Vous aimerez peut-être aussi
- J.E. Paulun, R.B. Pecherski, Arch. Mech., 37, 6, 661-677, 1985Document18 pagesJ.E. Paulun, R.B. Pecherski, Arch. Mech., 37, 6, 661-677, 1985Ryszard B. PecherskiPas encore d'évaluation
- Katarzyna Kowalczyk-Gajewska, Janina Ostrowska-Maciejewska, Review On Spectral Decomposition of Hooke's Tensor For All Symmetry Groups of Linear Elastic MaterialDocument39 pagesKatarzyna Kowalczyk-Gajewska, Janina Ostrowska-Maciejewska, Review On Spectral Decomposition of Hooke's Tensor For All Symmetry Groups of Linear Elastic MaterialRyszard B. PecherskiPas encore d'évaluation
- The 39th Solid Mechanics Conference, SolMech 2014, First AnnouncementDocument2 pagesThe 39th Solid Mechanics Conference, SolMech 2014, First AnnouncementRyszard B. PecherskiPas encore d'évaluation
- P. Perzyna, The Thermodynamical Theory of Elasto-Viscoplasticity For Description of Nanocrystalline MetalsDocument60 pagesP. Perzyna, The Thermodynamical Theory of Elasto-Viscoplasticity For Description of Nanocrystalline MetalsRyszard B. PecherskiPas encore d'évaluation
- ENGINEERING TRANSACTIONS - Engng. Trans. - 59, 4, 273-281, 2011Document9 pagesENGINEERING TRANSACTIONS - Engng. Trans. - 59, 4, 273-281, 2011Ryszard B. PecherskiPas encore d'évaluation
- Jan Rychlewski, ELASTIC ENERGY DECOMPOSITION AND LIMIT CRITERIA, Engineering Transactions, 59, 2011, 31-63.Document33 pagesJan Rychlewski, ELASTIC ENERGY DECOMPOSITION AND LIMIT CRITERIA, Engineering Transactions, 59, 2011, 31-63.Ryszard B. PecherskiPas encore d'évaluation
- As, Z.Kowalewski, R.B. Pecherski, A.Rusinek, Application of Burzynski Failure Criteria, Engineering Transactions, 58, 3-13, 2010Document11 pagesAs, Z.Kowalewski, R.B. Pecherski, A.Rusinek, Application of Burzynski Failure Criteria, Engineering Transactions, 58, 3-13, 2010Ryszard B. PecherskiPas encore d'évaluation
- Conference Presentation - Identification of The Model of Viscoplastic Behaviour of High Strength MaterialsDocument22 pagesConference Presentation - Identification of The Model of Viscoplastic Behaviour of High Strength MaterialsRyszard B. PecherskiPas encore d'évaluation
- Assessment of The Material Strength of Anisotropic Materials With Asymmetry of The Elastic RangeDocument6 pagesAssessment of The Material Strength of Anisotropic Materials With Asymmetry of The Elastic RangeRyszard B. PecherskiPas encore d'évaluation
- W. Burzynski, Study of Material Effort Hyptheses, Engineering Transations, 2009 (The Critical Discussion of Mises-Schleicher Yield Condition)Document31 pagesW. Burzynski, Study of Material Effort Hyptheses, Engineering Transations, 2009 (The Critical Discussion of Mises-Schleicher Yield Condition)Ryszard B. PecherskiPas encore d'évaluation
- Burzynski-Torre Yield Condition...Document10 pagesBurzynski-Torre Yield Condition...Ryszard B. PecherskiPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- NO-HLD-10-AET2-100045 - Rev02 Pipe Wall Thkns PDFDocument18 pagesNO-HLD-10-AET2-100045 - Rev02 Pipe Wall Thkns PDFABDUL KADHARPas encore d'évaluation
- Temperature and Heat (Chapter 17 of University Physics)Document15 pagesTemperature and Heat (Chapter 17 of University Physics)LesterPas encore d'évaluation
- Temperature Effects in ACI 307, ACI 349, and ACI 359Document14 pagesTemperature Effects in ACI 307, ACI 349, and ACI 359mrswcecivilPas encore d'évaluation
- Compressive Properties-ASTM D695Document9 pagesCompressive Properties-ASTM D695Edilson Sarmiento AlonsoPas encore d'évaluation
