Vous aimerez peut-être aussi
- Ultrasonidos: Nivel IID'EverandUltrasonidos: Nivel IIÉvaluation : 5 sur 5 étoiles5/5 (1)
- MapaCorrosionTiposCausasPrevencionDocument1 pageMapaCorrosionTiposCausasPrevencionYeison Fabian Fernández MarinPas encore d'évaluation
- Fuentes de luz y clasificación de tareas visualesDocument61 pagesFuentes de luz y clasificación de tareas visualesRicardo ColquePas encore d'évaluation
- Cálculos para El Alumbrado PúblicoDocument7 pagesCálculos para El Alumbrado PúblicoMargGarcía Yhwh es Amor VzlaPas encore d'évaluation
- U60 Edan B2BDocument8 pagesU60 Edan B2BEliseo RuizPas encore d'évaluation
- Resistencia A La Corrosion y Protección Del AluminioDocument2 pagesResistencia A La Corrosion y Protección Del AluminioPablo Alejandro Reinoso GrauPas encore d'évaluation
- Identificación de materiales a soldarDocument16 pagesIdentificación de materiales a soldarraul cabanillasPas encore d'évaluation
- Dimensionamiento Térmico de TablerosDocument5 pagesDimensionamiento Térmico de TablerosMurua MauroPas encore d'évaluation
- Antecedentes Transporte VerticalDocument7 pagesAntecedentes Transporte VerticalJosué OchoaPas encore d'évaluation
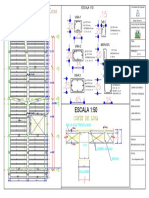
- Plano Losa DefinitivoDocument1 pagePlano Losa DefinitivoJorge BeltranPas encore d'évaluation
- Ejercicios - Ciencias de Los MaterialesDocument3 pagesEjercicios - Ciencias de Los MaterialesJosé Alberto MuñozPas encore d'évaluation
- Catálogo general de obra públicaDocument494 pagesCatálogo general de obra públicaisraelPas encore d'évaluation
- Isometrico HidraulicoDocument1 pageIsometrico Hidraulicosergio94100Pas encore d'évaluation
- Arribo y Evolución Del Movimiento Moderno en MéxicoDocument24 pagesArribo y Evolución Del Movimiento Moderno en MéxicoNely EllyPas encore d'évaluation
- Especificaciones Tecnicas Caci Figmmg-UnmsmaDocument8 pagesEspecificaciones Tecnicas Caci Figmmg-UnmsmaCarlos CuadrosPas encore d'évaluation
- Salon Musica FinalDocument1 pageSalon Musica FinalGabriel Medrano GuerreroPas encore d'évaluation
- Gabinetes PDFDocument1 pageGabinetes PDFEsteban Olarte RicoPas encore d'évaluation
- Tipos de Materiales de Una Instalación HidráulicaDocument3 pagesTipos de Materiales de Una Instalación HidráulicaDamian CFPas encore d'évaluation
- Cálculo de luminarias para quirófano, sala de recuperación y baño médicoDocument16 pagesCálculo de luminarias para quirófano, sala de recuperación y baño médicoAngel LopezPas encore d'évaluation
- Paneles Acusticos AbsorventesDocument12 pagesPaneles Acusticos AbsorventesTonny Kevinn Palomino VargasPas encore d'évaluation
- Requerimientos de Espacio en Un TallerDocument3 pagesRequerimientos de Espacio en Un TallerJeremy WinPas encore d'évaluation
- Ley Ambiental Del Distrito FederalDocument19 pagesLey Ambiental Del Distrito FederalMiriam Nichte HaPas encore d'évaluation
- Clasificación RevestimientosDocument8 pagesClasificación RevestimientosJohnny ValenciaPas encore d'évaluation
- Aireador de paletas triangulares brasileño de 2 HP para estanques de hasta 5.000 mDocument2 pagesAireador de paletas triangulares brasileño de 2 HP para estanques de hasta 5.000 malexPas encore d'évaluation
- Cupulas PDFDocument4 pagesCupulas PDFSeveriano Alvarez CruzPas encore d'évaluation
- Elementos químicos ordenados por radio atómicoDocument5 pagesElementos químicos ordenados por radio atómicoSairi Omar Tinoco OviedoPas encore d'évaluation
- Riesgo NTC 4552 - 2 - Iec 62305-2Document29 pagesRiesgo NTC 4552 - 2 - Iec 62305-2Ingenieria DyconPas encore d'évaluation
