Vous aimerez peut-être aussi
- Black Soldier Fly Larvae ManualDocument14 pagesBlack Soldier Fly Larvae ManualLeonardo Shibata100% (1)
- Hydrolysis To HydrolysateDocument2 pagesHydrolysis To Hydrolysatemkopru100% (1)
- Blackhead Disease: Navigation SearchDocument8 pagesBlackhead Disease: Navigation SearchSUTHANPas encore d'évaluation
- Herbal Abortifacient Drugs A ReviewDocument6 pagesHerbal Abortifacient Drugs A Reviewyogesh ushirPas encore d'évaluation
- Stroke RecoveryDocument20 pagesStroke RecoveryVanessa SnowPas encore d'évaluation
- Mechanic CV TemplateDocument2 pagesMechanic CV Templateasmaa brkPas encore d'évaluation
- Analysis of Grape and WineDocument116 pagesAnalysis of Grape and WineElenaTrofimPas encore d'évaluation
- Success On The Wards 2007Document32 pagesSuccess On The Wards 2007mnPas encore d'évaluation
- General Freezer Training Session OverviewDocument50 pagesGeneral Freezer Training Session OverviewDay StefanAticPas encore d'évaluation
- AerosolsDocument29 pagesAerosolsShyam BihadePas encore d'évaluation
- Plant-Based Yoghurt-Style Products: White PaperDocument24 pagesPlant-Based Yoghurt-Style Products: White PaperЕлена КоваленкоPas encore d'évaluation
- Microbiological Spoilage Foods Beverages CompendiumDocument1 pageMicrobiological Spoilage Foods Beverages CompendiumDavid Stiven RPas encore d'évaluation
- Vitamin C retention in orange juice productionDocument12 pagesVitamin C retention in orange juice productionLeonardo SouzaPas encore d'évaluation
- Niro Milk Powder Technology Book TOC PDFDocument337 pagesNiro Milk Powder Technology Book TOC PDFOmkar SutarPas encore d'évaluation
- Iveco F4ge PDFDocument142 pagesIveco F4ge PDFHandy Lee67% (3)
- Chewing Gum - 3Document21 pagesChewing Gum - 3Siswand BIn Mohd Ali100% (1)
- Figure 2: Hydrolysis of Sucrose (Averill & Eldredge, 2013)Document5 pagesFigure 2: Hydrolysis of Sucrose (Averill & Eldredge, 2013)Hafiidz MalekPas encore d'évaluation
- Boge Screw UsaDocument40 pagesBoge Screw UsaAir Repair, LLC100% (1)
- Migration From MAterials in Contact With Food StuffsDocument32 pagesMigration From MAterials in Contact With Food Stuffsmohd shahrukhPas encore d'évaluation
- Indusdrial Visit in SSP PVT LTD FaridabadDocument16 pagesIndusdrial Visit in SSP PVT LTD FaridabadkedarnathvishwakarmaPas encore d'évaluation
- Fabrication and Installation of Vertical Steel Pressure ShaftDocument23 pagesFabrication and Installation of Vertical Steel Pressure ShaftPasan RajasinghePas encore d'évaluation
- Coker UnitDocument15 pagesCoker UnitAhmed YousryPas encore d'évaluation
- Chemistry CaffeineDocument7 pagesChemistry CaffeineTaher ElBarbaryPas encore d'évaluation
- Milk Composition and Health BenefitsDocument35 pagesMilk Composition and Health BenefitsBorja Bueno GarciaPas encore d'évaluation
- Freeze Drying / Lyophilization: Professor A B M FaroqueDocument19 pagesFreeze Drying / Lyophilization: Professor A B M FaroqueSudipta MandolPas encore d'évaluation
- FREEZE DRYING OF BIOPHARMACEUTICALSDocument20 pagesFREEZE DRYING OF BIOPHARMACEUTICALSDONA JOJOPas encore d'évaluation
- Oatly Environmental Metric SystemDocument46 pagesOatly Environmental Metric Systemmehvesdila.durmazPas encore d'évaluation
- Particles Fibres Pulp WhitepaperDocument11 pagesParticles Fibres Pulp WhitepaperGorack ShirsathPas encore d'évaluation
- GEA Niro - Ebook - Milk Powder Technology UKpdfDocument301 pagesGEA Niro - Ebook - Milk Powder Technology UKpdfNeda AarabiPas encore d'évaluation
- Tetra Pak Pasteurizer D BaseDocument4 pagesTetra Pak Pasteurizer D BaseDorina CotoarăPas encore d'évaluation
