Vous aimerez peut-être aussi
- FMEADocument42 pagesFMEAibal_machine100% (1)
- FMEADocument49 pagesFMEAHermanManru100% (1)
- Function:: Yield Fatigue Material Instability Creep Wear Corrosion Cracked Deformed LeakingDocument16 pagesFunction:: Yield Fatigue Material Instability Creep Wear Corrosion Cracked Deformed LeakingAnita SinghPas encore d'évaluation
- Fmea - Training ManualDocument57 pagesFmea - Training Manualsemi2542100% (2)
- Rule Base Method:-: Failure Mode and Effect AnalysisDocument15 pagesRule Base Method:-: Failure Mode and Effect AnalysisCharitha RanwalaPas encore d'évaluation
- PCP & FmeaDocument4 pagesPCP & FmeaDaniela AscolaniPas encore d'évaluation
- Failure Mode and Effect AnalysisDocument9 pagesFailure Mode and Effect AnalysisameliaPas encore d'évaluation
- TQM Unit 4 FMEA Lecture 6Document17 pagesTQM Unit 4 FMEA Lecture 6tamilselvansambathPas encore d'évaluation
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshPas encore d'évaluation
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshPas encore d'évaluation
- 6 PFMEA & Control Plan 1 of 7Document8 pages6 PFMEA & Control Plan 1 of 7P G Suman100% (1)
- Copia de CQI-23Document79 pagesCopia de CQI-23Ernesto Padilla100% (6)
- Identification & Mitigation of Potential Failures of Automotive Hvac Air Management System Using Failure Mode & Effects AnalysisDocument8 pagesIdentification & Mitigation of Potential Failures of Automotive Hvac Air Management System Using Failure Mode & Effects Analysisashishmechengg31Pas encore d'évaluation
- SUPPLI 4 JDocument69 pagesSUPPLI 4 JkvasudevinK123Pas encore d'évaluation
- Failure Modes And: Step-By-Step FailuresDocument31 pagesFailure Modes And: Step-By-Step FailuresVimala Selvaraj VimalaPas encore d'évaluation
- Apqp - Layered Process Audit-1594636097 SAMPLE 4Document9 pagesApqp - Layered Process Audit-1594636097 SAMPLE 4ubraghuPas encore d'évaluation
- Development of Quality System For Engine AssemblyDocument55 pagesDevelopment of Quality System For Engine AssemblysvrbchaudhariPas encore d'évaluation
- TQM Fmea 3Document14 pagesTQM Fmea 3Hamza AminPas encore d'évaluation
- 2 Run at Rate ProcedureDocument7 pages2 Run at Rate ProcedureiandriiPas encore d'évaluation
- Failure Mode and Effective AnalysisDocument197 pagesFailure Mode and Effective AnalysisHarsha MPPas encore d'évaluation
- PFMEADocument10 pagesPFMEAsmallik3100% (1)
- Jakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeDocument24 pagesJakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeLeonardoViannaPas encore d'évaluation
- Position Description Form - Exempt: JOB SUMMARY: Provide A Brief Description of The Basic Function of This JobDocument2 pagesPosition Description Form - Exempt: JOB SUMMARY: Provide A Brief Description of The Basic Function of This JobneiskerPas encore d'évaluation
- Sample Test Summary Report by SoftwareTestingHelpDocument7 pagesSample Test Summary Report by SoftwareTestingHelpNagesh Reddy50% (2)
- Modern Trends in ManufacturingDocument34 pagesModern Trends in Manufacturingalan ShajuPas encore d'évaluation
- Failure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993Document5 pagesFailure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993JeevanPas encore d'évaluation
- Fig 4.8 OEE: 4.5 Failure Mode and Effect Analysis (Fmea)Document17 pagesFig 4.8 OEE: 4.5 Failure Mode and Effect Analysis (Fmea)Gowtham D'Night FoxPas encore d'évaluation
- Corrective & Preventive Action-05Document8 pagesCorrective & Preventive Action-05Ghulam MustafaPas encore d'évaluation
- Risk Analysis Method: FMEA/FMECA in The OrganizationsDocument9 pagesRisk Analysis Method: FMEA/FMECA in The OrganizationsrusitadianPas encore d'évaluation
