Vous aimerez peut-être aussi
- Materials System SpecificationDocument10 pagesMaterials System SpecificationMoustafa Bayoumi100% (1)
- Cast-In-Place Concrete Part 1 - General 1.1 Work Included General: Provide Cast-In-Place Concrete in Accordance WithDocument8 pagesCast-In-Place Concrete Part 1 - General 1.1 Work Included General: Provide Cast-In-Place Concrete in Accordance Withsshapiro3622Pas encore d'évaluation
- S Aa Civ Concrete (Rev.0 2010)Document17 pagesS Aa Civ Concrete (Rev.0 2010)santanudas2001in9040Pas encore d'évaluation
- General Conditions and Technical SpecificationsDocument20 pagesGeneral Conditions and Technical Specificationsravirawat15Pas encore d'évaluation
- Sans 677Document23 pagesSans 677eddy currentPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument5 pagesPdvsa: Engineering Design ManualpaulkohanPas encore d'évaluation
- Thinset Terrazzo FinishDocument4 pagesThinset Terrazzo Finishmuhammad iqbalPas encore d'évaluation
- Standard Specification For Precast Reinforced Concrete Box Sections For Culverts, Storm Drains, and SewersDocument28 pagesStandard Specification For Precast Reinforced Concrete Box Sections For Culverts, Storm Drains, and Sewersjun flores100% (1)
- Kak QCP WP CWP Gen 001Document13 pagesKak QCP WP CWP Gen 001rickie7809Pas encore d'évaluation
- Guid SPCDocument10 pagesGuid SPCAshok SubramaniyanPas encore d'évaluation
- 7.1. Concrete MixDocument17 pages7.1. Concrete MixKrishna SankarPas encore d'évaluation
- Anchor BoltsDocument33 pagesAnchor BoltsAlberico Muratori100% (3)
- Civil Specification For Electrical Works - GASCODocument29 pagesCivil Specification For Electrical Works - GASCOnpwal100% (2)
- Pdvsa: Engineering Design ManualDocument13 pagesPdvsa: Engineering Design ManualAndresPas encore d'évaluation
- 3 Sc&s3-Reinforced ConcreteDocument13 pages3 Sc&s3-Reinforced ConcretedophongxdPas encore d'évaluation
- Structure Pavement Design ReportDocument7 pagesStructure Pavement Design Reporthassan amiriPas encore d'évaluation
- DIN 2880 1999 - en PDFDocument12 pagesDIN 2880 1999 - en PDFCarl He100% (2)
- Specification For Pre Stressed Cement Concrete PolesDocument10 pagesSpecification For Pre Stressed Cement Concrete PolesNagabhushanam PayapallePas encore d'évaluation
- Rizvi New Unit Shed-3 - 68'X111'Document7 pagesRizvi New Unit Shed-3 - 68'X111'shohugPas encore d'évaluation
- Specification PDFDocument54 pagesSpecification PDFsothilingamnPas encore d'évaluation
- 2Document10 pages2VivekChaudharyPas encore d'évaluation
- S-AAA-CIV-CONCRETE (Rev.0-2015) PDFDocument16 pagesS-AAA-CIV-CONCRETE (Rev.0-2015) PDFSwathish SivaprasadPas encore d'évaluation
- ASTM C1063-12a - Standard Specification For Installation of Lathing and Furring To Receive Interior and Exterior Portland Cement Based Plaster PDFDocument12 pagesASTM C1063-12a - Standard Specification For Installation of Lathing and Furring To Receive Interior and Exterior Portland Cement Based Plaster PDFibrahim100% (2)
- Specifications PDFDocument30 pagesSpecifications PDFRivaiPas encore d'évaluation
- PDVSA Am 211 PRTDocument10 pagesPDVSA Am 211 PRT75bm73Pas encore d'évaluation
- Section 02717 - Concrete Sewer Rehabilitation by Machine-Wound PVC PipeDocument6 pagesSection 02717 - Concrete Sewer Rehabilitation by Machine-Wound PVC Pipefahren_de2015Pas encore d'évaluation
- PBG SpesifikasiDocument19 pagesPBG SpesifikasikaryantoherlambangPas encore d'évaluation
- GRP Duct Material For Irrigation Works-ADM SpecificationDocument5 pagesGRP Duct Material For Irrigation Works-ADM Specificationbuddy1971Pas encore d'évaluation
- Chain Link FenceDocument8 pagesChain Link FenceJay ChimchomePas encore d'évaluation
- Duct and PVC in ConcreteDocument6 pagesDuct and PVC in ConcreteAli AimranPas encore d'évaluation
- NL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18Document7 pagesNL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18Mohammed BasheeruddinPas encore d'évaluation
- 9 FencingDocument11 pages9 FencingkashifPas encore d'évaluation
- 04200Document9 pages04200uddinnadeemPas encore d'évaluation
