Vous aimerez peut-être aussi
- ML For Dummies TotalDocument167 pagesML For Dummies TotalNataša ZekaPas encore d'évaluation
- Brochure - Electrical Insulating PapersDocument28 pagesBrochure - Electrical Insulating Papersbpd21Pas encore d'évaluation
- N810-Service ManualDocument50 pagesN810-Service ManualCristian BobaruPas encore d'évaluation
- S3 E Cold Rolling Mills Strip Processing Lines PDFDocument106 pagesS3 E Cold Rolling Mills Strip Processing Lines PDFShashank Saxena100% (1)
- Test ListDocument1 pageTest ListSoilwork86Pas encore d'évaluation
- Laminator Mod - PCB Toner Transfer From ParchmentDocument7 pagesLaminator Mod - PCB Toner Transfer From Parchmentvali29Pas encore d'évaluation
- TC11 - EN CardingDocument58 pagesTC11 - EN CardingBhargav Suvagiya100% (1)
- Minimization of The Casting Defects Using Taguchi's MethodDocument5 pagesMinimization of The Casting Defects Using Taguchi's MethodinventionjournalsPas encore d'évaluation
- Technical Spinning and Flow FormingDocument59 pagesTechnical Spinning and Flow FormingGatyo GatevPas encore d'évaluation
- PFMEA Solder Paste Printing 03 Sept 2016 (Zul)Document129 pagesPFMEA Solder Paste Printing 03 Sept 2016 (Zul)Sisma Pratama Arum PutriPas encore d'évaluation
- Menges CrowningDocument8 pagesMenges CrowningTarun GuptaPas encore d'évaluation
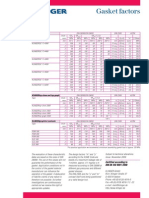
- Klinger - Gasket FactorsDocument4 pagesKlinger - Gasket FactorsFelip PrietoPas encore d'évaluation
- 02 User Manual enDocument155 pages02 User Manual enHsneezaHasan100% (3)
- Study of Feasibility of Six Sigma Implementation in A Manufacturing Industry: A Case StudyDocument5 pagesStudy of Feasibility of Six Sigma Implementation in A Manufacturing Industry: A Case StudyThasarathan RavichandranPas encore d'évaluation
- En1170-5 1997Document4 pagesEn1170-5 1997Abdullah Talha TuranPas encore d'évaluation
- Bulk WeighersDocument8 pagesBulk Weigherskingathur26681Pas encore d'évaluation
- Catalogo Chiller Trane CGAD Cg-prc002e-En - 07012012Document38 pagesCatalogo Chiller Trane CGAD Cg-prc002e-En - 07012012Leandro P SilvaPas encore d'évaluation
- Exothermic Welding System: in This SectionDocument66 pagesExothermic Welding System: in This Sectionالمهندس مصطفى عبد المجيدPas encore d'évaluation
- 049 FrankDocument12 pages049 FrankMaroknightPas encore d'évaluation
- Arduino 16x2LCD 5vDocument28 pagesArduino 16x2LCD 5vKing TranPas encore d'évaluation
- Sayboltm ApplicationNote PDFDocument10 pagesSayboltm ApplicationNote PDFJose HuertaPas encore d'évaluation
- Assighnment:-4: Submitted To: Submitted BY: Respected Varun Katoch Sandeep Singh RE3801b53 CAP 212Document10 pagesAssighnment:-4: Submitted To: Submitted BY: Respected Varun Katoch Sandeep Singh RE3801b53 CAP 212Ankur SinghPas encore d'évaluation
- Element TL4 TX4 E, M Mar 05 02Document2 pagesElement TL4 TX4 E, M Mar 05 02Manuel CarvalloPas encore d'évaluation
- Impressor BarcolDocument8 pagesImpressor BarcolMarco CortésPas encore d'évaluation
- Manuflo MES LCD5Document3 pagesManuflo MES LCD5ابزار دقیقPas encore d'évaluation
- Upvc Pipe FittingDocument38 pagesUpvc Pipe FittingRiyas UdheenPas encore d'évaluation
- Capacity Curing Management of Continuous Centrifugal MachinesDocument42 pagesCapacity Curing Management of Continuous Centrifugal MachinesArun GuptaPas encore d'évaluation
- Manual - CRT-GYR-1730-08Document28 pagesManual - CRT-GYR-1730-08ferry2005Pas encore d'évaluation
