Vous aimerez peut-être aussi
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMED'EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEPas encore d'évaluation
- ABNT NBR 14842-2015 - Soldagem e Critérios para Qualificação de InspetoresDocument22 pagesABNT NBR 14842-2015 - Soldagem e Critérios para Qualificação de InspetoresMauricio Ferreira100% (2)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoD'EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoPas encore d'évaluation
- ASME B16 11 (2005) PortuguesDocument22 pagesASME B16 11 (2005) Portuguesgch209467% (3)
- Diretrizes para pré-amaciamento de parafusos em conexões flangeadasDocument6 pagesDiretrizes para pré-amaciamento de parafusos em conexões flangeadasMax RochaPas encore d'évaluation
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasD'EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasPas encore d'évaluation
- API 570 New Revised DocumentDocument175 pagesAPI 570 New Revised DocumentSathish KumarPas encore d'évaluation
- N-2796 - Estojos e Porcas Porcas P. FlangesDocument35 pagesN-2796 - Estojos e Porcas Porcas P. FlangesWIGO WAIOPas encore d'évaluation
- Critérios de avaliação de perdas de espessura em equipamentosDocument33 pagesCritérios de avaliação de perdas de espessura em equipamentosredentgm0% (1)
- N 0133 SoldagemDocument41 pagesN 0133 SoldagemLéo Freitas50% (2)
- Petrobras 2328Document35 pagesPetrobras 2328Karina CarvalhoPas encore d'évaluation
- Medição de espessura a quenteDocument8 pagesMedição de espessura a quenteAntonioBalbino100% (1)
- N-1738 - Desc SoldaDocument30 pagesN-1738 - Desc SoldaAnonymous NfBZVB100% (1)
- N-2301.Elaboração Da Documentação Técnica de SoldagemDocument19 pagesN-2301.Elaboração Da Documentação Técnica de SoldagemLuciano Marcelo Oliveira100% (2)
- Petrobras N-115 PDFDocument94 pagesPetrobras N-115 PDFRafael Rosa100% (2)
- Peças de Inserção entre FlangesDocument16 pagesPeças de Inserção entre Flangesestradeiro0% (1)
- N-293 Contec: Rev. G 01 / 2011Document34 pagesN-293 Contec: Rev. G 01 / 2011Fernando GavaPas encore d'évaluation
- N-0076 - G - Materiais TubulaçãoDocument152 pagesN-0076 - G - Materiais Tubulaçãofagner dutra100% (1)
- Estudo de CasosDocument12 pagesEstudo de CasosJimmy Johnson100% (1)
- Formação de Inspeção de DutosDocument18 pagesFormação de Inspeção de DutosPedroPas encore d'évaluation
- DT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1Document17 pagesDT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1Anonymous tmZuz9PPas encore d'évaluation
- Código Asme para Tubulação Sob Pressão. B31Document272 pagesCódigo Asme para Tubulação Sob Pressão. B31Paulo FreirePas encore d'évaluation
- Serviços Tubulação Definição Conforme ASME B31.3Document10 pagesServiços Tubulação Definição Conforme ASME B31.3pauloPas encore d'évaluation
- Inspeção tubulaçõesDocument10 pagesInspeção tubulaçõesErnandes BeltramePas encore d'évaluation
- N-0133 Rev. KDocument102 pagesN-0133 Rev. Kmattafe100% (4)
- Engenharia de DutosDocument160 pagesEngenharia de Dutosflan-betoPas encore d'évaluation
- N 0115Document125 pagesN 0115sabrunoPas encore d'évaluation
- Ultrassom: treinamento básicoDocument41 pagesUltrassom: treinamento básicoCarlos Wagner100% (3)
- Ensaios não destrutivos por partículas magnéticasDocument12 pagesEnsaios não destrutivos por partículas magnéticasEzequiel CastilhoniPas encore d'évaluation
- N-1710 Anexo C - ApDocument26 pagesN-1710 Anexo C - ApRodrigo Cesar Braga100% (1)
- Norma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoDocument33 pagesNorma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoJulio CastilhosPas encore d'évaluation
- Teste de estanqueidade em tanques APIDocument5 pagesTeste de estanqueidade em tanques APImauferes100% (1)
- API 650 - Estudos de Casos - Exercicios de 1 A 22Document22 pagesAPI 650 - Estudos de Casos - Exercicios de 1 A 22Venicio Acherman100% (2)
