Vous aimerez peut-être aussi
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Eco FriendlyDocument50 pagesEco FriendlySivakumar K100% (1)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- KSRCT Knitting Technology Question BankDocument6 pagesKSRCT Knitting Technology Question BankSivakumar KPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- KNIT-DE-KNIT PROCESS: HOW YARNS ARE CRIMPED AND UNRAVELEDDocument9 pagesKNIT-DE-KNIT PROCESS: HOW YARNS ARE CRIMPED AND UNRAVELEDSivakumar KPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
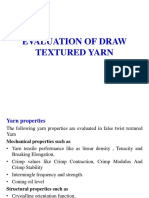
- Evaulation of False Twist YarnDocument25 pagesEvaulation of False Twist YarnSivakumar K100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Knit Deknit ProcessDocument9 pagesKnit Deknit ProcessSivakumar KPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Eco FriendlyDocument50 pagesEco FriendlySivakumar K100% (1)
- Warp KnittingDocument93 pagesWarp KnittingSivakumar K100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- FLAT KNITTING MACHINE GUIDEDocument21 pagesFLAT KNITTING MACHINE GUIDEvasiney100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Knitting Elememts Sinker and CamDocument19 pagesKnitting Elememts Sinker and CamSivakumar KPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Warp Knitting Basics GuideDocument64 pagesWarp Knitting Basics GuideSivakumar K100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- Unit III MerchandisingDocument103 pagesUnit III MerchandisingSivakumar K100% (2)
- Unit III - Clothing Science Question Bank WITH ANSWERDocument5 pagesUnit III - Clothing Science Question Bank WITH ANSWERSivakumar KPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Unit I Clothing Science Two Marks With Answer and Question BankDocument3 pagesUnit I Clothing Science Two Marks With Answer and Question BankSivakumar KPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Unit I Study Material CsDocument19 pagesUnit I Study Material CsSivakumar KPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Ssi IDocument13 pagesSsi ISivakumar KPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- MEMS Sensors and ActuatorsDocument21 pagesMEMS Sensors and ActuatorsSivakumar KPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Unit - II Kfs Two Marks With AnswerDocument4 pagesUnit - II Kfs Two Marks With AnswerSivakumar KPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Unit I TCP Study MaterialDocument4 pagesUnit I TCP Study MaterialSivakumar KPas encore d'évaluation
- Warp Knitted Structure GuideDocument29 pagesWarp Knitted Structure GuideSivakumar K100% (1)
- Unit - 1Document4 pagesUnit - 1Sivakumar KPas encore d'évaluation
- Warp Knitted Structure GuideDocument29 pagesWarp Knitted Structure GuideSivakumar K100% (1)
- Patteren Mechanism in Knitting - JacquardDocument27 pagesPatteren Mechanism in Knitting - JacquardSivakumar K100% (3)
- Interlock StructuresDocument15 pagesInterlock StructuresSivakumar KPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Kfs Unit II Two Marks With AnswerDocument2 pagesKfs Unit II Two Marks With AnswerSivakumar KPas encore d'évaluation
- Kfs Study Material Unit IIDocument13 pagesKfs Study Material Unit IISivakumar K100% (1)
- CC Unit I and Unit II Two Marks Question With AnswerDocument7 pagesCC Unit I and Unit II Two Marks Question With AnswerSivakumar KPas encore d'évaluation
- LykraDocument27 pagesLykraSivakumar KPas encore d'évaluation
- Computer Color Matching (CCM) SystemDocument46 pagesComputer Color Matching (CCM) SystemSivakumar KPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Unit VDocument2 pagesUnit VSivakumar KPas encore d'évaluation
- Colour FastnessDocument37 pagesColour FastnessSivakumar K100% (1)
- Concise Encyclopedia of Bioresource TechnologyDocument789 pagesConcise Encyclopedia of Bioresource TechnologyAlfonso FuentesPas encore d'évaluation
- ww20 Trickling Filter WB PDFDocument91 pagesww20 Trickling Filter WB PDFRenzo Cadag MacasilPas encore d'évaluation
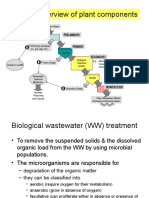
- Biological wastewater treatment overviewDocument42 pagesBiological wastewater treatment overviewDini AryantiPas encore d'évaluation
- EN8491 - Water Supply EngineeringDocument17 pagesEN8491 - Water Supply Engineeringarranarf rajPas encore d'évaluation
