Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- CH 8 Slides M PDFDocument96 pagesCH 8 Slides M PDFAnkit NayakPas encore d'évaluation
- Oxygen Sensors Operation & Testing PPTDocument76 pagesOxygen Sensors Operation & Testing PPTAnkit Nayak100% (1)
- Bhavishya PuranDocument448 pagesBhavishya Puranapi-286236152Pas encore d'évaluation
- 11 ReliabilityDocument21 pages11 ReliabilityAnkit NayakPas encore d'évaluation
- Tool Life & Tool Wear PPT by Ankit & VikramDocument23 pagesTool Life & Tool Wear PPT by Ankit & VikramAnkit Nayak100% (5)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- TOYDIY 4in1 User Guide200706Document78 pagesTOYDIY 4in1 User Guide200706everestoPas encore d'évaluation
- ResinWorks3D CCW EasyCast HDDocument2 pagesResinWorks3D CCW EasyCast HDLuis BentzPas encore d'évaluation
- Dassault Systemes Case StudyDocument4 pagesDassault Systemes Case StudyNguyen Van LyPas encore d'évaluation
- 3D Printing: A Seminar Report OnDocument19 pages3D Printing: A Seminar Report OnSidharth MethrePas encore d'évaluation
- Design of A Manual Juice Extractor of Soft FruitsDocument78 pagesDesign of A Manual Juice Extractor of Soft FruitsHasrin TsaminPas encore d'évaluation
- 3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationDocument8 pages3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationBryanda ReyesPas encore d'évaluation
- Silicone Molding: Post-Processing Guide Part 1Document17 pagesSilicone Molding: Post-Processing Guide Part 1Studiorum GrafikPas encore d'évaluation
- Microfluidics Project Report IDocument25 pagesMicrofluidics Project Report IFARHAN SHAJAHANPas encore d'évaluation
- SMAS - Paper - Negative - Stiffness HoneycombDocument23 pagesSMAS - Paper - Negative - Stiffness Honeycombraniya.zouaghiPas encore d'évaluation
- App 3DPDocument130 pagesApp 3DPvaibhavPas encore d'évaluation
- Open Elelctive SyllabusDocument34 pagesOpen Elelctive Syllabusprem kumarPas encore d'évaluation
- MiniFactory Ultra 2 User Manual v1.0Document65 pagesMiniFactory Ultra 2 User Manual v1.0yuri.mariottiPas encore d'évaluation
- ATF PMF - Additive Manufacturing (3D Printing) Quick Reference GuideDocument3 pagesATF PMF - Additive Manufacturing (3D Printing) Quick Reference GuidearamisPas encore d'évaluation
- A Cost-Effective Approach For Rapid Manufacturing Wax InjectionDocument7 pagesA Cost-Effective Approach For Rapid Manufacturing Wax InjectionHuy Nguyễn Võ XuânPas encore d'évaluation
- Additive ManufacturingDocument13 pagesAdditive ManufacturingPrajwal ChatraPas encore d'évaluation
- Jindal2021 Article 3DPrintedCompositeMaterialsForDocument19 pagesJindal2021 Article 3DPrintedCompositeMaterialsForabhishek thotePas encore d'évaluation
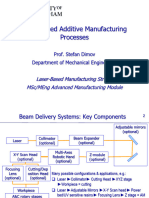
- Laser-Based Additive Manufacturing Processes v.1Document54 pagesLaser-Based Additive Manufacturing Processes v.1charliek500Pas encore d'évaluation
- LighthouseDocument472 pagesLighthousemihaid_5Pas encore d'évaluation
- GR 10 Olev Exam Notes & Questions by Harshvardhan Sir Computer Science Cie IgcseDocument39 pagesGR 10 Olev Exam Notes & Questions by Harshvardhan Sir Computer Science Cie IgcseAala SolihPas encore d'évaluation
- Assignment 4 - EntrepreneurshipDocument15 pagesAssignment 4 - Entrepreneurshipapi-320742374Pas encore d'évaluation
- EDU Detailed Drawings Exercises 2017 PDFDocument51 pagesEDU Detailed Drawings Exercises 2017 PDFTheZsooltiPas encore d'évaluation
- Technology Vision 2035Document36 pagesTechnology Vision 2035Tanuj BaraiPas encore d'évaluation
- Manual - AR2 Robot Arm AssemblyDocument68 pagesManual - AR2 Robot Arm AssemblyDreyer1416100% (1)
- Strategic Patent Analysis ReportDocument21 pagesStrategic Patent Analysis ReportNPas encore d'évaluation
- RMP MCQDocument10 pagesRMP MCQJITENDRA BISWALPas encore d'évaluation
- Geopolymer Cement-Based 3D Printing Concrete TechnologyDocument39 pagesGeopolymer Cement-Based 3D Printing Concrete Technologymanju bhargavPas encore d'évaluation
- LK4 ProDocument46 pagesLK4 ProРуслан БагаутдиновPas encore d'évaluation
- Tescoma Case Study PDFDocument2 pagesTescoma Case Study PDFsapiencecorpPas encore d'évaluation
- To Create A Flattened View of A 3D ModelDocument10 pagesTo Create A Flattened View of A 3D ModelAnonymous dSFbLxc9Pas encore d'évaluation