- Fdocuments - in Apv Dairy Technology 01 2003Document127 pagesFdocuments - in Apv Dairy Technology 01 2003Elif UsluPas encore d'évaluation
- Ehedg Doc 04 e 1993Document12 pagesEhedg Doc 04 e 1993riza ayu putriPas encore d'évaluation
- Material Engleza CatinaDocument262 pagesMaterial Engleza CatinaIulia AlexandraPas encore d'évaluation
- Design Principles For Equipment and Process Areas For Aseptic Food ManufacturingDocument14 pagesDesign Principles For Equipment and Process Areas For Aseptic Food ManufacturingKevin Cornejo100% (1)
- Emerging Dairy Processing Technologies: Opportunities for the Dairy IndustryD'EverandEmerging Dairy Processing Technologies: Opportunities for the Dairy IndustryPas encore d'évaluation
- Troubleshooting Milk Flavor Problems - Dairy Cattle Nutrition - Penn State ExtensionDocument7 pagesTroubleshooting Milk Flavor Problems - Dairy Cattle Nutrition - Penn State ExtensionCostaEdvaldoPas encore d'évaluation
- Pasteur IzerDocument12 pagesPasteur Izerkhaoula100% (1)
- WHEY PROCESSING - Utilization and ProductsDocument7 pagesWHEY PROCESSING - Utilization and ProductsEduar Moreno LondoñoPas encore d'évaluation
- Bakery Industry Conveyor and Processing Belts: Habasit - Solutions in MotionDocument20 pagesBakery Industry Conveyor and Processing Belts: Habasit - Solutions in MotionMarlonPas encore d'évaluation
- Designing A Lactose Crystallization Process Based On Dynamic Metastable LimitDocument13 pagesDesigning A Lactose Crystallization Process Based On Dynamic Metastable LimitGian VillafvertePas encore d'évaluation
- Processing of MilkDocument36 pagesProcessing of MilkSam ScariaPas encore d'évaluation
- Milk PasteurizationDocument2 pagesMilk PasteurizationbhuniakanishkaPas encore d'évaluation
- UfDocument29 pagesUfsainzb83Pas encore d'évaluation
- Production of Instant Soymilk Powders by Ultra Ltration, SprayDocument12 pagesProduction of Instant Soymilk Powders by Ultra Ltration, SprayNguyễn Quang100% (2)
- Taye Teachingh PractiseDocument9 pagesTaye Teachingh Practisetsegaye atnafuPas encore d'évaluation
- Pd10016 Tetra Therm Lacta 1Document4 pagesPd10016 Tetra Therm Lacta 1Omar ArguelloPas encore d'évaluation
- Butter History and Processing: A Concise GuideDocument17 pagesButter History and Processing: A Concise GuideMehreenjabeenPas encore d'évaluation
- Dissolution Media Deaeration TechniquesDocument3 pagesDissolution Media Deaeration Techniquessmallik3Pas encore d'évaluation
- Vivapur MCC Spheres GB 1009Document4 pagesVivapur MCC Spheres GB 1009drantistPas encore d'évaluation
- Butler - Selfheating Cooling PackagingDocument5 pagesButler - Selfheating Cooling PackagingBagus Dwi UtamaPas encore d'évaluation
- Dynafluid (Ficha SXS)Document4 pagesDynafluid (Ficha SXS)Nz CaPas encore d'évaluation
- Sop Phenol Sulphuric Acid AssayDocument3 pagesSop Phenol Sulphuric Acid AssayChe Nabila HanapiPas encore d'évaluation
- Kostic 1997Document3 pagesKostic 1997Dimas RahadianPas encore d'évaluation
- Defect in Evaporated and Condensed MilkDocument4 pagesDefect in Evaporated and Condensed MilkSai NalkarPas encore d'évaluation
- Final Report Group 6Document180 pagesFinal Report Group 6Ahmad Faisal100% (2)
- Foam Control AgentsDocument1 pageFoam Control AgentsjawaidchemicalsPas encore d'évaluation
- Detection and Enumeration of Salmonella and Pseudomonas Aeruginosa from Water SamplesDocument10 pagesDetection and Enumeration of Salmonella and Pseudomonas Aeruginosa from Water SamplesgiuseppegnrPas encore d'évaluation
- Overview EHEDG Guidelines by Topics 2018 04Document3 pagesOverview EHEDG Guidelines by Topics 2018 04cahyaniPas encore d'évaluation