- CCI Control Valves For Fossil ApplicationsDocument2 pagesCCI Control Valves For Fossil ApplicationsGabrieldiazPas encore d'évaluation
- Quality ControlDocument186 pagesQuality ControlHamed Sadeghi100% (1)
- Manufacturing ProjectDocument34 pagesManufacturing ProjectLyonel PearcePas encore d'évaluation
- Sharp Serial Dot Matrix Printer DP-730 Parts & ServiceDocument44 pagesSharp Serial Dot Matrix Printer DP-730 Parts & ServiceChristopher CollinsPas encore d'évaluation
- Engraving ProductsDocument60 pagesEngraving ProductsglobalsignsPas encore d'évaluation
- Introduction EQMDocument8 pagesIntroduction EQMCastorPas encore d'évaluation
- Bilt Graphic Paper Product Limited: Unit: BhigwanDocument28 pagesBilt Graphic Paper Product Limited: Unit: BhigwanpragyandxbPas encore d'évaluation
- Volume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesDocument62 pagesVolume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesQ.S. Khan100% (5)
- Glass ScaleDocument14 pagesGlass ScaleWilson Augusto Sandoval CallePas encore d'évaluation
- HP Classic LaserJet Troubleshooting Manual PDFDocument123 pagesHP Classic LaserJet Troubleshooting Manual PDFerick_ssPas encore d'évaluation
- Simulation of Thermo-Mechanical Forming Process With LS-DYNADocument8 pagesSimulation of Thermo-Mechanical Forming Process With LS-DYNAPeter ZubarikPas encore d'évaluation
- MFG Tooling - 13 Inspection FixtureDocument92 pagesMFG Tooling - 13 Inspection FixtureRamji RaoPas encore d'évaluation
- 2 DKSinghalDocument48 pages2 DKSinghalMostafizur Rahman100% (2)
- GDS134Document4 pagesGDS134Saurabh VermaPas encore d'évaluation
- 3D Printing Operation Parameter Optimization For Tensile Strength in PLADocument9 pages3D Printing Operation Parameter Optimization For Tensile Strength in PLAeePas encore d'évaluation
- Annual Audit of CM 1Document26 pagesAnnual Audit of CM 1Tamer Fathy100% (1)
- Chapter 9 Spur Gear DesignDocument31 pagesChapter 9 Spur Gear DesignRamesh Martha100% (1)
- Seven QC ToolsDocument11 pagesSeven QC ToolsChiranjit ChakravartiPas encore d'évaluation
- Micafil Bushing Test TapDocument8 pagesMicafil Bushing Test TapscribdkkkPas encore d'évaluation
- Catalog of Slurry Testing - EquipmentsDocument20 pagesCatalog of Slurry Testing - EquipmentsbvkvijaiPas encore d'évaluation
- Mixer SizingDocument0 pageMixer SizingIlija RunjajicPas encore d'évaluation
- Annual Market Review & Forecast: Laser WeldingDocument40 pagesAnnual Market Review & Forecast: Laser WeldingwwwpolPas encore d'évaluation
- CFD Presentation AnandDocument12 pagesCFD Presentation AnandWallayessPas encore d'évaluation
- Clima: New Energy Star & Energy StarDocument2 pagesClima: New Energy Star & Energy StarairomaticccorpPas encore d'évaluation
- PlasticityDocument3 pagesPlasticityYoseph Donny ThenPas encore d'évaluation
- 58u 58BDocument6 pages58u 58BbojanibubePas encore d'évaluation
- IJRET - Influence of Feeding System in Injection Moulding For Lower Washer of A BearingDocument4 pagesIJRET - Influence of Feeding System in Injection Moulding For Lower Washer of A BearingInternational Journal of Research in Engineering and TechnologyPas encore d'évaluation
- Design Guidelines for Surface Mount TechnologyD'EverandDesign Guidelines for Surface Mount TechnologyÉvaluation : 5 sur 5 étoiles5/5 (1)
- 3 Free Rental Sample ContractDocument3 pages3 Free Rental Sample Contractzyke hokage100% (1)
