Vous aimerez peut-être aussi
- 7 - Gear DeffectDocument21 pages7 - Gear Deffectmohamed ghoneemPas encore d'évaluation
- Vibration Signature AnalysisDocument16 pagesVibration Signature Analysisabolfazlkhaki100% (1)
- Diagnosis of Common Vibration Problems: Prof. Dr. Fawkia RamadanDocument13 pagesDiagnosis of Common Vibration Problems: Prof. Dr. Fawkia Ramadanفرح تامر100% (1)
- Acoustic Signatures of Gear Defects Using Time-Frequency Analyses and A Test RigDocument22 pagesAcoustic Signatures of Gear Defects Using Time-Frequency Analyses and A Test RigKhalid F AbdulraheemPas encore d'évaluation
- ORBIT AnalysisDocument4 pagesORBIT AnalysisManoj PaneriPas encore d'évaluation
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerD'EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Electric Motor Diagnostics Defect Frequencies and Data ColleDocument51 pagesElectric Motor Diagnostics Defect Frequencies and Data ColleSubrata Dubey50% (2)
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefPas encore d'évaluation
- Spectrum Interpretation & Vibration AnalysisDocument1 pageSpectrum Interpretation & Vibration AnalysisAhmad DanielPas encore d'évaluation
- Petronas OGC Cooler Fan Vibration AnalysisDocument3 pagesPetronas OGC Cooler Fan Vibration AnalysisfazzliePas encore d'évaluation
- Phase MeasurementDocument5 pagesPhase Measurementuak107080Pas encore d'évaluation
- Bend Shaft Vibration SpectrumDocument6 pagesBend Shaft Vibration SpectrumAvnish DubeyPas encore d'évaluation
- Alarm Types – Narrow Bands and Overall AlarmDocument6 pagesAlarm Types – Narrow Bands and Overall AlarmChetan PrajapatiPas encore d'évaluation
- Rolling Element Bearing Fault Detection With A Single Point Defect On PDFDocument8 pagesRolling Element Bearing Fault Detection With A Single Point Defect On PDFsunil481Pas encore d'évaluation
- Timebase Plots ExplainedDocument18 pagesTimebase Plots ExplainedManuel L LombarderoPas encore d'évaluation
- PeakvueDocument68 pagesPeakvueLe Thanh Hai100% (1)
- Introduction To PeakvueDocument55 pagesIntroduction To PeakvuesebastianPas encore d'évaluation
- Bearing Vibration Analysis in Labview PDFDocument11 pagesBearing Vibration Analysis in Labview PDFAli ShanPas encore d'évaluation
- Vibration AnalysisDocument10 pagesVibration AnalysisYasser BayoumyPas encore d'évaluation
- Tunisia Bently Presentation DayDocument208 pagesTunisia Bently Presentation DayHamdi Mohamed100% (1)
- A I RS: David G. Dorrell, William ThomsonDocument11 pagesA I RS: David G. Dorrell, William ThomsonEng Bagaragaza RomualdPas encore d'évaluation
- Detection of Ski Slopes in Vibration SpectrumsDocument7 pagesDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmPas encore d'évaluation
- Bumptest 180410120817Document13 pagesBumptest 180410120817Daniel SolaresPas encore d'évaluation
- VibrationDocument4 pagesVibrationzhyhh100% (1)
- Using Time Waveform Analysis To Distinguish Looseness From MisalignmentDocument5 pagesUsing Time Waveform Analysis To Distinguish Looseness From MisalignmentManel Montesinos100% (1)
- CHAPTER 6 Resonance and Critical Speed TestingDocument31 pagesCHAPTER 6 Resonance and Critical Speed TestingHosam Abd Elkhalek67% (3)
- Vibration Analysis of Rolling BearingsDocument99 pagesVibration Analysis of Rolling BearingsDaniel_Ali_bPas encore d'évaluation
- Order Analysis ToolkitDocument16 pagesOrder Analysis ToolkitManuel Enrique Salas FernándezPas encore d'évaluation
- Bump TestDocument123 pagesBump Testtylerdurdane100% (1)
- Advanced Vibration Analysis TechniquesDocument324 pagesAdvanced Vibration Analysis Techniquesharikrishnanpd3327Pas encore d'évaluation
