore d'évaluation
- A Brief Presentation To Steam TurbineDocument194 pagesA Brief Presentation To Steam TurbineHammad Naeem100% (1)
- Status of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229Document57 pagesStatus of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229sarangss100% (1)
- How To Select A Heat PipeDocument3 pagesHow To Select A Heat PipeAdrian NiżnikowskiPas encore d'évaluation
- Nondestructive TestingDocument27 pagesNondestructive Testingapi-3764139Pas encore d'évaluation
- Types and Working Principles Steam TurbinesDocument69 pagesTypes and Working Principles Steam TurbinesSurajit BanerjeePas encore d'évaluation
- Acoustic Induced Vibration - Flare Systems PDFDocument2 pagesAcoustic Induced Vibration - Flare Systems PDFsri9987Pas encore d'évaluation
- Turbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTDocument14 pagesTurbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTKolahalam RakeshrajuPas encore d'évaluation
- Feed Water Pipe FailureDocument9 pagesFeed Water Pipe Failuredafteri11Pas encore d'évaluation
- Pump PresentationDocument14 pagesPump PresentationFahad KhanPas encore d'évaluation
- ThrustBearing Orion PDFDocument13 pagesThrustBearing Orion PDFFarzadPas encore d'évaluation
- Effect of Metallurgy On Pygas Fouling PDFDocument6 pagesEffect of Metallurgy On Pygas Fouling PDFstreamtPas encore d'évaluation
- Types of Heat ExchangersDocument14 pagesTypes of Heat ExchangersMuhammadFahadIjazPas encore d'évaluation
- Bwe Aph-GghDocument20 pagesBwe Aph-GghDaniellzhangPas encore d'évaluation
- Turbine Bypass System - HORADocument11 pagesTurbine Bypass System - HORAhozipekPas encore d'évaluation
- Steam Turbine BasicsDocument77 pagesSteam Turbine Basicsas5236Pas encore d'évaluation
- 30 Ncmer037Document16 pages30 Ncmer037Arslan ArshadPas encore d'évaluation
- Composites and Phase DiagramsDocument62 pagesComposites and Phase DiagramsTanuj BansalPas encore d'évaluation
- KOSO Turbine Bypass Systems - (Sales Training, March 10 2011) - Rev ADocument78 pagesKOSO Turbine Bypass Systems - (Sales Training, March 10 2011) - Rev Atriplbingazi100% (2)
- Air Cooled CondenserDocument3 pagesAir Cooled CondenserJonathan Buenaobra100% (1)
- Sharing Session Piping Material - Flame ArrestorDocument18 pagesSharing Session Piping Material - Flame ArrestorDinda Putri AmaliaPas encore d'évaluation
- Theory of Steam TurbineDocument29 pagesTheory of Steam Turbinefahdiarzz100% (1)
- Turbine Bypass ValvesDocument6 pagesTurbine Bypass ValvesadehriyaPas encore d'évaluation
- 13 New MaterialsDocument92 pages13 New MaterialsShankar JhaPas encore d'évaluation
- Steam Turbine Components Welding PDFDocument228 pagesSteam Turbine Components Welding PDFShoaib AhmedPas encore d'évaluation
- "State-Of-The-Art" Delayed Coking Structure For Frontier RefiningDocument13 pages"State-Of-The-Art" Delayed Coking Structure For Frontier Refiningandy175Pas encore d'évaluation
- Evaluating Deaerator OperationDocument5 pagesEvaluating Deaerator OperationYanuar KrisnahadiPas encore d'évaluation
- GSC Steam Turbine CastingsDocument10 pagesGSC Steam Turbine CastingsJozsef MagyariPas encore d'évaluation
- Pipe Expansion and SupportDocument11 pagesPipe Expansion and SupportLorenzoPas encore d'évaluation
- 4-Way Diverter Valve PDFDocument6 pages4-Way Diverter Valve PDFnadeemPas encore d'évaluation
- Shell and Tube Ref - AnandDocument6 pagesShell and Tube Ref - Anand7761430Pas encore d'évaluation
- FAC and Cavitation: Identification, Assessment, Monitoring, PreventionDocument7 pagesFAC and Cavitation: Identification, Assessment, Monitoring, PreventionkangsungjinPas encore d'évaluation
- Feed Water Tanks PDFDocument4 pagesFeed Water Tanks PDFAleksei SukhovPas encore d'évaluation
- Components of Coal-Fired Steam Power PlantDocument5 pagesComponents of Coal-Fired Steam Power PlantDanBenedictAcuzarPas encore d'évaluation
- List of IEC Standards - Wikipedia, The Free EncyclopediaDocument8 pagesList of IEC Standards - Wikipedia, The Free EncyclopediaSundaresan SabanayagamPas encore d'évaluation
- Explanation API 610 Pump ConfigurationsDocument11 pagesExplanation API 610 Pump ConfigurationsWandri Bojan Hidayat100% (1)
