Vous aimerez peut-être aussi
- L4-Platform Installation (Compatibility Mode)Document37 pagesL4-Platform Installation (Compatibility Mode)Laxmi Kant PrasadPas encore d'évaluation
- CasingSeat2003.16.1.0Training Manual161780CDocument124 pagesCasingSeat2003.16.1.0Training Manual161780CThomas DuPas encore d'évaluation
- Cementing - Cementing Plugs HalliburtonDocument12 pagesCementing - Cementing Plugs HalliburtonHenry MataPas encore d'évaluation
- New Drill Pipe DesignDocument9 pagesNew Drill Pipe DesignModebelu EbubePas encore d'évaluation
- Practices Manual Running Conductor CasingDocument2 pagesPractices Manual Running Conductor Casingciucalata88Pas encore d'évaluation
- Overcoming Torque and Drag in HorizontalDocument15 pagesOvercoming Torque and Drag in HorizontalSohaib RashidPas encore d'évaluation
- Wellbore Departure DPA RioDocument32 pagesWellbore Departure DPA RioAdriana Rezende100% (1)
- SPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataDocument11 pagesSPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataHassaanAhmedPas encore d'évaluation
- Drilling With Liner (DWL) SystemDocument12 pagesDrilling With Liner (DWL) SystemBelhadj Mohammed Nafaa100% (1)
- Stuckpipe Course by IPM Schlumberger PDFDocument23 pagesStuckpipe Course by IPM Schlumberger PDFddiazvePas encore d'évaluation
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!D'EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Évaluation : 5 sur 5 étoiles5/5 (2)
- JAR-KING 1 Operations ManualDocument20 pagesJAR-KING 1 Operations ManualkrishnsgkPas encore d'évaluation
- Tubing Movement DesignDocument7 pagesTubing Movement DesignCanaviri C. Nexus KaramatzoPas encore d'évaluation
- 3 1BasicMathDocument43 pages3 1BasicMathAliPas encore d'évaluation
- ACPS CP S1 01 FDA SlidesDocument78 pagesACPS CP S1 01 FDA SlidesBlueSagaPas encore d'évaluation
- SPE-105068-MS-How Good Is The Torque-Drag ModelDocument9 pagesSPE-105068-MS-How Good Is The Torque-Drag ModelHassaanAhmedPas encore d'évaluation
- Drill String Design 4.11Document23 pagesDrill String Design 4.11Ryan Tan Ping Yi100% (1)
- Introduction To Jars and AcceleratorsDocument29 pagesIntroduction To Jars and Acceleratorsjalalnasiry100% (1)
- Study Notes: The GC ColumnDocument16 pagesStudy Notes: The GC ColumnLaxmi Kant PrasadPas encore d'évaluation
- Whipstock Selection Guide PDFDocument39 pagesWhipstock Selection Guide PDFDon Braithwaite100% (1)
- Blade MPD Operations and Well DesignDocument253 pagesBlade MPD Operations and Well Designdanielmcae100% (1)
- Jars and Accelerators.Document10 pagesJars and Accelerators.driller22100% (1)
- Measurement While Drilling: Signal Analysis, Optimization and DesignD'EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignPas encore d'évaluation
- Fundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyD'EverandFundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyPas encore d'évaluation
- L10-Causes of Kicks, Detection Techniques & Equipments (Compatibility Mode)Document49 pagesL10-Causes of Kicks, Detection Techniques & Equipments (Compatibility Mode)Laxmi Kant PrasadPas encore d'évaluation
- L10-Causes of Kicks, Detection Techniques & Equipments (Compatibility Mode)Document49 pagesL10-Causes of Kicks, Detection Techniques & Equipments (Compatibility Mode)Laxmi Kant PrasadPas encore d'évaluation
- HE Drilling JarsDocument32 pagesHE Drilling Jarsmr_heeraPas encore d'évaluation
