Vous aimerez peut-être aussi
- Reactor Kinetics of Urea FormationDocument21 pagesReactor Kinetics of Urea Formationtitas5123100% (1)
- Nirbhay Urea Final PDFDocument99 pagesNirbhay Urea Final PDFHimanshu vikram100% (1)
- PDFDocument106 pagesPDFRafiHunJianPas encore d'évaluation
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationD'EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosPas encore d'évaluation
- Case Study 109 Ammonia OxidationDocument9 pagesCase Study 109 Ammonia OxidationkaalkankPas encore d'évaluation
- Nitric AcidDocument14 pagesNitric Acidmalini2201Pas encore d'évaluation
- 2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessDocument11 pages2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessjunaidPas encore d'évaluation
- Corrosion and Its Types: Engineering Material AssignmentDocument6 pagesCorrosion and Its Types: Engineering Material AssignmentHasieb Alam KhanPas encore d'évaluation
- Fire in Syn. Gas Line Due To Sockolet FailureDocument9 pagesFire in Syn. Gas Line Due To Sockolet FailureNaresh SinghPas encore d'évaluation
- Sulphur Acid Plant Modelling (PFD Detailed) PDFDocument5 pagesSulphur Acid Plant Modelling (PFD Detailed) PDFCristian GómezPas encore d'évaluation
- CVFGFHGDocument25 pagesCVFGFHGMary Grace VelitarioPas encore d'évaluation
- Graduation-Project - Sulfuric AcidDocument195 pagesGraduation-Project - Sulfuric AcidMuntazer QasimPas encore d'évaluation
- Sulphuric AcidDocument14 pagesSulphuric AcidNoman AslamPas encore d'évaluation
- Producción Del Ácido SulfúricoDocument102 pagesProducción Del Ácido SulfúricoLuis Diego Cardenas PadillaPas encore d'évaluation
- (Ethyl-Benzene Recovery) : Major Equipment DesignDocument35 pages(Ethyl-Benzene Recovery) : Major Equipment DesignKrishnan AnanthanarayananPas encore d'évaluation
- Soda Ash Year Book USGS 2008Document12 pagesSoda Ash Year Book USGS 2008Tarun Surana100% (1)
- Final ProjectDocument80 pagesFinal ProjectLASSANAPas encore d'évaluation
- Production of 250 MTPD Sodium HydroxideDocument18 pagesProduction of 250 MTPD Sodium HydroxideAlia KhanPas encore d'évaluation
- Material Balance of Ammonium Sulphate ProductionDocument5 pagesMaterial Balance of Ammonium Sulphate ProductionShahbaz AlamPas encore d'évaluation
- Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialDocument24 pagesProblem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialaamliagarPas encore d'évaluation
- Operation Difficulties at LP Carbamate Condenser Due To CrystallizationDocument6 pagesOperation Difficulties at LP Carbamate Condenser Due To CrystallizationReyes Sanchez100% (1)
- Dimethyl Aniline PDFDocument68 pagesDimethyl Aniline PDFVirendra RathvaPas encore d'évaluation
- Report On Urea Production and Process AnalysisDocument102 pagesReport On Urea Production and Process AnalysisSameer SaxenaPas encore d'évaluation
- Complete PFDDocument5 pagesComplete PFDAriff FikriPas encore d'évaluation
- TOPIC 10 Ammonia, Sulphuric Acid and Nitric AcidDocument17 pagesTOPIC 10 Ammonia, Sulphuric Acid and Nitric AcidKaynine KikoPas encore d'évaluation
- Nitric Acid 2000Document10 pagesNitric Acid 2000harikeshrl5477Pas encore d'évaluation
- Sap-2 Material Balance: Basis: Unit Hour of ProductionDocument17 pagesSap-2 Material Balance: Basis: Unit Hour of ProductionNandha KumarPas encore d'évaluation
- Advances in Methanol SynthesisDocument6 pagesAdvances in Methanol SynthesisManuel Angel AlvaPas encore d'évaluation
- Sulfuric AcidDocument14 pagesSulfuric AcidAkh KreshnaPas encore d'évaluation
- The Uhde Ammonia ProcessesDocument2 pagesThe Uhde Ammonia ProcessesMohamed R BeialyPas encore d'évaluation
- Phosphoric Acid AspenDocument14 pagesPhosphoric Acid AspenJanaina0% (1)
- Simulation of A Methane Steam Reforming ReactorDocument6 pagesSimulation of A Methane Steam Reforming ReactorNina Vania PanjaitanPas encore d'évaluation
- Meyer Coal 2014Document23 pagesMeyer Coal 2014Molote Erwin MaliehePas encore d'évaluation
- Stamicarbon Urea Process Data PDFDocument1 pageStamicarbon Urea Process Data PDFtreyzzztylerPas encore d'évaluation
- Mass Balance For CS2 PlantDocument3 pagesMass Balance For CS2 PlantAshish GoelPas encore d'évaluation
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorDocument14 pagesSteam Methane Reforming Reaction Process Intensification by Using A ReactorserchPas encore d'évaluation
- Sulfuric Acid - Wikipedia PDFDocument94 pagesSulfuric Acid - Wikipedia PDFrajesh indukuriPas encore d'évaluation
- Sulfuric Acid ConverterDocument8 pagesSulfuric Acid ConverterchikukotwalPas encore d'évaluation
- 2 Thermodynamic Property Methods in Aspen PlusDocument10 pages2 Thermodynamic Property Methods in Aspen PlusNorman_Mpofu21100% (1)
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizPas encore d'évaluation
- Ethanolamines ProductionDocument125 pagesEthanolamines Productionvraj ranaPas encore d'évaluation
- Equipment History SheetDocument4 pagesEquipment History Sheetasnandy100% (1)