- Revision Record Sheet: TitleDocument4 pagesRevision Record Sheet: TitleSanjay MalhotraPas encore d'évaluation
- Failure Modes and EffectsDocument23 pagesFailure Modes and Effectsdm mPas encore d'évaluation
- Control PlansDocument12 pagesControl Plansaman_ranhotra67% (6)
- Seminar Report - Atharva - Sanglikar - 19121236Document22 pagesSeminar Report - Atharva - Sanglikar - 19121236Atharva SanglikarPas encore d'évaluation
- FMEADocument12 pagesFMEARADHIKA CHANDAKPas encore d'évaluation
- Pharmaceutical Master Validation Plan The Syed Imtiaz 57743816Document3 pagesPharmaceutical Master Validation Plan The Syed Imtiaz 57743816Dandung RuskarPas encore d'évaluation
- Quality Assurance Matrix in Automotive Industry: ArticleDocument6 pagesQuality Assurance Matrix in Automotive Industry: Articlepavan kalyanPas encore d'évaluation
- Failure Modes and Effects AnalysisDocument5 pagesFailure Modes and Effects AnalysisBoBo KyawPas encore d'évaluation
- 2.2 AmefDocument28 pages2.2 AmefAdrian RodriguezPas encore d'évaluation
- Failure Mode Effect Analysis FMEADocument32 pagesFailure Mode Effect Analysis FMEApsrajjPas encore d'évaluation
- Quality Manual: Subject: Procedure For PFMEADocument3 pagesQuality Manual: Subject: Procedure For PFMEAPk Nimiwal100% (3)
- SKF Mexico Jun 03 To 06 - 2013 - Self Audit - CQI-9 - Ed3Document41 pagesSKF Mexico Jun 03 To 06 - 2013 - Self Audit - CQI-9 - Ed3Jorge Díaz BecerrilPas encore d'évaluation
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument8 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryBONFRINGPas encore d'évaluation
- Quality Assurance Matrix in Automotive Industry: January 2012Document6 pagesQuality Assurance Matrix in Automotive Industry: January 2012gcldesignPas encore d'évaluation
- Sudhan Ppap (Sem)Document15 pagesSudhan Ppap (Sem)sudhans029Pas encore d'évaluation
- Failure Mode and Effective AnalysisDocument214 pagesFailure Mode and Effective AnalysisAddhew PraseetyoPas encore d'évaluation
- Amf-P-22 Procedure For Error ProofingDocument3 pagesAmf-P-22 Procedure For Error Proofinggangadhar.patilPas encore d'évaluation
- Access Electronics Inc.: Revision HistoryDocument3 pagesAccess Electronics Inc.: Revision Historydulichsinhthai100% (1)
- PEM ENGINEERING DESIGN ExercicesDocument7 pagesPEM ENGINEERING DESIGN Exercicesmanjot.rattan98Pas encore d'évaluation
- 005 How To Do A Process FMEA For Medical Devices After ISO-14971 Risk Analysis WTDocument6 pages005 How To Do A Process FMEA For Medical Devices After ISO-14971 Risk Analysis WTKira HoffmanPas encore d'évaluation
- FMEADocument52 pagesFMEArhobinangel100% (1)
- 01 Supplier Pre-Qualification AssessmentDocument18 pages01 Supplier Pre-Qualification AssessmentChinh Lê Đình100% (1)
- Quality Assurance Matrix in Automotive Industry: ArticleDocument6 pagesQuality Assurance Matrix in Automotive Industry: ArticleAbdullah BalouchPas encore d'évaluation
- Reaction PlanDocument14 pagesReaction PlanMariaNilaZaragozaPalacioPas encore d'évaluation
- Fmea & CP FormsDocument16 pagesFmea & CP FormswebtecnicaPas encore d'évaluation
- 004drill Deep & Wide Workshop Training 6.0-2Document36 pages004drill Deep & Wide Workshop Training 6.0-2patima_sv4875100% (1)
- Apqp PpapDocument50 pagesApqp PpapEvandro Ribeiro50% (2)
- Practical Guide To Production Planning & Control [Revised Edition]D'EverandPractical Guide To Production Planning & Control [Revised Edition]Évaluation : 1 sur 5 étoiles1/5 (1)
- Turnaround Management for the Oil, Gas, and Process Industries: A Project Management ApproachD'EverandTurnaround Management for the Oil, Gas, and Process Industries: A Project Management ApproachÉvaluation : 2 sur 5 étoiles2/5 (1)
- List Manufacturers Empanelled VendorsDocument14 pagesList Manufacturers Empanelled VendorsSanjay MalhotraPas encore d'évaluation