- Whitepaper - Quantfury Help CenterDocument3 pagesWhitepaper - Quantfury Help CenterProbertoecnPas encore d'évaluation
- Case Study Assignment 2 - SP2 2014Document4 pagesCase Study Assignment 2 - SP2 2014Benedict Lim0% (1)
- Li Report Writing by EzDocument18 pagesLi Report Writing by EzIbtisamPas encore d'évaluation
- IPA Logo Use Guidelines and Stationary Production 2Document4 pagesIPA Logo Use Guidelines and Stationary Production 2Mitchell DavisPas encore d'évaluation
- SBFP Liquidation ChecklistDocument1 pageSBFP Liquidation ChecklistGirlie Harical GangawanPas encore d'évaluation
- Media Information LiteracyDocument2 pagesMedia Information LiteracyClarisse LevyPas encore d'évaluation
- Building PermitDocument2 pagesBuilding PermitOpena JcPas encore d'évaluation
- Excel Vba Count PDF PagesDocument2 pagesExcel Vba Count PDF PagesAngelPas encore d'évaluation
- CDC AptitudeDocument29 pagesCDC AptitudeAdPas encore d'évaluation
- Timothy ConnifeyDocument7 pagesTimothy ConnifeyEd FurlongPas encore d'évaluation
- Sheet Metal SpringbackDocument6 pagesSheet Metal SpringbackVipul AgrawalPas encore d'évaluation
- Providing Housekeeping Services To GuestsDocument27 pagesProviding Housekeeping Services To GuestsBuena JaroPas encore d'évaluation
- Bahasa Inggris SMADocument8 pagesBahasa Inggris SMASMARTKROYA50% (2)
- Let Nobody Turn Us Around An African American Anth... - (Intro)Document5 pagesLet Nobody Turn Us Around An African American Anth... - (Intro)Logan Gould0% (2)
- Spring 2022 Galison UK CatalogDocument49 pagesSpring 2022 Galison UK CatalogChronicleBooksPas encore d'évaluation
- Cambridge International Advanced LevelDocument20 pagesCambridge International Advanced LevelMatthew Bisset TeMaroPas encore d'évaluation
- As 1379-1997 Amdt 1-2000 Specification and Supply of ConcretDocument2 pagesAs 1379-1997 Amdt 1-2000 Specification and Supply of ConcretmmPas encore d'évaluation
- gl44 Advance enDocument2 pagesgl44 Advance enLe Thanh HuyPas encore d'évaluation
- Chapter - 1 and 2Document63 pagesChapter - 1 and 2khushboomalhotraPas encore d'évaluation
- Debit - Credit Voucher - KKCDocument7 pagesDebit - Credit Voucher - KKCarkaprava paulPas encore d'évaluation
- En 1090 Workshop 14 June 2019 FinalDocument2 pagesEn 1090 Workshop 14 June 2019 FinalHanuman RaaoPas encore d'évaluation
- Shri Dhan Laxmi Trade House P LTD.: Packing ListDocument1 pageShri Dhan Laxmi Trade House P LTD.: Packing ListGagan ChandraPas encore d'évaluation
- Eagle Stationary Product Guide 2020Document68 pagesEagle Stationary Product Guide 2020Ahmed RefaeyPas encore d'évaluation
- Industrial Visit To Alok Industries LimitedDocument28 pagesIndustrial Visit To Alok Industries Limitedjyotika kushwahaPas encore d'évaluation
- Berenberg KemiraOyj (KEMIRAFH) - Amoreprofitablepackage Sep 11 2020Document53 pagesBerenberg KemiraOyj (KEMIRAFH) - Amoreprofitablepackage Sep 11 2020jefcheung19Pas encore d'évaluation
- Solar Eclipse GuideDocument4 pagesSolar Eclipse Guide123Pas encore d'évaluation
- 4413 1 2539639534 PDFDocument1 page4413 1 2539639534 PDFshraddhaPas encore d'évaluation
- Paper Cup Making MachinesDocument2 pagesPaper Cup Making Machinesحماد النشاشPas encore d'évaluation
- Checklist of Documentary Requirements For Accreditation As MarketerDocument3 pagesChecklist of Documentary Requirements For Accreditation As MarketerRaysunArellanoPas encore d'évaluation