- VB Citricacid Technology enDocument6 pagesVB Citricacid Technology enGospodin RajkovićPas encore d'évaluation
- MILENA-OLGA gasification technology for biomass conversion to SNG and powerDocument23 pagesMILENA-OLGA gasification technology for biomass conversion to SNG and powerRobin ZwartPas encore d'évaluation
- 10.CPGSymposium GEADocument21 pages10.CPGSymposium GEAAhmet MetinPas encore d'évaluation
- HACCP-UF White Cheese ProductionDocument8 pagesHACCP-UF White Cheese ProductionOzlem MepPas encore d'évaluation
- AIB Consolidated Standards - International Food Safety and Quality NetworkDocument3 pagesAIB Consolidated Standards - International Food Safety and Quality NetworkChrisaPas encore d'évaluation
- Product Sheet: Alcalase Food GradeDocument5 pagesProduct Sheet: Alcalase Food GradeAntonio Deharo BailonPas encore d'évaluation
- Modulated drug release from spray dried mupirocin calcium microparticlesDocument14 pagesModulated drug release from spray dried mupirocin calcium microparticleskunalprabhu148Pas encore d'évaluation
- Sugar Cane JuiceDocument5 pagesSugar Cane Juices.sabapathyPas encore d'évaluation
- Acrylamide Reduction in Bakery ProductsDocument13 pagesAcrylamide Reduction in Bakery ProductsClaudia BarrigaPas encore d'évaluation
- Yeast TechnologyDocument6 pagesYeast TechnologyMohamed Tarek KamarPas encore d'évaluation
- Membralox Installation Procedures - 05-2008 PDFDocument76 pagesMembralox Installation Procedures - 05-2008 PDFChalut YvesPas encore d'évaluation
- Fermentation Technology Chapter I II III IVDocument42 pagesFermentation Technology Chapter I II III IVPuvenez TamalantanPas encore d'évaluation
- Thyroid Hormones & DrugsDocument51 pagesThyroid Hormones & DrugsSUTHANPas encore d'évaluation
- Acute Lymphoid Leukemia (ALL) Develops Rapidly. The Symptoms Include AnemiaDocument5 pagesAcute Lymphoid Leukemia (ALL) Develops Rapidly. The Symptoms Include AnemiaSUTHANPas encore d'évaluation
- Brief Introduction To Protozoan Diseases of PoultryDocument5 pagesBrief Introduction To Protozoan Diseases of Poultrykarki Keadr Dr100% (4)
- Vertebrate EarDocument3 pagesVertebrate EarSUTHANPas encore d'évaluation
- Preventing Black Head DiseaseDocument2 pagesPreventing Black Head DiseaseSUTHANPas encore d'évaluation
- Common Poultry DiseasesDocument20 pagesCommon Poultry DiseasesSUTHAN100% (3)
- Control of Blackhead Disease (Histomoniasis)Document8 pagesControl of Blackhead Disease (Histomoniasis)SUTHANPas encore d'évaluation
- Mareks DiseaseDocument2 pagesMareks DiseaseSUTHAN100% (1)
- Swine FLUDocument15 pagesSwine FLUSUTHANPas encore d'évaluation
- Marek's Disease: Navigation SearchDocument18 pagesMarek's Disease: Navigation SearchSUTHANPas encore d'évaluation
- Black Head DiseaseDocument4 pagesBlack Head DiseaseSUTHANPas encore d'évaluation
- Who Mono 33Document7 pagesWho Mono 33SUTHANPas encore d'évaluation
- MG 3Document2 pagesMG 3SUTHANPas encore d'évaluation
- Pro Bio TicsDocument11 pagesPro Bio TicsSUTHANPas encore d'évaluation
- Disease Transmitted Through MilkDocument12 pagesDisease Transmitted Through MilkSUTHAN100% (9)
- RhabdoviridaeDocument3 pagesRhabdoviridaeSUTHANPas encore d'évaluation
- Water in MilkDocument2 pagesWater in MilkSUTHANPas encore d'évaluation
- Virus Structural CharacteristicsDocument2 pagesVirus Structural CharacteristicsSUTHANPas encore d'évaluation
- Antibiotic ResiduesDocument14 pagesAntibiotic ResiduesSUTHANPas encore d'évaluation
- BACTERIOSINDocument8 pagesBACTERIOSINSUTHANPas encore d'évaluation