- Lab 8 - Ciu, Cid Triaxial TestDocument7 pagesLab 8 - Ciu, Cid Triaxial TestAmirah Shafeera0% (1)
- Vibrations of Thick Cylindrical StructuresDocument14 pagesVibrations of Thick Cylindrical StructuresAnonymous PT8OGe0Z100% (1)
- Dws Info Gd31mo Slicklines For Highly Corrosive Well ConditionsDocument1 pageDws Info Gd31mo Slicklines For Highly Corrosive Well Conditionserwin atmadjaPas encore d'évaluation
- Strength of Materials-I Lecture-12 Problems' SolutionDocument16 pagesStrength of Materials-I Lecture-12 Problems' SolutionNadir Khattak Jr.Pas encore d'évaluation
- Standard Test Method For Uniaxial Fatigue Properties of PlasticsDocument5 pagesStandard Test Method For Uniaxial Fatigue Properties of PlasticsviverefelicePas encore d'évaluation
- 22a - Simply Supported Crawl BeamDocument22 pages22a - Simply Supported Crawl BeamMbalekelwa MpembePas encore d'évaluation
- School of Physics and Astronomy Junior Honours Thermodynamics GJA 2018-2019Document4 pagesSchool of Physics and Astronomy Junior Honours Thermodynamics GJA 2018-2019Hamza-ur- RehmanPas encore d'évaluation
- Heat Webquest - Day 1bDocument5 pagesHeat Webquest - Day 1bjasminelatia17Pas encore d'évaluation
- Prestressed ConcreteDocument123 pagesPrestressed ConcreteThien Mai100% (3)
- Cartech Custom 455® Stainless: IdentificationDocument13 pagesCartech Custom 455® Stainless: IdentificationRicardo_CHES1986Pas encore d'évaluation
- Example 2 - Bending TestDocument10 pagesExample 2 - Bending TestMuhd Fauzan IbrahimPas encore d'évaluation
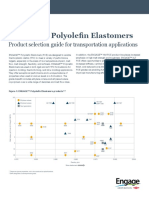
- 777 088 01 Engage Polyolefin Elastomer Product Selection GuideDocument4 pages777 088 01 Engage Polyolefin Elastomer Product Selection GuideAparesh GantaitPas encore d'évaluation
- h11.h13 SynopsisDocument3 pagesh11.h13 SynopsisSahil NegiPas encore d'évaluation
- Impact TestingDocument27 pagesImpact Testingapi-3764139100% (2)
- Caveability: Fundamentals of Block Caving Geomechanics June 21-25 2010Document57 pagesCaveability: Fundamentals of Block Caving Geomechanics June 21-25 2010Michael AltamiranoPas encore d'évaluation
- Strength of MaterialsDocument5 pagesStrength of MaterialsSajid NazirPas encore d'évaluation
- HDBK 17 1FDocument586 pagesHDBK 17 1FmihailmiPas encore d'évaluation
- Is There A Method That Can Measure Cohesivity Cohesion by SensoryDocument8 pagesIs There A Method That Can Measure Cohesivity Cohesion by SensoryThaís SagratzhiPas encore d'évaluation
- DARPA White Paper LatestDocument15 pagesDARPA White Paper LatestSteven SullivanPas encore d'évaluation
- I Unit - Edc - MahiDocument26 pagesI Unit - Edc - Mahilucky jPas encore d'évaluation
- Ch-27.11 Hardness TestDocument24 pagesCh-27.11 Hardness TestasjfgauojfgfPas encore d'évaluation
- CE 413 Lec 3Document77 pagesCE 413 Lec 3mist ce19Pas encore d'évaluation
- Tugas Termodinamika 1 - Siti Choirunisa Furi K - 5213416033Document3 pagesTugas Termodinamika 1 - Siti Choirunisa Furi K - 5213416033siti choirunisa furi kurnitaPas encore d'évaluation
- NMD ATM 2009 Microalloy FinalDocument1 pageNMD ATM 2009 Microalloy Finalamit gajbhiyePas encore d'évaluation
- Chapter 7 Review: Vocabulary Section 7.3Document4 pagesChapter 7 Review: Vocabulary Section 7.3Christopher HurtPas encore d'évaluation
- Elastic Theory For Use In Soils: z Q z z r z z (r z Q Q (1&2ν) z z r z z (r z Q (1&2ν)Document12 pagesElastic Theory For Use In Soils: z Q z z r z z (r z Q Q (1&2ν) z z r z z (r z Q (1&2ν)Johann L ValerioPas encore d'évaluation