- Comparison B31.3 X ASME VIIIDocument7 pagesComparison B31.3 X ASME VIIIRoberto Faustino Faustino100% (1)
- Soldagem tubo aço ASTM A106 com arame tubularDocument96 pagesSoldagem tubo aço ASTM A106 com arame tubularJoelPas encore d'évaluation
- Asme - Ix PortuguesDocument151 pagesAsme - Ix PortuguesWigand Junior100% (5)
- Normas Petrobras em Ordem Numerica PDFDocument19 pagesNormas Petrobras em Ordem Numerica PDFVaneide Fernandes100% (1)
- Rev. N 03 / 2017: ProcedimentoDocument115 pagesRev. N 03 / 2017: ProcedimentoWalter Rigolino100% (2)
- Procedimento de Calibração de Maquina de Solda e Estufa Portátil PDFDocument5 pagesProcedimento de Calibração de Maquina de Solda e Estufa Portátil PDFMarcio Farias100% (1)
- Designação de materiais em documentos técnicosDocument8 pagesDesignação de materiais em documentos técnicosPaulo Sérgio SantanaPas encore d'évaluation
- Estojos e porcas para flanges de tubulaçãoEmendaP-1500-07P-2500-05Document35 pagesEstojos e porcas para flanges de tubulaçãoEmendaP-1500-07P-2500-05Alessandre Oliveira86% (7)
- Microsoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDocument3 pagesMicrosoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDaniel RochaPas encore d'évaluation
- API 570 Codigo de Insp de TubulaçãoDocument122 pagesAPI 570 Codigo de Insp de TubulaçãoPaulo Henrique ZanettiPas encore d'évaluation
- IF CT – Caldeiraria e tubulação: Normas e processosDocument19 pagesIF CT – Caldeiraria e tubulação: Normas e processosEduardo Gomes100% (1)
- API 650 - Roteiro para Inspeção - RESUMODocument3 pagesAPI 650 - Roteiro para Inspeção - RESUMORaimundo Alves da Costa Neto100% (1)
- Versão Traduzida de ASME ANSI B 16 34Document694 pagesVersão Traduzida de ASME ANSI B 16 34Marcelocross100% (2)
- Asme B31 Completa PTRDocument280 pagesAsme B31 Completa PTRDanilo Ferreira NicodemosPas encore d'évaluation
- EPS, RQP, RQS, IEIS: documentos para soldagemDocument9 pagesEPS, RQP, RQS, IEIS: documentos para soldagemVitor Olivetti100% (1)
- Descontinuidades em soldagemDocument26 pagesDescontinuidades em soldagemAlon CarlosPas encore d'évaluation
- N-271 Contec Montagem de Tanque de Armazenamento: - PúblicoDocument21 pagesN-271 Contec Montagem de Tanque de Armazenamento: - PúblicoRaphael Gomes GarciaPas encore d'évaluation
- PR-003 - Rev 12Document46 pagesPR-003 - Rev 12Fillipe ReisPas encore d'évaluation
- Escopo de Inspeção de UsinasDocument11 pagesEscopo de Inspeção de UsinasCarl Miller100% (1)
- Teste de Tubulação 2Document21 pagesTeste de Tubulação 2Laercio CanhaPas encore d'évaluation
- Segurança em Trabalhos em AlturaDocument9 pagesSegurança em Trabalhos em AlturaAlexsandro CordeiroPas encore d'évaluation
- Teste de pressão em vasos e caldeirasDocument9 pagesTeste de pressão em vasos e caldeirasRitchieRichardPas encore d'évaluation
- N-0269 e Montagem de Vasos de PresãoDocument44 pagesN-0269 e Montagem de Vasos de PresãogelrePas encore d'évaluation
- N-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)Document16 pagesN-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)JuBessaPas encore d'évaluation
- N 2349Document11 pagesN 2349edcam13Pas encore d'évaluation
- Causas de acidente em limpeza industrialDocument1 pageCausas de acidente em limpeza industrialLuiz Rubens Souza CantelliPas encore d'évaluation
- Central de GLP segurança distânciasDocument3 pagesCentral de GLP segurança distânciasLuiz Rubens Souza CantelliPas encore d'évaluation
- MANUAL Resíduo Serviços SaúdeDocument57 pagesMANUAL Resíduo Serviços Saúdeatanaeln751Pas encore d'évaluation
- DDS - Digame Tua ProfissaoDocument2 pagesDDS - Digame Tua ProfissaoLuiz Rubens Souza CantelliPas encore d'évaluation
- Higiene Ambiental e SalubridadeDocument2 pagesHigiene Ambiental e Salubridadeabud_pedro8001Pas encore d'évaluation