- Techinical Specifications Welcome To NescoDocument54 pagesTechinical Specifications Welcome To NescotejzabPas encore d'évaluation
- QT-09-2008 ConcreteDocument25 pagesQT-09-2008 ConcreteRichard WritePas encore d'évaluation
- Construction Standard: IPS-C-CE-200Document34 pagesConstruction Standard: IPS-C-CE-200lin xuPas encore d'évaluation
- QCS 2010 Part 09 FencingDocument11 pagesQCS 2010 Part 09 FencingRotsapNayrbPas encore d'évaluation
- Astm c90 1970Document5 pagesAstm c90 1970Andres GmoPas encore d'évaluation
- Va246 13 B 0554 012Document28 pagesVa246 13 B 0554 012sawsawPas encore d'évaluation
- 2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Document202 pages2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Mrugesh Samsung.m31sPas encore d'évaluation
- SECTION 03 30 53 (Short-Form) Cast-In-Place ConcreteDocument13 pagesSECTION 03 30 53 (Short-Form) Cast-In-Place ConcreteJuanPaoloYbañezPas encore d'évaluation
- Concrete Block Paving - Book 3 - Specification and Installation - Third Edition PDFDocument32 pagesConcrete Block Paving - Book 3 - Specification and Installation - Third Edition PDFTrương KhảiPas encore d'évaluation
- SECTION 07 61 16 Batten Seam Copper RoofingDocument7 pagesSECTION 07 61 16 Batten Seam Copper RoofingJuanPaoloYbañezPas encore d'évaluation
- ShotcreteDocument10 pagesShotcreteHemaPas encore d'évaluation
- General NotesDocument4 pagesGeneral NotesRinaldi DwiyantoPas encore d'évaluation
- SECTION 03230 Post-Tensioned TendonsDocument11 pagesSECTION 03230 Post-Tensioned TendonsMohammed Misbahuddin AsifPas encore d'évaluation
- Conduit SpecsDocument2 pagesConduit SpecsSaad AkramPas encore d'évaluation
- NL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18Document7 pagesNL Master Specification Guide For Public Funded Buildings: Issued 2008/03/18KevinPas encore d'évaluation
- 1.1 A. 1.2 A. B. C. 1.3 A. B. C. D. E. F. G. H. I.: Click HereDocument5 pages1.1 A. 1.2 A. B. C. 1.3 A. B. C. D. E. F. G. H. I.: Click HereRiksa AsPas encore d'évaluation
- MS TW3Document5 pagesMS TW3Aleksandar StanojevicPas encore d'évaluation
- Industrial Coating ApplicationDocument22 pagesIndustrial Coating ApplicationaamirsaddiqPas encore d'évaluation
- Table of Contents PageDocument15 pagesTable of Contents PageEr Nizar AhamedPas encore d'évaluation
- ITCC in Riyadh Residential Complex J10-13300 09200-1 Lath and PlasterDocument9 pagesITCC in Riyadh Residential Complex J10-13300 09200-1 Lath and PlasteruddinnadeemPas encore d'évaluation
- Inspection Check List 3Document22 pagesInspection Check List 3r.devendranPas encore d'évaluation
- Annex A - Technical SpecificationsDocument50 pagesAnnex A - Technical SpecificationsGAhr CeredonPas encore d'évaluation
- PDVSA lstc-001Document5 pagesPDVSA lstc-00175bm73Pas encore d'évaluation
- Reinforced Concrete Buildings: Behavior and DesignD'EverandReinforced Concrete Buildings: Behavior and DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringD'EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringÉvaluation : 4 sur 5 étoiles4/5 (5)
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Bulk Material ScienceDocument6 pagesBulk Material ScienceAndresPas encore d'évaluation
- Design Aspects of Multiple Driven Belt ConveyorsDocument168 pagesDesign Aspects of Multiple Driven Belt ConveyorsAndresPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument13 pagesPdvsa: Engineering Design ManualAndresPas encore d'évaluation
- H 223Document5 pagesH 223Oscar DorflerPas encore d'évaluation
- Keithley Low Level Measurements HandbookDocument244 pagesKeithley Low Level Measurements HandbookmohammadPas encore d'évaluation
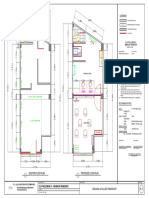
- CLH Tacloban 5 Existing & Proposed LayoutDocument1 pageCLH Tacloban 5 Existing & Proposed LayoutRamil S. ArtatesPas encore d'évaluation
- Method Statement For Installation of Enclosed Switches IsolatorsDocument10 pagesMethod Statement For Installation of Enclosed Switches IsolatorsGetnetPas encore d'évaluation