- BiochemistryDocument1 pageBiochemistrySanjay MalhotraPas encore d'évaluation
- Pipeline Basics 2. 3. 4. 5. 6. Repairing FracturesDocument36 pagesPipeline Basics 2. 3. 4. 5. 6. Repairing FracturesSanjay MalhotraPas encore d'évaluation
- Ts CertificateDocument1 pageTs CertificateSanjay MalhotraPas encore d'évaluation
- New Technology in Solar CellDocument5 pagesNew Technology in Solar CellSanjay MalhotraPas encore d'évaluation
- Consultants List S.No. Name of The Consultants Job Title Address Office Phone Mobile No. Fax 1 Spectral Services Consultants Pvt. LTDDocument2 pagesConsultants List S.No. Name of The Consultants Job Title Address Office Phone Mobile No. Fax 1 Spectral Services Consultants Pvt. LTDSanjay MalhotraPas encore d'évaluation
- LIST Engineering ArchitectDocument5 pagesLIST Engineering ArchitectSanjay MalhotraPas encore d'évaluation
- Project at Glance: Project: Material Handling, Automation and Special Purpose Machines. Promoters: MRDocument2 pagesProject at Glance: Project: Material Handling, Automation and Special Purpose Machines. Promoters: MRSanjay MalhotraPas encore d'évaluation
- HamburgDocument2 pagesHamburgSanjay MalhotraPas encore d'évaluation
- Measure Words Chinese AssignmentDocument7 pagesMeasure Words Chinese AssignmentSanjay MalhotraPas encore d'évaluation
- Project 5Document1 pageProject 5Sanjay MalhotraPas encore d'évaluation
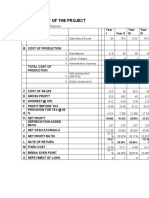
- Profitibility of The Project: (All Values in Lacs of Rupees)Document1 pageProfitibility of The Project: (All Values in Lacs of Rupees)Sanjay MalhotraPas encore d'évaluation
- 1) Salary and Wages (Per Month) : (Incld. Stores, Power and Maintenance)Document1 page1) Salary and Wages (Per Month) : (Incld. Stores, Power and Maintenance)Sanjay MalhotraPas encore d'évaluation
- Project 8Document1 pageProject 8Sanjay MalhotraPas encore d'évaluation
- Production Facilities and Machinery: ExportsDocument1 pageProduction Facilities and Machinery: ExportsSanjay MalhotraPas encore d'évaluation
- Bible 1Document1 pageBible 1Sanjay MalhotraPas encore d'évaluation
- Result With Held Dean PUDocument2 pagesResult With Held Dean PUSanjay MalhotraPas encore d'évaluation
- Bible 3Document1 pageBible 3Sanjay MalhotraPas encore d'évaluation
- Promoters Profile: Mr. ABC Having - Years of Experience in Finance, AccountsDocument1 pagePromoters Profile: Mr. ABC Having - Years of Experience in Finance, AccountsSanjay MalhotraPas encore d'évaluation
- Project 1Document1 pageProject 1Sanjay MalhotraPas encore d'évaluation
- Products To Be Manufactured: Marketing DemandDocument1 pageProducts To Be Manufactured: Marketing DemandSanjay MalhotraPas encore d'évaluation
- Bible 2Document2 pagesBible 2Sanjay MalhotraPas encore d'évaluation
- PU Chinese Fees DepositDocument1 pagePU Chinese Fees DepositSanjay MalhotraPas encore d'évaluation
- Law and Ethics PDFDocument18 pagesLaw and Ethics PDFSanjay MalhotraPas encore d'évaluation
- Check ListDocument14 pagesCheck ListSanjay MalhotraPas encore d'évaluation
- Merit List Chinese PUDocument7 pagesMerit List Chinese PUSanjay MalhotraPas encore d'évaluation
- Legal MaximsDocument7 pagesLegal MaximsSanjay MalhotraPas encore d'évaluation
- Bank Statement LetterDocument2 pagesBank Statement LetterSanjay MalhotraPas encore d'évaluation
- Mohit Marketing CVDocument3 pagesMohit Marketing CVSanjay MalhotraPas encore d'évaluation
- Share Stock Portfolio Based On Dolly Khanna 25 OctDocument4 pagesShare Stock Portfolio Based On Dolly Khanna 25 OctSanjay MalhotraPas encore d'évaluation
- Unisa: Failure Mode & Effects Analysis (FMEA)Document2 pagesUnisa: Failure Mode & Effects Analysis (FMEA)Viswanathan SrkPas encore d'évaluation
