Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Technical Data Sheet For HSV Stud Anchor Technical Information ASSET DOC 2331315Document9 pagesTechnical Data Sheet For HSV Stud Anchor Technical Information ASSET DOC 2331315dcarunchioPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- PipeDocument8 pagesPipedcarunchioPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Aisi 347 CaracteristicasDocument2 pagesAisi 347 CaracteristicasdcarunchioPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Display Honeywell s7999 Controlinks DisplayDocument12 pagesDisplay Honeywell s7999 Controlinks DisplaydcarunchioPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- BELIMO LM24 ActuadorDocument2 pagesBELIMO LM24 ActuadordcarunchioPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Maxon 5550 BulletinDocument4 pagesMaxon 5550 BulletindcarunchioPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Pink Floyd DogsDocument2 pagesPink Floyd DogsdcarunchioPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Gestra Steam Trap - Thermostatic Steam Trap BK 29: Class Rating: ANSI 900 Available SizesDocument2 pagesGestra Steam Trap - Thermostatic Steam Trap BK 29: Class Rating: ANSI 900 Available SizesdcarunchioPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
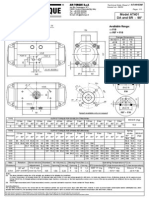
- Actuador Air Torque At401Document0 pageActuador Air Torque At401dcarunchioPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Mediciones CEMS - ZZ-025-0802EDocument4 pagesMediciones CEMS - ZZ-025-0802EdcarunchioPas encore d'évaluation
- Asme Sec Viii d1 Ma App 30Document2 pagesAsme Sec Viii d1 Ma App 30dcarunchioPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- English Paper 1 Mark Scheme: Cambridge Lower Secondary Sample Test For Use With Curriculum Published in September 2020Document11 pagesEnglish Paper 1 Mark Scheme: Cambridge Lower Secondary Sample Test For Use With Curriculum Published in September 2020ABEER RATHIPas encore d'évaluation
- Small Molecule Modulators of PCSK9 A Litera 2018 Bioorganic Medicinal CHDocument6 pagesSmall Molecule Modulators of PCSK9 A Litera 2018 Bioorganic Medicinal CHMikePas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Steel Sections PDFDocument36 pagesSteel Sections PDFTonderai RuserePas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- TTC 1000Document2 pagesTTC 1000svismaelPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- PURL Questions and AnswersDocument3 pagesPURL Questions and AnswersSHAHAN VS100% (5)
- Department of Mechanical Engineering: Er. Nipesh RegmiDocument30 pagesDepartment of Mechanical Engineering: Er. Nipesh RegmiRosina AdhikariPas encore d'évaluation
- PapernathazDocument26 pagesPapernathazAbelardo LapathaPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Design and Development of Organic Chemistry Module For College StudentsDocument6 pagesThe Design and Development of Organic Chemistry Module For College StudentsEight AlykPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- WRhine-Main-Danube CanalDocument6 pagesWRhine-Main-Danube CanalbillPas encore d'évaluation
- D2 1 PDFDocument148 pagesD2 1 PDFsubas khanalPas encore d'évaluation
- Guide: Daily ReferenceDocument8 pagesGuide: Daily ReferenceGalina TodorovaPas encore d'évaluation
- Monorail Hoist SystemDocument17 pagesMonorail Hoist SystemypatelsPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- December 2022 Issue: More Transparency, P S An R T e R o M, y C en Ar P P, y PDocument24 pagesDecember 2022 Issue: More Transparency, P S An R T e R o M, y C en Ar P P, y Pwpp8284Pas encore d'évaluation
- Ecological Building: Term Project For ME 599Document32 pagesEcological Building: Term Project For ME 599Junaid AnwarPas encore d'évaluation
- Planting Guide For Rice 1. Planning and BudgetingDocument4 pagesPlanting Guide For Rice 1. Planning and BudgetingBraiden ZachPas encore d'évaluation
- The Complete Guide To Installing The 44 Split Defense PDFDocument171 pagesThe Complete Guide To Installing The 44 Split Defense PDFsaid100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Tes - 29 October 2021 UserUploadNetDocument120 pagesTes - 29 October 2021 UserUploadNetTran Nhat QuangPas encore d'évaluation
- Nickel 200 201 PDFDocument20 pagesNickel 200 201 PDFwdavid81Pas encore d'évaluation
- 3 - 0 - D Copia403mfen 404mfen Smy113840 1Document253 pages3 - 0 - D Copia403mfen 404mfen Smy113840 1Serge MaciaPas encore d'évaluation
- Catalogue Colorants TextilesDocument5 pagesCatalogue Colorants TextilesAs Des As BenedictionPas encore d'évaluation
- Would You Like Eddy Current, Video & Strip Chart in One Portable Case?Document2 pagesWould You Like Eddy Current, Video & Strip Chart in One Portable Case?Daniel Jimenez MerayoPas encore d'évaluation
- Classical Mechanics MCQ GamecampuscoDocument3 pagesClassical Mechanics MCQ GamecampuscoFaryal TalibPas encore d'évaluation
- Standard CellDocument53 pagesStandard CellShwethPas encore d'évaluation
- 3.3 (B) Mole N MassDocument20 pages3.3 (B) Mole N MassFidree AzizPas encore d'évaluation
- Scriptcase MacrosDocument6 pagesScriptcase MacrosMeliana WangPas encore d'évaluation
- Cpa Review School of The Philippines: Related Psas: Psa 700, 710, 720, 560, 570, 600 and 620Document49 pagesCpa Review School of The Philippines: Related Psas: Psa 700, 710, 720, 560, 570, 600 and 620Jasmine LimPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Building Interactive AppsDocument17 pagesBuilding Interactive AppsJRoman OrtizPas encore d'évaluation
- Essay Writing TipsDocument4 pagesEssay Writing TipsSubhasish MitraPas encore d'évaluation
- Mechatronic ApplicationsDocument31 pagesMechatronic ApplicationsDevice SamsungPas encore d'évaluation
- Concept PaperDocument4 pagesConcept Paperjanet a. silosPas encore d'évaluation