- Bogvik Pattern List 19 - KleDocument19 pagesBogvik Pattern List 19 - KleShanghai Bogvik Wear Material Co., LtdPas encore d'évaluation
- Rebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoDocument46 pagesRebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoJoshua ColladoPas encore d'évaluation
- Curing Cement PlasterDocument3 pagesCuring Cement PlasterChristian LlagasPas encore d'évaluation
- Estimate Rate AnalysisDocument13 pagesEstimate Rate AnalysisKasim MalekPas encore d'évaluation
- Khaled Nahlawi ACI Assessment Repair and Rehabilitation of Existing Concrete Structures March 2020Document82 pagesKhaled Nahlawi ACI Assessment Repair and Rehabilitation of Existing Concrete Structures March 2020john petersPas encore d'évaluation
- Wood Design & BuildingDocument48 pagesWood Design & BuildingFernando Mondragon100% (1)
- Cte McqsDocument18 pagesCte McqsSanjay ShewalePas encore d'évaluation
- COP For Hongkong LPG IndustryDocument54 pagesCOP For Hongkong LPG IndustrykuraimundPas encore d'évaluation
- TQM Impact On Inventory ManagementDocument10 pagesTQM Impact On Inventory ManagementManpreet KaurPas encore d'évaluation
- Design Manual Maxiframe External Wall FramingDocument38 pagesDesign Manual Maxiframe External Wall FramingNicky LimPas encore d'évaluation
- Distribution NetworkDocument3 pagesDistribution NetworkMaryam KhalidPas encore d'évaluation
- MA. P.E. /A2: Ance R/a 2 For M Ason Ryc Eme NTDocument2 pagesMA. P.E. /A2: Ance R/a 2 For M Ason Ryc Eme NTKlevisSheteliPas encore d'évaluation
- Pentens CON-CUREDocument2 pagesPentens CON-CURELynn MailPas encore d'évaluation
- Experimental Investigation of Recycled Coarse Aggregate in Concrete With Mineral AdmixturesDocument6 pagesExperimental Investigation of Recycled Coarse Aggregate in Concrete With Mineral AdmixturesShahid BhatPas encore d'évaluation
- Mechanical Characteristic Analysis of Corrugated Steel Webs Using Asynchronous Construction TechnologyDocument12 pagesMechanical Characteristic Analysis of Corrugated Steel Webs Using Asynchronous Construction Technologyjose mauricio muñoz bolivarPas encore d'évaluation
- Culvert PP SampDocument208 pagesCulvert PP Sampfarhan sdPas encore d'évaluation
- Sarawak Building Works RateDocument55 pagesSarawak Building Works RateChaiYingH100% (1)
- Benefits of Steel RC Shear Walls in Building Structures - ETN-D-8-21Document4 pagesBenefits of Steel RC Shear Walls in Building Structures - ETN-D-8-21Babrak Khan NoorzoiPas encore d'évaluation
- Presentation - QUALITY (SCHEDULE 'Q' REQUIREMENTS)Document55 pagesPresentation - QUALITY (SCHEDULE 'Q' REQUIREMENTS)kbldamPas encore d'évaluation
- Contact Numbers For CallingDocument10 pagesContact Numbers For CallingGreen Star Two Manage FacilityPas encore d'évaluation
- WVD 4 A GMyd GH MB VZR ZFH 4 e VL XC HBKB VV0 WJ JGD Voz VN NH WHhu ZURv MK 16 QML OV05 S TLD RNVL 6 RTFaal UzDocument6 pagesWVD 4 A GMyd GH MB VZR ZFH 4 e VL XC HBKB VV0 WJ JGD Voz VN NH WHhu ZURv MK 16 QML OV05 S TLD RNVL 6 RTFaal UzCARDENAS GONZALES LUIS ALBERTOPas encore d'évaluation
- White Topping As A Rehabilitation Method On PavementsDocument30 pagesWhite Topping As A Rehabilitation Method On PavementsShahir ShrPas encore d'évaluation
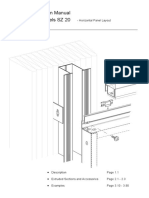
- Facade, Tray Panels SZ 20 Design Manual: - Horizontal Panel LayoutDocument25 pagesFacade, Tray Panels SZ 20 Design Manual: - Horizontal Panel LayoutatalayyPas encore d'évaluation
- DIN Two Six Three Two2632 - PN10 PDFDocument2 pagesDIN Two Six Three Two2632 - PN10 PDFMILENGGPas encore d'évaluation
- Construction Management Chapter 5Document37 pagesConstruction Management Chapter 5thapitcherPas encore d'évaluation
- Bhatar Construction: Re VI Si OnDocument16 pagesBhatar Construction: Re VI Si OnkhurshidqPas encore d'évaluation
- Characteristic Strength of Concrete Using Steel Slag As A Fine AggregateDocument8 pagesCharacteristic Strength of Concrete Using Steel Slag As A Fine AggregateIJRASETPublicationsPas encore d'évaluation
- Cons Accident Monthly 1218Document68 pagesCons Accident Monthly 1218rosa gPas encore d'évaluation