- IEEE Guide For The Selection of Monitoring For Circuit BreakersDocument80 pagesIEEE Guide For The Selection of Monitoring For Circuit BreakersJoel Cruz CondoriPas encore d'évaluation
- FMEA PG Seminar For WebsiteDocument21 pagesFMEA PG Seminar For WebsiteMuhd HazwanPas encore d'évaluation
- Cqi 9Document49 pagesCqi 9Gurvinder SinghPas encore d'évaluation
- 4 Patient Safety and Medical Errors DR HodaDocument17 pages4 Patient Safety and Medical Errors DR HodaHassanPas encore d'évaluation
- Failure Modes, Effects and Diagnostic Analysis: Project: Plant-STOP 9469Document23 pagesFailure Modes, Effects and Diagnostic Analysis: Project: Plant-STOP 9469Ibrahim BenlakhdarPas encore d'évaluation
- AIAG FMEA TemplateDocument25 pagesAIAG FMEA TemplateIqbal Singh SandhuPas encore d'évaluation
- Quality Management Constructions Project Management Risks' FrameworkDocument7 pagesQuality Management Constructions Project Management Risks' FrameworkTshep SekPas encore d'évaluation
- Standard Operating Procedure Pharmaceutical Quality Risk Management ToolsDocument15 pagesStandard Operating Procedure Pharmaceutical Quality Risk Management ToolsPharma Life-cycle ConsultancyPas encore d'évaluation
- Service Manual PVG32 - 16Document28 pagesService Manual PVG32 - 16PitupyPas encore d'évaluation
- Process Safety Management GuideDocument39 pagesProcess Safety Management Guidesl1828100% (6)
- Case Study: Steel Melt ShopDocument16 pagesCase Study: Steel Melt ShopVivekanand DathivalasaPas encore d'évaluation
- GarmentDocument10 pagesGarmentTran Quoc VietPas encore d'évaluation
- PFMEADocument10 pagesPFMEAsmallik3100% (1)
- Practitioners Guide Aiag Vda Fmeas.01Document10 pagesPractitioners Guide Aiag Vda Fmeas.01Alpha Excellence consultingPas encore d'évaluation
- An Introduction To ISO/TS 16949:2002: by George TaoDocument91 pagesAn Introduction To ISO/TS 16949:2002: by George Taogerald904640Pas encore d'évaluation
- ISO 14971 RISK Management For Medical Devices: The Definitive GuideDocument41 pagesISO 14971 RISK Management For Medical Devices: The Definitive GuideOrielson Cruz100% (2)
- Proceso de LimpiezaDocument17 pagesProceso de LimpiezaPatricioPas encore d'évaluation
- SAHIB RESUME LatestDocument5 pagesSAHIB RESUME Latestvdpathak.pathakPas encore d'évaluation
- Rules and Classification For Well Control EquipmentDocument22 pagesRules and Classification For Well Control EquipmentShaikh Sabir HussainPas encore d'évaluation
- C 0002595 Supplier Self Audit Checklist Revision BDocument46 pagesC 0002595 Supplier Self Audit Checklist Revision Bda_reaper_dasPas encore d'évaluation
- Mil STD 1629A PDFDocument54 pagesMil STD 1629A PDFaakashtrivedi0% (1)
- Lecture 3 - Risk ManagementDocument23 pagesLecture 3 - Risk ManagementHesham YusriPas encore d'évaluation
- Advanced Nuclear Instrumentation Design Using Programmable Logic DevicesDocument8 pagesAdvanced Nuclear Instrumentation Design Using Programmable Logic Devicesraj_king33Pas encore d'évaluation
- MTBFDocument11 pagesMTBFAbdessamad HoudafPas encore d'évaluation
- Apqp Checklist Sample ReportDocument12 pagesApqp Checklist Sample Reporthrkmed574Pas encore d'évaluation
- System Safety Engineering: Training Course WorkbookDocument104 pagesSystem Safety Engineering: Training Course WorkbookRusli Saga100% (1)
- Safety Planning For Hydrogen and Fuel Cell Projects: March 2016Document23 pagesSafety Planning For Hydrogen and Fuel Cell Projects: March 2016ezeabril100% (1)
- Qms (Quality Management System)Document16 pagesQms (Quality Management System)Sundaramoorthy ArumugamPas encore d'évaluation
- Template FMEA 2018Document26 pagesTemplate FMEA 2018Anonymous Gj6H1UlHQPas encore d'évaluation

























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)