- Local de Preparo de AgrotóxicosDocument21 pagesLocal de Preparo de AgrotóxicosAndré QuirinoPas encore d'évaluation
- Conceitos e Objetivos em Higiene e Segurança Do TrabalhoDocument3 pagesConceitos e Objetivos em Higiene e Segurança Do TrabalhoLuiz Rubens Souza CantelliPas encore d'évaluation
- Higiene Do TrabalhoDocument32 pagesHigiene Do TrabalhoLuiz Rubens Souza CantelliPas encore d'évaluation
- Higiene e Segurança No TrabalhoDocument20 pagesHigiene e Segurança No TrabalhoLuiz Rubens Souza CantelliPas encore d'évaluation
- Conceitos Basicos Sobre Seguranca e Saude No TrabalhoDocument15 pagesConceitos Basicos Sobre Seguranca e Saude No TrabalhoEloá PelegrinoPas encore d'évaluation
- Desperdício de AlimentosDocument6 pagesDesperdício de AlimentosLuiz Rubens Souza CantelliPas encore d'évaluation
- Manual de Terceirização - MteDocument55 pagesManual de Terceirização - Mtejob bernardes100% (1)
- DDS - A Influencia Do Calor No TrabalhoDocument1 pageDDS - A Influencia Do Calor No TrabalhoLuiz Rubens Souza Cantelli100% (1)
- DDS - ErgonomiaDocument4 pagesDDS - ErgonomiagusalessPas encore d'évaluation
- 5 Manual RCD em Obras SindusconSPDocument49 pages5 Manual RCD em Obras SindusconSPBastosFPas encore d'évaluation
- Motivação no ambiente de trabalho: Hierarquia das necessidades humanas de MaslowDocument4 pagesMotivação no ambiente de trabalho: Hierarquia das necessidades humanas de MaslowLuiz Rubens Souza CantelliPas encore d'évaluation
- Manual Do Código de Práticas de Controle para Laboratórios FotográficosDocument48 pagesManual Do Código de Práticas de Controle para Laboratórios Fotográficosapi-3704990Pas encore d'évaluation
- Radioatividade: Apostila educativa sobre estrutura atômica e radiação nuclearDocument19 pagesRadioatividade: Apostila educativa sobre estrutura atômica e radiação nuclearRicardo Luiz RicardoPas encore d'évaluation
- Ficha T CnicaDocument11 pagesFicha T CnicaJulia VogelPas encore d'évaluation
- Manual RT orienta profissionais químicaDocument12 pagesManual RT orienta profissionais químicaLuiz Rubens Souza CantelliPas encore d'évaluation
- Infecções Esterilização HospitalarDocument32 pagesInfecções Esterilização HospitalarLuiz Rubens Souza CantelliPas encore d'évaluation
- Manual de Auditoria em Segurança No Trabalho RuralDocument28 pagesManual de Auditoria em Segurança No Trabalho RuralGORDYN100% (2)
- Gerenciamento Gestao de SegurancaDocument117 pagesGerenciamento Gestao de SegurancaLuiz Rubens Souza CantelliPas encore d'évaluation
- Manual de Terceirização - MteDocument55 pagesManual de Terceirização - Mtejob bernardes100% (1)
- Melhorias OEEDocument93 pagesMelhorias OEEAlessandra GomesPas encore d'évaluation
- Fibra de vidro: aplicações e introdução à produção artesanalDocument31 pagesFibra de vidro: aplicações e introdução à produção artesanalJone LopesPas encore d'évaluation
- Plano de Abandono de EdificiosDocument26 pagesPlano de Abandono de EdificiosJosé Eraldo LeitePas encore d'évaluation
- Jateamento - Gelo SecoDocument20 pagesJateamento - Gelo SecoLuiz Rubens Souza CantelliPas encore d'évaluation
- Criando Valores No Gerenciamento de Gases de Efeito EstufaDocument13 pagesCriando Valores No Gerenciamento de Gases de Efeito EstufaLuiz Rubens Souza CantelliPas encore d'évaluation
- Gesta o Pessoas Risco Sap RDocument9 pagesGesta o Pessoas Risco Sap RRicardo Pippi ReisPas encore d'évaluation
- 3 ObjetivaDocument4 pages3 ObjetivaViviane Araujo50% (2)
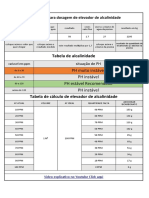
- Tabela de AlcalinidadeDocument1 pageTabela de AlcalinidadeedsonPas encore d'évaluation
- Características à vazio e de curto-circuito de máquinas síncronasDocument6 pagesCaracterísticas à vazio e de curto-circuito de máquinas síncronasCláudia FonsecaPas encore d'évaluation