- Gestra Condensate ManualDocument172 pagesGestra Condensate ManualGeorge ClaessenPas encore d'évaluation
- Safety Valve LaserDocument15 pagesSafety Valve Lasersajjad_naghdi241Pas encore d'évaluation
- Ceramic Coatings Improve Boiler Reliability and PerformanceDocument8 pagesCeramic Coatings Improve Boiler Reliability and PerformancedocturboPas encore d'évaluation
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmDocument21 pagesProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperPas encore d'évaluation
- Soot Blower Lance Tube CorrosionDocument11 pagesSoot Blower Lance Tube CorrosionMiguel Kühnert FrichenbruderPas encore d'évaluation
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsD'EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahPas encore d'évaluation
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988D'EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockPas encore d'évaluation
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsD'EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaPas encore d'évaluation
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979D'EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonPas encore d'évaluation
- Water Hammer and Other Hydraulic PhenomenaDocument7 pagesWater Hammer and Other Hydraulic Phenomenamariel3943Pas encore d'évaluation
- HSC Chemistry SkillsDocument9 pagesHSC Chemistry SkillsMartin KarlowPas encore d'évaluation
- FTJ Series Product Guide PDFDocument12 pagesFTJ Series Product Guide PDFJhon SendokPas encore d'évaluation
- Ferro Manganese Slag PDFDocument2 pagesFerro Manganese Slag PDFDebraPas encore d'évaluation
- Facility Details On DataCenterDocument26 pagesFacility Details On DataCenterishtiaqkhurshid470Pas encore d'évaluation
- LAB3Document5 pagesLAB3Kaishavi UmrethwalaPas encore d'évaluation
- Tds Cross 0325Document1 pageTds Cross 0325manox007Pas encore d'évaluation
- Smis PPT FinalDocument18 pagesSmis PPT FinalSwastika KunduPas encore d'évaluation
- Search Over 200,000 Products: Firm Grip High Dexterity All Purpose Gloves - LargeDocument4 pagesSearch Over 200,000 Products: Firm Grip High Dexterity All Purpose Gloves - Largehali10Pas encore d'évaluation
- Senses of Success and The Rise of The Blockbuster by Charles AclandDocument9 pagesSenses of Success and The Rise of The Blockbuster by Charles AclandMittsouPas encore d'évaluation
- Na Edifact Desadv SpecificationsDocument17 pagesNa Edifact Desadv Specificationsrajendra2505Pas encore d'évaluation
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Document2 pagesIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)AmriteshbhaskarPas encore d'évaluation
- Promt MidjourneyDocument2 pagesPromt MidjourneyMarcelo PaixaoPas encore d'évaluation
- Code PICDocument6 pagesCode PICsongbao527Pas encore d'évaluation
- RX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiDocument5 pagesRX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiMark AbPas encore d'évaluation
- Pelland Pumptrack2018Document60 pagesPelland Pumptrack2018ksnakaPas encore d'évaluation
- Philips BV Pulsera C ArmsDocument2 pagesPhilips BV Pulsera C ArmsWaheed MidoPas encore d'évaluation
- Revised Syllabus Filipino 2 PAGSASALINDocument8 pagesRevised Syllabus Filipino 2 PAGSASALINErza Scarler100% (4)
- Homework 1Document3 pagesHomework 1Bukhosi MsimangaPas encore d'évaluation
- My CVDocument2 pagesMy CVKourosh AhadiPas encore d'évaluation
- Arni AdvertisementDocument2 pagesArni AdvertisementHemanthPas encore d'évaluation
- TSPrintDocument9 pagesTSPrintapi-3734769Pas encore d'évaluation
- Udhe 2.standardsDocument1 pageUdhe 2.standardsom dhamnikarPas encore d'évaluation
- Improvements in Offshore Pipeline Cathodic ProtectionDocument6 pagesImprovements in Offshore Pipeline Cathodic ProtectionEddy Norman Benites DelgadoPas encore d'évaluation
- Revista Stiinte Politice Issue 42Document264 pagesRevista Stiinte Politice Issue 42Costel111Pas encore d'évaluation
- Brake Actuator Instruction - ManualDocument32 pagesBrake Actuator Instruction - ManualJoePas encore d'évaluation