- Conexión y Equipamiento de Banco de MedidoresDocument7 pagesConexión y Equipamiento de Banco de MedidoresHEIDY HILARY MELENDEZ HUAMANCAYOPas encore d'évaluation
- (2022-A) Practica 11 Aleaciones MetálicasDocument5 pages(2022-A) Practica 11 Aleaciones MetálicasLILIANA KAREN IDME RAMOSPas encore d'évaluation
- Comex - Ficha Tecnica - Top WALLDocument4 pagesComex - Ficha Tecnica - Top WALLBackendPas encore d'évaluation
- Catálogo Oblak (Puertas)Document4 pagesCatálogo Oblak (Puertas)DianisgagoPas encore d'évaluation
- Func ultrason sens proxDocument10 pagesFunc ultrason sens proxitzaPas encore d'évaluation
- Catalogo lUMINARIAS SYLVANIADocument89 pagesCatalogo lUMINARIAS SYLVANIAdimecltda80% (5)
- Tipos de Canalizaciones ElectricasDocument11 pagesTipos de Canalizaciones ElectricasElvi GaHePas encore d'évaluation
- Dibujos IsométricosDocument3 pagesDibujos IsométricosRoselyn AlcantaraPas encore d'évaluation
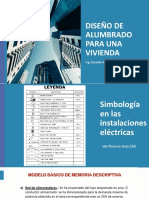
- Clase 8 - Diseño de Alumbrado para Una ViviendaDocument69 pagesClase 8 - Diseño de Alumbrado para Una ViviendaKarol GaticaPas encore d'évaluation
- 6.plano Del Área Administrativa PDFDocument1 page6.plano Del Área Administrativa PDFMaria Renee Quintanilla VidalPas encore d'évaluation
- Investigacion Documental de Los Materiales Ferrosos y Los No FerrososDocument21 pagesInvestigacion Documental de Los Materiales Ferrosos y Los No FerrososHernández MinchoPas encore d'évaluation
- Estructura metálica con mallaDocument1 pageEstructura metálica con mallaRaul SaenzPas encore d'évaluation
- Tipos de Pozos de VisitaDocument14 pagesTipos de Pozos de Visitaalejandro garciaPas encore d'évaluation
- Cuadro de Medidor MonofásicoDocument6 pagesCuadro de Medidor MonofásicoJonathan SmithPas encore d'évaluation
- Reglamento Bomberos Quito-RTQ2Document8 pagesReglamento Bomberos Quito-RTQ2MarthaGuijarroAltamiranoPas encore d'évaluation
- Ficha Tecnica Aluminio AW1050 - VACP PDFDocument1 pageFicha Tecnica Aluminio AW1050 - VACP PDFUriel Garduño BustamantePas encore d'évaluation
- Cálculo iluminación interior exteriorDocument26 pagesCálculo iluminación interior exteriorJimmy Pablo Mendoza PelaezPas encore d'évaluation
- Historia critica de la arquitectura 3 resúmenesDocument46 pagesHistoria critica de la arquitectura 3 resúmenesvictorPas encore d'évaluation
- Catálogo de EspecificacionesDocument14 pagesCatálogo de EspecificacionesLuis ReyesPas encore d'évaluation
- Memoria Ventilacion MecanicaDocument5 pagesMemoria Ventilacion MecanicaRuben CalcinaPas encore d'évaluation
- Memoria Descriptiva HospitalDocument29 pagesMemoria Descriptiva HospitalH Bernabe TorresPas encore d'évaluation
- F-DC-26 Cronograma de Residencias ProfesionalesDocument1 pageF-DC-26 Cronograma de Residencias ProfesionalesRH Angie IvonnePas encore d'évaluation
- Calculo de IluminacionDocument16 pagesCalculo de IluminacionDANIEL ALEJANDRO SANCHEZ BOTIA100% (1)
- Memoria Descriptiva Equipamiento y MobiliarioDocument9 pagesMemoria Descriptiva Equipamiento y MobiliarioNicole HuaytallaPas encore d'évaluation
- Hoja de Calculo Precios UnitariosDocument2 pagesHoja de Calculo Precios UnitariosOrlando da SilvaPas encore d'évaluation
- Wallace Clement SabineDocument8 pagesWallace Clement SabineLeo VallePas encore d'évaluation
- Especificaciones Técnicas UMA PDFDocument1 pageEspecificaciones Técnicas UMA PDFventas.juguetes9Pas encore d'évaluation
- Practica Calculo de Iluminacion (Semana 13)Document4 pagesPractica Calculo de Iluminacion (Semana 13)Miguel FigueroaPas encore d'évaluation