- Vogue 201602 Japan PDFDocument254 pagesVogue 201602 Japan PDFJack Douglas YooPas encore d'évaluation
- Perf - Presentation AiymDocument32 pagesPerf - Presentation AiymNaief Javaheri100% (1)
- GENERAL PHYSICS 2 - Q3 - Week 2Document22 pagesGENERAL PHYSICS 2 - Q3 - Week 2vrejie46Pas encore d'évaluation
- Hole Cleaning PDFDocument68 pagesHole Cleaning PDFHarold AldayPas encore d'évaluation
- DDS BHA Design GuidelinesDocument100 pagesDDS BHA Design GuidelinesKarim IsmailPas encore d'évaluation
- Basic Tubing ForcesDocument21 pagesBasic Tubing ForcesOzzie GonzalezPas encore d'évaluation
- Section 07 - Surge & SwabDocument17 pagesSection 07 - Surge & SwabrayvanadinurzeinPas encore d'évaluation
- Effective Hole Cleaning at High - Angle and Horizontal WellsDocument14 pagesEffective Hole Cleaning at High - Angle and Horizontal WellsColin100% (3)
- Fishing ToolDocument17 pagesFishing ToolKaleem UllahPas encore d'évaluation
- A New Equation For Cutting Transport in Low Density Drilling Fluid-Steven ChandraDocument14 pagesA New Equation For Cutting Transport in Low Density Drilling Fluid-Steven ChandraSteven Chandra100% (1)
- 03 - Differential StickingDocument0 page03 - Differential StickingSam AbdulPas encore d'évaluation
- L6-DD Fundamentals and Directional Well PlanningDocument31 pagesL6-DD Fundamentals and Directional Well PlanningLaxmi Kant Prasad100% (1)
- Drilling Jar Manual PDFDocument33 pagesDrilling Jar Manual PDFsmithyry2014Pas encore d'évaluation
- L11-Leak Off Test, Kick Tolerance & Kick Circulation MethodsDocument45 pagesL11-Leak Off Test, Kick Tolerance & Kick Circulation MethodsLaxmi Kant PrasadPas encore d'évaluation
- AADE Open Hole SideTrack Technology PDFDocument20 pagesAADE Open Hole SideTrack Technology PDFIsaac MuñozPas encore d'évaluation
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsD'EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsPas encore d'évaluation
- DD Ops Guidelines 1 - IPMDocument8 pagesDD Ops Guidelines 1 - IPMEmre Cengiz100% (1)
- Formulas y Calculos de PerforacionDocument22 pagesFormulas y Calculos de Perforacionjairaso2950Pas encore d'évaluation
- Drilling Practices For High Angle WellsDocument30 pagesDrilling Practices For High Angle Wellseng20072007Pas encore d'évaluation
- Fishing Options in Horizontal WellsDocument16 pagesFishing Options in Horizontal WellsGrigore BalanPas encore d'évaluation
- Shock & Vibration TrainingDocument24 pagesShock & Vibration TrainingDante Schneider100% (1)
- Drilling Engineering Ahmed-3Document83 pagesDrilling Engineering Ahmed-3Loh Chun Liang100% (2)
- The Effect of Drilling Fluid Rheological Properties On Hole CleaningDocument5 pagesThe Effect of Drilling Fluid Rheological Properties On Hole CleaningJorge Gomez PortillaPas encore d'évaluation
- Off-Bottom Drilling PracticesDocument3 pagesOff-Bottom Drilling PracticesAdel Ahmed AlkhaligyPas encore d'évaluation
- XpressDrill Operation ManualDocument41 pagesXpressDrill Operation ManualСергей Самойленко100% (1)
- Bit Hydraulics OptimizationDocument24 pagesBit Hydraulics OptimizationRebar Kaka100% (1)
- Swab & Surge in DrillingDocument19 pagesSwab & Surge in DrillingАбдуллах АPas encore d'évaluation
- RHINO XC Borehole EnlargementDocument4 pagesRHINO XC Borehole EnlargementLoganBohannonPas encore d'évaluation
- L8-Drill String Design in Directional WellsDocument25 pagesL8-Drill String Design in Directional WellsLaxmi Kant PrasadPas encore d'évaluation
