Vous aimerez peut-être aussi
- Presentación Clase #8 - Los Estilos Musicales en El TangoDocument22 pagesPresentación Clase #8 - Los Estilos Musicales en El TangoAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Cuestionario VIADocument2 pagesCuestionario VIAAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Conceptos Armónicos 1Document10 pagesConceptos Armónicos 1Alberto Jesus Escobar GuardiaPas encore d'évaluation
- Discurso Despedida Promoción 2014 EscDocument3 pagesDiscurso Despedida Promoción 2014 EscAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Qué Es El TangoDocument6 pagesQué Es El TangoAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Practica 4 ProgramacionDocument2 pagesPractica 4 ProgramacionAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Potencia SolarDocument53 pagesPotencia SolarAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Experienced-General - ESPDocument1 pageExperienced-General - ESPAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Etica 2019Document12 pagesEtica 2019Alberto Jesus Escobar GuardiaPas encore d'évaluation
- Reproducción de series de tiempo caóticas con RNA en FPGADocument121 pagesReproducción de series de tiempo caóticas con RNA en FPGAdaviPas encore d'évaluation
- Informe Practica y Laboratorio 2Document36 pagesInforme Practica y Laboratorio 2Alberto Jesus Escobar Guardia67% (3)
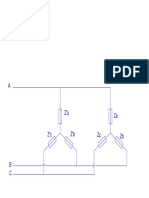
- Carga Estrella Estrella Problema 15Document1 pageCarga Estrella Estrella Problema 15Alberto Jesus Escobar GuardiaPas encore d'évaluation
- Ejercicio Aron 2017Document1 pageEjercicio Aron 2017Alberto Jesus Escobar GuardiaPas encore d'évaluation
- Técnicas de ANALISIS Multivariante Aplicadas en La CaracterizaciónDocument7 pagesTécnicas de ANALISIS Multivariante Aplicadas en La CaracterizaciónAlberto Jesus Escobar Guardia0% (1)
- Teoria para ClasesDocument233 pagesTeoria para ClasesAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Diagram AsDocument4 pagesDiagram AsAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Información Hielera (Heladera)Document10 pagesInformación Hielera (Heladera)Gerardo Cruz EspinosaPas encore d'évaluation
- Optica Ondulatoria U Optica FisicaDocument16 pagesOptica Ondulatoria U Optica FisicaAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Levitación MagnéticaDocument10 pagesLevitación MagnéticaAlberto Jesus Escobar GuardiaPas encore d'évaluation
- PREVENCIONDocument118 pagesPREVENCIONAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Manual de Mantenimiento INDURADocument60 pagesManual de Mantenimiento INDURAPablo J. Santis100% (1)
- El Transporte de Levitación MagnéticaDocument4 pagesEl Transporte de Levitación MagnéticaAlberto Jesus Escobar GuardiaPas encore d'évaluation
- 2F Agenda Feria'13Document3 pages2F Agenda Feria'13Alberto Jesus Escobar GuardiaPas encore d'évaluation
- Que Es El Mantenimiento Mecanico - DesbloqueadoDocument11 pagesQue Es El Mantenimiento Mecanico - DesbloqueadoAlberto Jesus Escobar GuardiaPas encore d'évaluation
- SEÑALIZACION Y EvacuacionDocument20 pagesSEÑALIZACION Y EvacuacionMarco Antonio Sanchez Coleto100% (1)
- Engranajes - Relacion de Transmision.Document1 pageEngranajes - Relacion de Transmision.Erick Javier Torres Manotas.88% (8)
- 575-Texto Completo 1 Manual Básico de Prevención de Riesgos Laborales para La Familia Profesional Instalación y Mantenimiento PDFDocument24 pages575-Texto Completo 1 Manual Básico de Prevención de Riesgos Laborales para La Familia Profesional Instalación y Mantenimiento PDFCarlos JibajaPas encore d'évaluation
- Mantenimiento Predictivo Virtual SenatiDocument25 pagesMantenimiento Predictivo Virtual SenatiAlberto Jesus Escobar Guardia100% (1)
- TutorialDocument3 pagesTutorialMiguel Angel Llontop CotrinaPas encore d'évaluation
- Mástiles y SoportesDocument2 pagesMástiles y SoportesAlberto Jesus Escobar GuardiaPas encore d'évaluation
- Implementación de 13 hectáreas de pimienta con tutores vivosDocument25 pagesImplementación de 13 hectáreas de pimienta con tutores vivosANDREA DIAZPas encore d'évaluation