- Vibration AnalysisDocument22 pagesVibration Analysisvenkat chakPas encore d'évaluation
- Balancing Without Phase ReadingDocument2 pagesBalancing Without Phase Readingvirtual_56Pas encore d'évaluation
- Modal TestingDocument120 pagesModal TestingGuilherme Vaz100% (1)
- Vibration SeverityDocument19 pagesVibration Severityanon_900141394Pas encore d'évaluation
- Phase Analysis: How to Use Phase Readings to Diagnose FaultsDocument27 pagesPhase Analysis: How to Use Phase Readings to Diagnose FaultsShawn RuhlPas encore d'évaluation
- Low Frequency Vibration Analysis: Selecting Sensors and Coupling MethodsDocument5 pagesLow Frequency Vibration Analysis: Selecting Sensors and Coupling MethodsLasse HansenPas encore d'évaluation
- System1tipstricks132 1 2Document10 pagesSystem1tipstricks132 1 2nabil160874Pas encore d'évaluation
- ISO 18436-2 Vibration Analysis CertificationDocument1 pageISO 18436-2 Vibration Analysis CertificationNovindra PutraPas encore d'évaluation
- Orbit and Timebase Plot AnalysisDocument16 pagesOrbit and Timebase Plot AnalysisAnonymous w6TIxI0G8l100% (1)
- High Vibration at Main Gear Box of Gas TurbineDocument9 pagesHigh Vibration at Main Gear Box of Gas TurbineJJPas encore d'évaluation
- Autocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookDocument8 pagesAutocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookLe Thanh Hai100% (2)
- Vibration Measurements On Slow Speed MachineryDocument9 pagesVibration Measurements On Slow Speed MachineryMohd Asiren Mohd SharifPas encore d'évaluation
- 2130 PPT PeakVueCaseDocument98 pages2130 PPT PeakVueCasesebastian100% (1)
- Cutting Speed OptimizationDocument14 pagesCutting Speed OptimizationCharles OndiekiPas encore d'évaluation
- Dual Channel Phase - Crest Factor-Cascade-Run Up - LORDocument5 pagesDual Channel Phase - Crest Factor-Cascade-Run Up - LORMohd Asiren Mohd SharifPas encore d'évaluation
- Machinery VibrationsDocument33 pagesMachinery VibrationsDanish AfrozPas encore d'évaluation
- MH pgs0700Document15 pagesMH pgs0700Hamza Nouman100% (1)
- Dynamic Vibration AbsorberDocument67 pagesDynamic Vibration AbsorberNajeeb ShakirPas encore d'évaluation
- Vibration Analysis For GearsDocument5 pagesVibration Analysis For GearsJaime Berry100% (1)
- Peakvue CaseDocument22 pagesPeakvue CaseNeopeakPas encore d'évaluation
- Creating PeakVue Measurement PointsDocument2 pagesCreating PeakVue Measurement PointsNewman RiosPas encore d'évaluation
- Motor Vibration AnalysisDocument61 pagesMotor Vibration Analysiskiki kamuiPas encore d'évaluation
- Report On Prognosis of Faulty GearDocument20 pagesReport On Prognosis of Faulty GearShashi Bhushan GunjanPas encore d'évaluation
- Compressor Rub Verified by Rotating Phase Symtoms PDFDocument6 pagesCompressor Rub Verified by Rotating Phase Symtoms PDFLong NguyenPas encore d'évaluation
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- Rotating Machinery Reliability for Technicians and EngineersD'EverandRotating Machinery Reliability for Technicians and EngineersPas encore d'évaluation
- Forsthoffer’s Component Condition MonitoringD'EverandForsthoffer’s Component Condition MonitoringÉvaluation : 4 sur 5 étoiles4/5 (2)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Lecture Note on Fault Analysis and Predictive MaintenanceDocument57 pagesLecture Note on Fault Analysis and Predictive Maintenancepeach5Pas encore d'évaluation
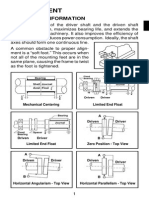
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDocument2 pagesPractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanPas encore d'évaluation
- Field Balancing Large Rotating MachineryDocument26 pagesField Balancing Large Rotating MachineryShantanu SamajdarPas encore d'évaluation