- Nowak 1966Document9 pagesNowak 1966adedwi utamaPas encore d'évaluation
- Jamalganj UCG ProspectDocument23 pagesJamalganj UCG ProspectArup Kumar BiswasPas encore d'évaluation
- Detaileddesignofasingleeffectevaporatorwiththermalvaporrecompressoin PDFDocument105 pagesDetaileddesignofasingleeffectevaporatorwiththermalvaporrecompressoin PDFshehryarPas encore d'évaluation
- Urea Manufacturing 1Document46 pagesUrea Manufacturing 1Sho aibPas encore d'évaluation
- Reaction Kinetics-Reactor DesignDocument17 pagesReaction Kinetics-Reactor Designzorro21072107Pas encore d'évaluation
- REACTOR DESIGN - Docx Fyp MyDocument5 pagesREACTOR DESIGN - Docx Fyp Myabdul rehmanPas encore d'évaluation
- Bubble Column ReactorDocument21 pagesBubble Column ReactorMuhammad Hamzah SyahrirPas encore d'évaluation
- PROCESS 3 (Chlorobenzene and Caustic Process)Document39 pagesPROCESS 3 (Chlorobenzene and Caustic Process)Jerica SerranoPas encore d'évaluation
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarPas encore d'évaluation
- Chlorine: International Thermodynamic Tables of the Fluid StateD'EverandChlorine: International Thermodynamic Tables of the Fluid StatePas encore d'évaluation
- An Introduction to Chemical Metallurgy: International Series on Materials Science and TechnologyD'EverandAn Introduction to Chemical Metallurgy: International Series on Materials Science and TechnologyPas encore d'évaluation
- Corrosion Failures: Theory, Case Studies, and SolutionsD'EverandCorrosion Failures: Theory, Case Studies, and SolutionsPas encore d'évaluation
- Using Dapper Asynchronously inDocument1 pageUsing Dapper Asynchronously inGiovani BrondaniPas encore d'évaluation
- Zaroulas Mies Fullpaper 2020 05 21Document9 pagesZaroulas Mies Fullpaper 2020 05 21sidgonzoPas encore d'évaluation
- BPSK SimulinkDocument13 pagesBPSK SimulinkpootommyPas encore d'évaluation
- Published Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsDocument8 pagesPublished Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsCristián JiménezPas encore d'évaluation
- Preview ISO+749-1977 PDFDocument3 pagesPreview ISO+749-1977 PDFLiana GaniPas encore d'évaluation
- Electro Magnetic Induction PDFDocument28 pagesElectro Magnetic Induction PDFPuran BistaPas encore d'évaluation
- Schneider EngineeringDocument1 pageSchneider EngineeringT.J. MayesPas encore d'évaluation
- Quantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestDocument31 pagesQuantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestjackyPas encore d'évaluation
- Rigaku Progeny Spec Sheet LTR 3.14Document2 pagesRigaku Progeny Spec Sheet LTR 3.14DATA24Pas encore d'évaluation
- Meai Mar 2010Document36 pagesMeai Mar 2010Daneshwer VermaPas encore d'évaluation
- WDU 2.5 enDocument14 pagesWDU 2.5 enAhmadBintangNegoroPas encore d'évaluation
- Stay CablesDocument22 pagesStay Cablesalex_g00dyPas encore d'évaluation
- 6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFDocument31 pages6-C-RIIMPO301E - Conduct Hydraulic Excavator Operations - Learner Guide - V 1.1 02122019 PDFOwen PerrinPas encore d'évaluation
- How Is Electrical Energy MeasuredDocument4 pagesHow Is Electrical Energy MeasuredSonya ReddyPas encore d'évaluation
- Stock # Carbon Weight Burn Temp Puncture StrengthDocument8 pagesStock # Carbon Weight Burn Temp Puncture StrengthMintPas encore d'évaluation
- Acceleration GrpahDocument14 pagesAcceleration GrpahRAFAEL TORRESPas encore d'évaluation
- Engine Maintenance PartsDocument13 pagesEngine Maintenance PartsSerkanAl100% (1)
- Selling Your Contents To The WorldDocument25 pagesSelling Your Contents To The WorldCreative Malaysia100% (1)
- Chapter 7 Notes Computer OrganizationDocument20 pagesChapter 7 Notes Computer OrganizationsriPas encore d'évaluation
- A Sample of Wet Soil Has A Volume of 0Document8 pagesA Sample of Wet Soil Has A Volume of 0eph0% (1)
- Bs en 00378 3 2016Document30 pagesBs en 00378 3 2016Darius VinPas encore d'évaluation
- Programming Bayes Rule OptionalDocument17 pagesProgramming Bayes Rule OptionalajuhaseenPas encore d'évaluation
- Tube Well Design Project SolutionDocument5 pagesTube Well Design Project SolutionEng Ahmed abdilahi IsmailPas encore d'évaluation
- Methods of Tube Expansion in Tube To TubDocument19 pagesMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Stair Cases DesignDocument19 pagesStair Cases DesignWrishad Zia93% (14)
- Tutorial - 05 - Excavation Settle 3DDocument13 pagesTutorial - 05 - Excavation Settle 3DAlejandro Camargo SanabriaPas encore d'évaluation
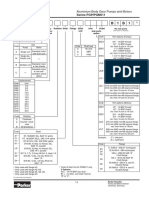
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Document7 pagesPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksPas encore d'évaluation
- Computer Networking: A Top-Down Approach Featuring The InternetDocument27 pagesComputer Networking: A Top-Down Approach Featuring The InternetmssacPas encore d'évaluation
- Magneto Hydro Dynamics PresentationDocument19 pagesMagneto Hydro Dynamics PresentationVipul GuptaPas encore d'évaluation