- CTD Liner Running & CementingDocument6 pagesCTD Liner Running & CementingAdel Ahmed AlkhaligyPas encore d'évaluation
- All About MudDocument91 pagesAll About MudDavide Boreaneze100% (1)
- A Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PDocument12 pagesA Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PReginaldo de SousaPas encore d'évaluation
- Rules of Thumb To Improve High-Angle Hole CleaningDocument29 pagesRules of Thumb To Improve High-Angle Hole CleaningjalalPas encore d'évaluation
- Section05 - Routine Drilling OperationsDocument31 pagesSection05 - Routine Drilling OperationsMohamed ElshoraPas encore d'évaluation
- L14-Multiphase Pumping & Subsea Processing (Compatibility Mode)Document26 pagesL14-Multiphase Pumping & Subsea Processing (Compatibility Mode)Laxmi Kant Prasad100% (1)
- Best Practice in Understanding and Managing Lost Circulation Challenges PDFDocument8 pagesBest Practice in Understanding and Managing Lost Circulation Challenges PDFnguyenhuutruong100Pas encore d'évaluation
- Kou2003 PDFDocument6 pagesKou2003 PDFGe EffgenPas encore d'évaluation
- Bit Hydraulics Theory PDFDocument23 pagesBit Hydraulics Theory PDFShakerMahmood100% (1)
- RasGasl Mud Cap Drilling ProceduresDocument33 pagesRasGasl Mud Cap Drilling ProceduresE Schon100% (1)
- Condensation and BoilingDocument14 pagesCondensation and BoilingCrislyn Akilit Bayawa100% (1)
- Lost CirculationDocument25 pagesLost CirculationLenin DiazPas encore d'évaluation
- Special Problems During DrillingDocument60 pagesSpecial Problems During DrillingDanian PrimasatryaPas encore d'évaluation
- Group 4 - Expandable TubularDocument20 pagesGroup 4 - Expandable TubularAzka Roby AntariPas encore d'évaluation
- Windowmaster G2 Whipstock System With Glyphaloy AMT-Dressed Mills Created Window and Drilled Rathole in Single TripDocument1 pageWindowmaster G2 Whipstock System With Glyphaloy AMT-Dressed Mills Created Window and Drilled Rathole in Single TripOgbadiboPas encore d'évaluation
- Dynamic Low Choke High Quality PDFDocument4 pagesDynamic Low Choke High Quality PDFWCGPas encore d'évaluation
- Micro-Spherically Focused Log (MSFL™) and Microlog (ML) : Wireline and Perforating ServicesDocument2 pagesMicro-Spherically Focused Log (MSFL™) and Microlog (ML) : Wireline and Perforating ServicesLaxmi Kant PrasadPas encore d'évaluation
- L13-Intro To Subsea (Compatibility Mode)Document26 pagesL13-Intro To Subsea (Compatibility Mode)Laxmi Kant PrasadPas encore d'évaluation
- Drilling - FormulasDocument1 pageDrilling - FormulasLaxmi Kant PrasadPas encore d'évaluation
- Coal IndiaDocument24 pagesCoal IndiaReshmi ShenoyPas encore d'évaluation
- L12 - Kill Sheets (Compatibility Mode)Document7 pagesL12 - Kill Sheets (Compatibility Mode)Laxmi Kant PrasadPas encore d'évaluation
- Chenab JhelumDocument12 pagesChenab JhelumLaxmi Kant PrasadPas encore d'évaluation
- IndexDocument9 pagesIndexLaxmi Kant PrasadPas encore d'évaluation
- Geology Dept JournalDocument16 pagesGeology Dept JournalLaxmi Kant PrasadPas encore d'évaluation
- Alverson Ashlar 01312008Document4 pagesAlverson Ashlar 01312008Laxmi Kant PrasadPas encore d'évaluation
- 6 Description of The Environment: 6.2.1 Data SourcesDocument33 pages6 Description of The Environment: 6.2.1 Data SourcesLaxmi Kant PrasadPas encore d'évaluation
- Igneous Rocks: The Origins of MagmaDocument8 pagesIgneous Rocks: The Origins of MagmaLaxmi Kant PrasadPas encore d'évaluation