- Understandingamp - Phaseinrotatingmachineryvibinst 07 20pgsDocument20 pagesUnderstandingamp - Phaseinrotatingmachineryvibinst 07 20pgsHatem Abdelrahman100% (1)
- Gei 100351Document32 pagesGei 100351Hatem Abdelrahman100% (1)
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDocument40 pagesWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanPas encore d'évaluation
- The Magnetic Center Finding Using Vibrating Wire TechniqueDocument6 pagesThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanPas encore d'évaluation
- Dynamic Stresses Hydro Power Plant RKAggarwalDocument22 pagesDynamic Stresses Hydro Power Plant RKAggarwalDheeraj DhimanPas encore d'évaluation
- 19 KKKKKKKKKKKKKKKKKKDocument4 pages19 KKKKKKKKKKKKKKKKKKHatem Abdelrahman100% (1)
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocument46 pagesEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Prec Maint March 2007Document9 pagesPrec Maint March 2007Hatem AbdelrahmanPas encore d'évaluation
- Article 6hy JytjuytDocument7 pagesArticle 6hy JytjuytHatem AbdelrahmanPas encore d'évaluation
- Icmtech435435 345435 43543Document63 pagesIcmtech435435 345435 43543Hatem Abdelrahman100% (1)
- Fault Zone - : Air GapDocument0 pageFault Zone - : Air GapHatem AbdelrahmanPas encore d'évaluation
- Huang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDDocument130 pagesHuang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDHatem AbdelrahmanPas encore d'évaluation
- V106 Relative Motion Record FormDocument0 pageV106 Relative Motion Record FormHatem Abdelrahman100% (1)
- Article 6hy JytjuytDocument7 pagesArticle 6hy JytjuytHatem AbdelrahmanPas encore d'évaluation
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDocument4 pagesIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanPas encore d'évaluation
- 1q03 3500 22mDocument4 pages1q03 3500 22mscribdkhatnPas encore d'évaluation
- Vibrations NotesDocument43 pagesVibrations NotesNicolas LuchmunPas encore d'évaluation
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocument46 pagesEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- 2 Q 01 HanifanDocument2 pages2 Q 01 HanifanHatem AbdelrahmanPas encore d'évaluation
- 1q07 Beat Freq Back To BasicsDocument3 pages1q07 Beat Freq Back To BasicsHatem AbdelrahmanPas encore d'évaluation
- Kingsbury Leg ComponentsDocument3 pagesKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- Don't Get Soft: Cover Series: Installation Best PracticesDocument6 pagesDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Customer Application Centers: Global Accessibility To Our TechnologyDocument1 pageCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanPas encore d'évaluation
- Best Practices: Asset Condition ManagementDocument2 pagesBest Practices: Asset Condition ManagementHatem AbdelrahmanPas encore d'évaluation
- Ontario Power Generation's Nanticoke Power PlantDocument3 pagesOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanPas encore d'évaluation
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Document1 pageHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanPas encore d'évaluation
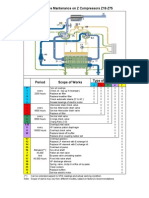
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDocument1 pagePreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanPas encore d'évaluation
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDocument2 pagesWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanPas encore d'évaluation
- Mathematics 5 Q1 W10Document31 pagesMathematics 5 Q1 W10Aices Jasmin Melgar BongaoPas encore d'évaluation
- Analytical Mechanics SolutionsDocument193 pagesAnalytical Mechanics SolutionsQuinton Boltin67% (9)