- Group 1, A. Environmental Eng.Document8 pagesGroup 1, A. Environmental Eng.Opendi CharlesPas encore d'évaluation
- Fix It With Fixed Film - The Details of IFAS - MBBR Design and ConstructionDocument28 pagesFix It With Fixed Film - The Details of IFAS - MBBR Design and ConstructionhtuhnitPas encore d'évaluation
- 1 Trickling FilterDocument42 pages1 Trickling FilterSonu Singh ChauhanPas encore d'évaluation
- Watewater SystemDocument28 pagesWatewater SystemdigecaPas encore d'évaluation
- Article German Research On Trickling Filter PracticesDocument2 pagesArticle German Research On Trickling Filter PracticesIsamar MendietaPas encore d'évaluation
- Wastewatertreatment 130204082216 Phpapp02Document55 pagesWastewatertreatment 130204082216 Phpapp02CakEmUsPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Removal of HydrogenDocument79 pagesRemoval of HydrogenalirezamdfPas encore d'évaluation
- Mississippi Pollution Control Operator Certification Exam Study GuideDocument150 pagesMississippi Pollution Control Operator Certification Exam Study GuideStefania IordachePas encore d'évaluation
- Plant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Document12 pagesPlant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Dev Kumar DwivediPas encore d'évaluation
- Design Criteria For Sewage SystemsDocument400 pagesDesign Criteria For Sewage SystemselcusiPas encore d'évaluation
- Septic Tank Design Program RASDocument8 pagesSeptic Tank Design Program RASMagdy BakryPas encore d'évaluation
- Wastewater Treatment Processes ExplainedDocument78 pagesWastewater Treatment Processes ExplainedRathod MananPas encore d'évaluation
- Water Waste Water Engineering 9Document93 pagesWater Waste Water Engineering 9ofreneo_joshua4437Pas encore d'évaluation
- EAP315 20172018 Chapter 5Document114 pagesEAP315 20172018 Chapter 5Nasrul TorresPas encore d'évaluation
- Hindustan Organic Chemicals LTD: (A Govt. of India Enterprise)Document6 pagesHindustan Organic Chemicals LTD: (A Govt. of India Enterprise)SoorajKrishnanPas encore d'évaluation
- Wastewater Engineering: Advanced Wastewater Treatment SystemsDocument243 pagesWastewater Engineering: Advanced Wastewater Treatment SystemsAmin Mojiri100% (13)
- Cost analysis reveals trickling filtration most cost effective for treating municipal wastewaterDocument15 pagesCost analysis reveals trickling filtration most cost effective for treating municipal wastewaternawajhaPas encore d'évaluation
- Tratamiento de Aguas AvanzadoDocument46 pagesTratamiento de Aguas AvanzadoCesar Valencia100% (1)
- Industrial Waste Water PDFDocument28 pagesIndustrial Waste Water PDFCrystian Kobee EmpeynadoPas encore d'évaluation
- Filtration and water reuse in fish farmingDocument39 pagesFiltration and water reuse in fish farmingJosé Antonio Retamal TosoPas encore d'évaluation
- Sewerage System Enviornmental EngineeringDocument32 pagesSewerage System Enviornmental EngineeringShivam SharmaPas encore d'évaluation
- Anaerobic Suspended and Attached Growth Biological Treatment ProcessesDocument26 pagesAnaerobic Suspended and Attached Growth Biological Treatment ProcessesJerome MilitarPas encore d'évaluation
- Wastewater TreatmentDocument44 pagesWastewater TreatmentGiancarlo SantosPas encore d'évaluation
- Tetratec ManualDocument7 pagesTetratec ManualIvan LugovicPas encore d'évaluation
- Wastewater Treatment From Municipal Waste Using Biological MethodDocument20 pagesWastewater Treatment From Municipal Waste Using Biological Methodnoorain zulkapliPas encore d'évaluation
- Sewage TreatmentDocument5 pagesSewage TreatmentArif UllahPas encore d'évaluation
- Guidelines for Chemical Process Quantitative Risk AnalysisD'EverandGuidelines for Chemical Process Quantitative Risk AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- Nuclear Energy in the 21st Century: World Nuclear University PressD'EverandNuclear Energy in the 21st Century: World Nuclear University PressÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationD'EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationÉvaluation : 4 sur 5 étoiles4/5 (18)
- Produced Water Treatment Field ManualD'EverandProduced Water Treatment Field ManualÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksD'EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksÉvaluation : 5 sur 5 étoiles5/5 (1)