- RNA VirusDocument5 pagesRNA VirusSUTHANPas encore d'évaluation
- RespiratoryDocument28 pagesRespiratorySUTHANPas encore d'évaluation
- Abnormal FlavorDocument9 pagesAbnormal FlavorSUTHAN100% (1)
- Virus DiseasesDocument2 pagesVirus DiseasesSUTHANPas encore d'évaluation
- SARS CoronavirusDocument2 pagesSARS CoronavirusSUTHANPas encore d'évaluation
- TestsDocument38 pagesTestsSUTHANPas encore d'évaluation
- PRIONDocument7 pagesPRIONSUTHANPas encore d'évaluation
- Pi Corn A VirusDocument4 pagesPi Corn A VirusSUTHANPas encore d'évaluation
- Quality and Functionality of Excipients-Art (Alumnos-S) PDFDocument14 pagesQuality and Functionality of Excipients-Art (Alumnos-S) PDFLaura PerezPas encore d'évaluation
- Nutritional Profile of Ube Yam: High in Fiber, Vitamin C & AnthocyaninsDocument3 pagesNutritional Profile of Ube Yam: High in Fiber, Vitamin C & AnthocyaninsMc SuanPas encore d'évaluation
- Vitamin D DeficinyDocument11 pagesVitamin D DeficinyسالمPas encore d'évaluation
- Isoflurane, Sevoflurane and AnestesiDocument124 pagesIsoflurane, Sevoflurane and Anestesizidni fatayanPas encore d'évaluation
- Samsung Un40c5000 Un46c5000 QF Chassis N98aDocument114 pagesSamsung Un40c5000 Un46c5000 QF Chassis N98ajosue otonielPas encore d'évaluation
- The Evolution of FungiDocument15 pagesThe Evolution of Fungi2010eon2010Pas encore d'évaluation
- Anthropometric Measurements Options For Identifying Low Birth Weight Newborns in Kumasi, GhanaDocument9 pagesAnthropometric Measurements Options For Identifying Low Birth Weight Newborns in Kumasi, GhanaDani KusumaPas encore d'évaluation
- Mind Map Burn & BleedingDocument2 pagesMind Map Burn & BleedingUlfia KhoirinnissaPas encore d'évaluation
- MEMBERS AREA IndexDocument13 pagesMEMBERS AREA IndexshahidsarkPas encore d'évaluation
- What It Tests? Question Types Duration How To Prepare?: Ashoka Aptitude Test - Cambridge Thinking Skills Assessment (TSA)Document15 pagesWhat It Tests? Question Types Duration How To Prepare?: Ashoka Aptitude Test - Cambridge Thinking Skills Assessment (TSA)keerthanaPas encore d'évaluation
- The Human Excretory System: A 40-Character GuideDocument3 pagesThe Human Excretory System: A 40-Character GuideMelvel John Nobleza AmarilloPas encore d'évaluation
- Adapted Sports & Recreation 2015: The FCPS Parent Resource CenterDocument31 pagesAdapted Sports & Recreation 2015: The FCPS Parent Resource CenterkirthanasriPas encore d'évaluation
- Epreuve LV 2 Anglais Premiere L Composition 2e Semestre 2023Document2 pagesEpreuve LV 2 Anglais Premiere L Composition 2e Semestre 2023Thierno ousmane DialloPas encore d'évaluation
- Courses at NeevDocument10 pagesCourses at NeevDr Mohan SavadePas encore d'évaluation
- English Dept Guidebook: Grammar & Exercises for Level 4Document57 pagesEnglish Dept Guidebook: Grammar & Exercises for Level 4KIngLyonLuis100% (1)
- SBR2018 - AbstractsDocument115 pagesSBR2018 - AbstractsGustavo ResendePas encore d'évaluation
- 22Document22 pages22vanhau24Pas encore d'évaluation
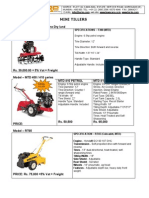
- Optimize soil preparation with a versatile mini tillerDocument2 pagesOptimize soil preparation with a versatile mini tillerRickson Viahul Rayan C100% (1)
- Ethics Zoo EssayDocument2 pagesEthics Zoo EssayChanel SalinasPas encore d'évaluation
- Makalah Silverius Simatupang A24050072Document5 pagesMakalah Silverius Simatupang A24050072Maul MaulanaPas encore d'évaluation
- Observations of Children's Interactions With Teachers, PeersDocument25 pagesObservations of Children's Interactions With Teachers, PeersMazlinaPas encore d'évaluation