- Vertical Jaw Relation Recording MethodsDocument17 pagesVertical Jaw Relation Recording MethodsHarish VsPas encore d'évaluation
- Variants of NormalDocument9 pagesVariants of NormalFaizah HannyPas encore d'évaluation
- English Test 6Document87 pagesEnglish Test 6Ha PhanPas encore d'évaluation
- 1 s2.0 S2214860417301148 Main PDFDocument16 pages1 s2.0 S2214860417301148 Main PDFQuy Hoang KimPas encore d'évaluation
- 322439480MVR Single Page Single Page Booklet - OPTDocument12 pages322439480MVR Single Page Single Page Booklet - OPTlarry vargas bautistaPas encore d'évaluation
- Large and Medium Manufacturing Industry Survey Report 2018Document778 pagesLarge and Medium Manufacturing Industry Survey Report 2018melakuPas encore d'évaluation
- Geotechnical Elements and Models in OpenSeesDocument21 pagesGeotechnical Elements and Models in OpenSeesUmut AkınPas encore d'évaluation
- Collab#2 (Edited)Document14 pagesCollab#2 (Edited)Yani BatoctoyPas encore d'évaluation
- 11 F.Y.B.Sc - Chemistry PDFDocument22 pages11 F.Y.B.Sc - Chemistry PDFmalini PatilPas encore d'évaluation
- Home Contents Vehicle Boat Cover Policy Sample Westpac NZDocument27 pagesHome Contents Vehicle Boat Cover Policy Sample Westpac NZRobin Rutter-BaumannPas encore d'évaluation
- BBO 2011 ROUND 2 QUESTIONSDocument16 pagesBBO 2011 ROUND 2 QUESTIONSMalvina YuanPas encore d'évaluation
- Dell Precision Workstations: The #1 Workstations in The WorldDocument7 pagesDell Precision Workstations: The #1 Workstations in The WorldDiego RodriguezPas encore d'évaluation
- Stepan Pol BC 180Document2 pagesStepan Pol BC 180Parag RautPas encore d'évaluation
- Natural Law Theory ApproachDocument35 pagesNatural Law Theory ApproachseventhwitchPas encore d'évaluation
- Rapid Communication: Spontaneous Abortions and Policies On COVID-19 mRNA Vaccine Use During PregnancyDocument14 pagesRapid Communication: Spontaneous Abortions and Policies On COVID-19 mRNA Vaccine Use During PregnancyStéphane BoucherPas encore d'évaluation
- Kelas 1 AlphabetTITLE Kelas 1 Numbers ConversationTITLE Kelas 2 Feelings Body PartsDocument54 pagesKelas 1 AlphabetTITLE Kelas 1 Numbers ConversationTITLE Kelas 2 Feelings Body PartsArti Hikmatullah Perbawana Sakti BuanaPas encore d'évaluation
- List of Computer Networking DevicesDocument1 pageList of Computer Networking Deviceskamit17102900100% (1)
- EAGLE TUGS - Parts Service ManualDocument72 pagesEAGLE TUGS - Parts Service ManualDave MilnerPas encore d'évaluation
- Nest Installation GuideDocument8 pagesNest Installation GuideOzzyPas encore d'évaluation
- Pick The Gender of Your Baby - Free EditionDocument26 pagesPick The Gender of Your Baby - Free EditionAlicia Adrianti0% (1)
- CEFIC Guidelines Transport Equipment Packed Cargo (2010)Document7 pagesCEFIC Guidelines Transport Equipment Packed Cargo (2010)sl1828Pas encore d'évaluation
- Gas Turbine Performance Enhancement Update: GE Energy ServicesDocument45 pagesGas Turbine Performance Enhancement Update: GE Energy Servicesesteban100% (1)
- Modicon TM172PDG42R DatasheetDocument14 pagesModicon TM172PDG42R DatasheetRonnie SolomonPas encore d'évaluation
- FHM Espana 2010 12 PDFDocument2 pagesFHM Espana 2010 12 PDFBrandenPas encore d'évaluation
- Hobby 01: COD. 9942062.01 REV. 00Document9 pagesHobby 01: COD. 9942062.01 REV. 00Alexander SharamiginPas encore d'évaluation
- Kaustubh Laturkar Fuel Cell ReportDocument3 pagesKaustubh Laturkar Fuel Cell Reportkos19188Pas encore d'évaluation
- Mouse Deer and TigerDocument2 pagesMouse Deer and Tigeralan.nevgan100% (1)
- 1296169395JH 122310 - WebDocument12 pages1296169395JH 122310 - WebCoolerAdsPas encore d'évaluation