- Diagnóstico EstructuralDocument12 pagesDiagnóstico EstructuralMabel Andrea Montalba LealPas encore d'évaluation
- ENSAYOS-NO-DESTRUCTIVOS Parte 2 PDFDocument28 pagesENSAYOS-NO-DESTRUCTIVOS Parte 2 PDFJose Montero SaavedraPas encore d'évaluation
- Ensayos No DestructivosDocument16 pagesEnsayos No DestructivosLiz Mansilla LucasPas encore d'évaluation
- Rayos XDocument13 pagesRayos XfilibertoPas encore d'évaluation
- Ensayo de Rayos XDocument10 pagesEnsayo de Rayos XSergio Ramiro Gonzales Aguilar0% (1)
- Fe03 0000409 PDFDocument1 pageFe03 0000409 PDFJorge Donaires BuizaPas encore d'évaluation
- Reactiva PerúDocument7 pagesReactiva PerúJorge Donaires BuizaPas encore d'évaluation
- Menu Del DiaDocument1 pageMenu Del DiaalexscraftPas encore d'évaluation
- Documento 1Document1 pageDocumento 1Jorge Donaires BuizaPas encore d'évaluation
- MaqInd1 - 1er Ex - 20FDocument1 pageMaqInd1 - 1er Ex - 20FJorge Donaires BuizaPas encore d'évaluation
- Ensayo de La Calidad EducativaDocument3 pagesEnsayo de La Calidad EducativaJorge Donaires Buiza0% (1)
- GECAECFO005V02Document1 pageGECAECFO005V02Jorge Donaires BuizaPas encore d'évaluation
- 08 - Gracias Cristo PDFDocument2 pages08 - Gracias Cristo PDFJorge Donaires BuizaPas encore d'évaluation
- Alimentacion y SaludDocument7 pagesAlimentacion y SaludBrandito MPPas encore d'évaluation
- Menus Semanales Equilibrados (Senc)Document11 pagesMenus Semanales Equilibrados (Senc)Gonzalo Crespo100% (2)
- Análisis Rompecabezas de La TemperaturaDocument1 pageAnálisis Rompecabezas de La TemperaturaJorge Donaires BuizaPas encore d'évaluation
- Tarjeta BDocument1 pageTarjeta BJorge Donaires BuizaPas encore d'évaluation
- Quisca PDFDocument20 pagesQuisca PDFdanukem15Pas encore d'évaluation
- Auditoria No 01 La PacchaDocument12 pagesAuditoria No 01 La PacchaJorge Donaires BuizaPas encore d'évaluation
- Pad 2013 B BlancoDocument3 pagesPad 2013 B BlancoBruno AguilarPas encore d'évaluation
- AWS D1.1. Cap 6 (Arg.)Document64 pagesAWS D1.1. Cap 6 (Arg.)Joaquinillo TreviñoPas encore d'évaluation
- Inspección por líquidos penetrantes ASMEDocument7 pagesInspección por líquidos penetrantes ASMEManuel Salvador Rodriguez Garcia100% (6)
- Tornillo Autoperforante Cab - Hex. C/Gol - Goma: Ficha TecnicaDocument1 pageTornillo Autoperforante Cab - Hex. C/Gol - Goma: Ficha TecnicaJorge Donaires Buiza100% (2)
- Inspección por líquidos penetrantes ASMEDocument7 pagesInspección por líquidos penetrantes ASMEManuel Salvador Rodriguez Garcia100% (6)
- Mensaje 29 04Document1 pageMensaje 29 04Jorge Donaires BuizaPas encore d'évaluation
- Diseño de Malla Especificaciones TécnicasDocument11 pagesDiseño de Malla Especificaciones TécnicasJorge Donaires BuizaPas encore d'évaluation
- Oh You BringDocument2 pagesOh You BringJorge Donaires BuizaPas encore d'évaluation
- BEAUTIFUL EXCHANGE - Spanish Official TranslationDocument2 pagesBEAUTIFUL EXCHANGE - Spanish Official TranslationrobertquintanaPas encore d'évaluation
- Gestion 17-04-2013Document32 pagesGestion 17-04-2013Jorge Donaires BuizaPas encore d'évaluation
- Our God Is Love - SpanishDocument2 pagesOur God Is Love - SpanishJorge Donaires BuizaPas encore d'évaluation
- Acorde AbiertoDocument2 pagesAcorde AbiertoJorge Donaires BuizaPas encore d'évaluation
- Estado vs. MercadoDocument14 pagesEstado vs. MercadoJorge Donaires BuizaPas encore d'évaluation
- Fisicoquimica de los alimentos: reacciones gaseosas y cálculos termodinámicosDocument5 pagesFisicoquimica de los alimentos: reacciones gaseosas y cálculos termodinámicosaprendiz35Pas encore d'évaluation
- Guía EPS informes 30 reglasDocument5 pagesGuía EPS informes 30 reglasNoe AguilarPas encore d'évaluation