- 6 SESION La Globalización, Internet y Redes SocialesDocument3 pages6 SESION La Globalización, Internet y Redes SocialesTania Cerna NarcisoPas encore d'évaluation
- 4 - Guía Arreglos 2021Document17 pages4 - Guía Arreglos 2021AnaPas encore d'évaluation
- Cuestionario Disco DuroDocument2 pagesCuestionario Disco Durodaniel gonzalesPas encore d'évaluation
- Secado RapidoDocument2 pagesSecado RapidoJobanny Uc RosadoPas encore d'évaluation
- Manual Supervivencia EscolarDocument20 pagesManual Supervivencia EscolarJirfunsote PayudoPas encore d'évaluation
- Universidad Nacional de CajamarcaDocument99 pagesUniversidad Nacional de CajamarcaAndrés MedinaPas encore d'évaluation
- Estimación Del Potencial Energético de La Biomasa Residual Agricola y Analisis de Aprovechamiento en Los Municipios de La Comarca Del Alto PalanciaDocument109 pagesEstimación Del Potencial Energético de La Biomasa Residual Agricola y Analisis de Aprovechamiento en Los Municipios de La Comarca Del Alto PalanciaFu Ca FerPas encore d'évaluation
- Cancer OcupacionalDocument2 pagesCancer OcupacionalzairaPas encore d'évaluation
- Contrato de Arrendamiento PardoDocument6 pagesContrato de Arrendamiento PardoPedroJulioBlancoDelgadoPas encore d'évaluation
- Recuerda Aquella Vez - Adam SilveraDocument406 pagesRecuerda Aquella Vez - Adam SilveraMegan GarciaPas encore d'évaluation
- Ensayo. Estado e Inversion PublicaDocument7 pagesEnsayo. Estado e Inversion PublicaDiego Campos ParedesPas encore d'évaluation
- Hechos Como Fundamentos JurídicosDocument2 pagesHechos Como Fundamentos JurídicosTelvy Elizabeth Chamaya GuevaraPas encore d'évaluation
- Memoria de Calculo y Balance de Aire EjemploDocument10 pagesMemoria de Calculo y Balance de Aire EjemplojlgpsimpsonPas encore d'évaluation
- Negociación y Contratación InternacionalDocument3 pagesNegociación y Contratación Internacionalyara espinozaPas encore d'évaluation
- Tarea 3 de Psicologia EducativaDocument4 pagesTarea 3 de Psicologia EducativaclaritzaPas encore d'évaluation
- Cirugia Capitulo 6Document4 pagesCirugia Capitulo 6Jenniffer ZambranoPas encore d'évaluation
- Informe Anual SGT 2016 Resumen Gestión Turismo TrujilloDocument8 pagesInforme Anual SGT 2016 Resumen Gestión Turismo TrujilloValderramaGaitanVirginiaPas encore d'évaluation
- Parte 3 - SUSTITUCIÓN ELECTROFÍLICA AROMÁTICADocument8 pagesParte 3 - SUSTITUCIÓN ELECTROFÍLICA AROMÁTICAVarov50% (2)
- Ventajas y Desventajas Del Concreto ReforzadoDocument3 pagesVentajas y Desventajas Del Concreto ReforzadoAriel plutarco cardoso herreraPas encore d'évaluation
- 604720t0028e (Capitulo 3) R1-Eett Pci Detalle Tecnico Exigido para Pci e HidranteDocument30 pages604720t0028e (Capitulo 3) R1-Eett Pci Detalle Tecnico Exigido para Pci e HidranteFabian Ramirez InsfranPas encore d'évaluation
- Auditoria de Cumplimiento A La MPHZ - 2019Document118 pagesAuditoria de Cumplimiento A La MPHZ - 2019Ricky RickPas encore d'évaluation
- Practica N°01-Componentes Principales de Un MCIDocument3 pagesPractica N°01-Componentes Principales de Un MCICristhian Rodríguez VegaPas encore d'évaluation
- Vigilancia Epidemiologica ActivaDocument11 pagesVigilancia Epidemiologica ActivaDavid 221B0% (1)
- Restricciones en CipollettiDocument15 pagesRestricciones en CipollettiURN Noticias OnlinePas encore d'évaluation
- Sesion de Apresndizaje de CT 3° AB 4 de OCTUBREDocument6 pagesSesion de Apresndizaje de CT 3° AB 4 de OCTUBREYliceo Gonzales ÑaupariPas encore d'évaluation
- Vivianacaris TG m3 EntornmicroeconomicoDocument11 pagesVivianacaris TG m3 EntornmicroeconomicoMartina Badilla Caris100% (1)
- Desarrollo Guía N°3Document5 pagesDesarrollo Guía N°3gerley quirozPas encore d'évaluation
- Corte 7 Hector Lopez Etapa 5Document2 pagesCorte 7 Hector Lopez Etapa 5camila corredorPas encore d'évaluation
- Proceso Asignación Espacios Educación Media Superior Nuevo LeónDocument2 pagesProceso Asignación Espacios Educación Media Superior Nuevo LeónAngel Aguillon CisnerosPas encore d'évaluation