- O banco mais vantajoso: a esmolaDocument65 pagesO banco mais vantajoso: a esmolaParistomas Reports CenterPas encore d'évaluation
- Física e Química - Movimento circular e retilíneoDocument2 pagesFísica e Química - Movimento circular e retilíneoDiogo SIlvaPas encore d'évaluation
- Estatuto do servidor DiademaDocument46 pagesEstatuto do servidor Diademajmaj jmajPas encore d'évaluation
- Apostila 02 - Educação Física-EJA-2º Bimestre - 2ºquadrimestre - FASE IXDocument2 pagesApostila 02 - Educação Física-EJA-2º Bimestre - 2ºquadrimestre - FASE IXBruna AuadPas encore d'évaluation
- Conceitualização Cognitiva: Pensamentos, Crenças e EstratégiasDocument5 pagesConceitualização Cognitiva: Pensamentos, Crenças e EstratégiasMauricio Marane0% (1)
- Introdução À Metodologiade Investigação Científica: Jerónimo LangaDocument32 pagesIntrodução À Metodologiade Investigação Científica: Jerónimo Langaosvaldo panguanaPas encore d'évaluation
- Orgânica3 Hidrocarbonetos (Parte1)Document21 pagesOrgânica3 Hidrocarbonetos (Parte1)Lorenzo RamosPas encore d'évaluation
- Regulamenta acautelamento de material bélico SEAPDocument26 pagesRegulamenta acautelamento de material bélico SEAPfaelcassioPas encore d'évaluation
- Plano de Educação Ambiental para Trabalhadores - Rev01Document7 pagesPlano de Educação Ambiental para Trabalhadores - Rev01smsengemon jequiePas encore d'évaluation
- Aposto e VocativoDocument3 pagesAposto e VocativoJessica VasconcelosPas encore d'évaluation
- Trabalho Completo Ev154 MD1 Sa136 Id4319112021235951Document20 pagesTrabalho Completo Ev154 MD1 Sa136 Id4319112021235951LEAFAR ZAIDPas encore d'évaluation
- Mutações dos Periquitos Australianos: Genética das CoresDocument10 pagesMutações dos Periquitos Australianos: Genética das CoresFarias100% (2)
- Manual do Aluno Village Park DogDocument4 pagesManual do Aluno Village Park DogSadm SorocabaPas encore d'évaluation
- Densidade de materiaisDocument2 pagesDensidade de materiaisPaulo Viegas0% (1)
- Mapa - Far - Farmacologia Aplicada - 52-2023Document2 pagesMapa - Far - Farmacologia Aplicada - 52-2023Cavalini Assessoria AcadêmicaPas encore d'évaluation
- Abordagem metodológica para problemas complexos em planos diretores hospitalaresDocument40 pagesAbordagem metodológica para problemas complexos em planos diretores hospitalaresJeffrey HaithPas encore d'évaluation
- Síndrome do chicote: revisão sobre lesão por aceleração cervicalDocument5 pagesSíndrome do chicote: revisão sobre lesão por aceleração cervicalCatarina DiasPas encore d'évaluation
- SimposioANPEPP 2008Document178 pagesSimposioANPEPP 2008Hábilis Augusto BiazottoPas encore d'évaluation
- Automatização residencial: projeto de instalação elétricaDocument14 pagesAutomatização residencial: projeto de instalação elétricaLucas MatosPas encore d'évaluation
- Lista de verificação para inclusão de arma por compra na indústria nacionalDocument1 pageLista de verificação para inclusão de arma por compra na indústria nacionalNet WalkerPas encore d'évaluation
- Habilidades e ProfissõesDocument10 pagesHabilidades e Profissõeslucaspt1000Pas encore d'évaluation
- Inquerito - PFDocument10 pagesInquerito - PFliscappiPas encore d'évaluation
- A Vida de Uma Princesa Árabe Revela a Opressão das MulheresDocument144 pagesA Vida de Uma Princesa Árabe Revela a Opressão das MulheresMarcos Bezerra da CostaPas encore d'évaluation
- Trading in Zone - Portugues - PDF - Análise Técnica - LuaDocument184 pagesTrading in Zone - Portugues - PDF - Análise Técnica - LuaRudy Gay StruamPas encore d'évaluation
- Virtual Wi Fi Router Download BaixakiDocument8 pagesVirtual Wi Fi Router Download BaixakiPauloPas encore d'évaluation
- Procedimento Operacional Padrão: TituloDocument7 pagesProcedimento Operacional Padrão: TituloDeyvid OliveiraPas encore d'évaluation
- 878250-1 Lista de ExerciciosDocument2 pages878250-1 Lista de ExerciciosURANIOPas encore d'évaluation