- Medidas Básicas en El Laboratorio Parte 1Document3 pagesMedidas Básicas en El Laboratorio Parte 1Manuel RosasPas encore d'évaluation
- Falla CochabambaDocument6 pagesFalla CochabambahugogalindoPas encore d'évaluation
- Bienes para LaboratorioDocument3 pagesBienes para LaboratorioEl chespy y sus amigos.Pas encore d'évaluation
- Consumir Un Web Service NuSOAP en Android Usando KSOAP2Document3 pagesConsumir Un Web Service NuSOAP en Android Usando KSOAP2César Cuauhtémoc Salazar GonzálezPas encore d'évaluation
- GemcitabinaDocument24 pagesGemcitabinapaola ivette gonzalez morenoPas encore d'évaluation
- Guia 1° Medio OidoDocument10 pagesGuia 1° Medio OidoCarlosArnoldoManzanoAvelloPas encore d'évaluation
- Sulfhidrato de Sodio EscDocument9 pagesSulfhidrato de Sodio EscLilia Zamora RaicoPas encore d'évaluation
- Ciclo Menstrual y Desarrollo EmbrionarioDocument12 pagesCiclo Menstrual y Desarrollo EmbrionarioRodriguez JuanitaPas encore d'évaluation
- Bono para Docentes Jubilados (Bono Docente)Document3 pagesBono para Docentes Jubilados (Bono Docente)Margarita Maturana VeraPas encore d'évaluation
- Contrato de servicios de decoración y arrendamiento para evento socialDocument5 pagesContrato de servicios de decoración y arrendamiento para evento socialMorales Cordoba Roberthito De La MoraPas encore d'évaluation
- Pets-Ssoma-Conexionado de Cables de Fuerza y Control en Equipos y Tableros Electricos Existentes 1Document5 pagesPets-Ssoma-Conexionado de Cables de Fuerza y Control en Equipos y Tableros Electricos Existentes 1Mercy CarriónPas encore d'évaluation
- Equipo mando automático Mi-171ShDocument760 pagesEquipo mando automático Mi-171ShBrayhan Alexander Palomino100% (1)
- Ejercicios Diseño AntisismicoDocument4 pagesEjercicios Diseño AntisismicoraulpumacahuaPas encore d'évaluation
- Introducción Al PROMODELDocument36 pagesIntroducción Al PROMODELhectorsimula100% (3)
- Universidad Nacional de CajamarcaDocument99 pagesUniversidad Nacional de CajamarcaAndrés MedinaPas encore d'évaluation
- Returns by Year: Stocks, Bonds, Bills 1928-2016Document37 pagesReturns by Year: Stocks, Bonds, Bills 1928-2016Natalia Soler CifuentesPas encore d'évaluation
- Enfermeria TecnicaDocument1 pageEnfermeria TecnicaCesar FarroPas encore d'évaluation
- Modelo de Gestion Tactico Operativo PDFDocument77 pagesModelo de Gestion Tactico Operativo PDFJhonatanfaim UncpPas encore d'évaluation
- Ventajas y Desventajas Del Concreto ReforzadoDocument3 pagesVentajas y Desventajas Del Concreto ReforzadoAriel plutarco cardoso herreraPas encore d'évaluation
- Masticacion Clinica de NiñoDocument18 pagesMasticacion Clinica de NiñoBibi MolePas encore d'évaluation
- Manual Supervivencia EscolarDocument20 pagesManual Supervivencia EscolarJirfunsote PayudoPas encore d'évaluation
- 006 SlutDocument3 pages006 SlutMarcelo Enrique Delgado Guzman100% (1)
- Los Juegos Tradicionales PresentacionDocument29 pagesLos Juegos Tradicionales PresentacionRocioEscobarPas encore d'évaluation
- Instalación de zócalos de vinílico flexible en hospitalDocument2 pagesInstalación de zócalos de vinílico flexible en hospitaldeyvisPas encore d'évaluation
- CV - Carlos FloresDocument3 pagesCV - Carlos FloresJheyse FlorezPas encore d'évaluation
- Órgano Judicial Comparación Entre Gobiernos DiapositivasDocument10 pagesÓrgano Judicial Comparación Entre Gobiernos DiapositivasVanelizRodríguezPas encore d'évaluation
- Modelos para La Toma de DecisionesDocument24 pagesModelos para La Toma de DecisionesFreddy Huayta MezaPas encore d'évaluation