- CDB Aia - Data Integration - Internship - Detailed HandbookDocument3 pagesCDB Aia - Data Integration - Internship - Detailed HandbookRama KrishnanPas encore d'évaluation
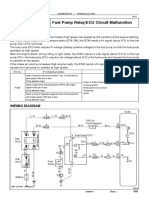
- DTC P1200 Fuel Pump Relay/ECU Circuit MalfunctionDocument4 pagesDTC P1200 Fuel Pump Relay/ECU Circuit MalfunctiononealPas encore d'évaluation
- 2020 Specimen Paper 1 Mark SchemeDocument16 pages2020 Specimen Paper 1 Mark SchemesarabPas encore d'évaluation
- Hide Answer Notebook Notebook Discuss: Here Is The Answer and ExplanationDocument16 pagesHide Answer Notebook Notebook Discuss: Here Is The Answer and ExplanationPayashwini KulkarniPas encore d'évaluation
- Manual Dimmer BukeDocument10 pagesManual Dimmer BukeJavi KatzPas encore d'évaluation
- 10) C2 Trigonometrical Identities and Equations QuestionsDocument26 pages10) C2 Trigonometrical Identities and Equations QuestionsBoxOneTwoPas encore d'évaluation
- Mha Mca Cet SyllabusDocument20 pagesMha Mca Cet Syllabusm kumarPas encore d'évaluation
- DCS800 Firmware Manual EnglishDocument298 pagesDCS800 Firmware Manual EnglishMadson FernandesPas encore d'évaluation
- Kraken Intelligence's Taproot Primer - An Upgrade For The AgesDocument37 pagesKraken Intelligence's Taproot Primer - An Upgrade For The AgesT. CC ElficPas encore d'évaluation
- Cortec, VpCI-371 Application GuideDocument2 pagesCortec, VpCI-371 Application Guidemonserrat PereaPas encore d'évaluation
- Bluetooth PresentationDocument18 pagesBluetooth Presentationarjun_rathore8178Pas encore d'évaluation
- Overview of Missile Flight Control Systems: Paul B. JacksonDocument16 pagesOverview of Missile Flight Control Systems: Paul B. JacksonrobjohniiiPas encore d'évaluation
- 3 Chemistry of Milk Constituents PDFDocument26 pages3 Chemistry of Milk Constituents PDFFrancisco Rodriguez VazquezPas encore d'évaluation
- Fatigue Life Prediction - An Overview - ScienceDirect TopicsDocument14 pagesFatigue Life Prediction - An Overview - ScienceDirect TopicsMohamed AlaaElDinPas encore d'évaluation
- FCE 331 Strength of Materials IIA CAT, January 2022Document2 pagesFCE 331 Strength of Materials IIA CAT, January 2022devPas encore d'évaluation
- Pseudocode Is A Technique Used To Describe The Distinct Steps of An Algorithm in ADocument3 pagesPseudocode Is A Technique Used To Describe The Distinct Steps of An Algorithm in AChristian Doson EstillorePas encore d'évaluation
- Diagbootx: // Public Release 1Document4 pagesDiagbootx: // Public Release 1Tedy AdhinegoroPas encore d'évaluation
- Instant Download Trauma Contemporary Directions in Theory Practice and Research 1st Edition Ebook PDF PDF FREEDocument33 pagesInstant Download Trauma Contemporary Directions in Theory Practice and Research 1st Edition Ebook PDF PDF FREErichard.rosas835100% (41)
- LS Retail Data Director User GuideDocument28 pagesLS Retail Data Director User GuideJad EL HittiPas encore d'évaluation
- Data Rate Limits: Dept. of Computer Engineering Faculty of EngineeringDocument31 pagesData Rate Limits: Dept. of Computer Engineering Faculty of Engineeringআসিফ রেজাPas encore d'évaluation
- Register Transfer LanguageDocument11 pagesRegister Transfer LanguageShiva IdokPas encore d'évaluation
- Tutorial - How To Use The Poser Format ExporterDocument7 pagesTutorial - How To Use The Poser Format ExporterMimhypopbummilha SwuPas encore d'évaluation
- 截屏 2021-08-05 17.02.20Document98 pages截屏 2021-08-05 17.02.204WEM GTPas encore d'évaluation
- Caliper Xy MemoryDocument6 pagesCaliper Xy MemoryA MuPas encore d'évaluation