Vous aimerez peut-être aussi
- Procesos de Acabados Del JeanDocument4 pagesProcesos de Acabados Del JeanJesus PatlanPas encore d'évaluation
- A 36Document8 pagesA 36Yesica Vasquez OsorioPas encore d'évaluation
- Acabados Generales o de Rutina:: - Blanqueo Con Agentes Concentrados Oxidantes: El Agente Químico MásDocument21 pagesAcabados Generales o de Rutina:: - Blanqueo Con Agentes Concentrados Oxidantes: El Agente Químico MásSILVIA PEREZPas encore d'évaluation
- Acabados textiles: Desengomado, descrude y blanqueo de algodónDocument12 pagesAcabados textiles: Desengomado, descrude y blanqueo de algodónVivianaPiedraMontoyaPas encore d'évaluation
- Procesos Textiles ResumidoDocument12 pagesProcesos Textiles ResumidoEncarniVergaraPas encore d'évaluation
- Tema 11 Trama Circular y RectilinioDocument46 pagesTema 11 Trama Circular y RectilinioLuis Enrique CamayoPas encore d'évaluation
- Fibras TextilesDocument16 pagesFibras TextilesAntonio Sanchez GomezPas encore d'évaluation
- El Acabado Textil Parte1Document45 pagesEl Acabado Textil Parte1Luisa Chavarro Portillo0% (1)
- Fundamentos Textiles IDocument34 pagesFundamentos Textiles IJanette RamírezPas encore d'évaluation
- 07 Titulo y Numero de Hilados - RTADocument9 pages07 Titulo y Numero de Hilados - RTAEmilio Coaquira ChambiPas encore d'évaluation
- Tejido de PuntoDocument11 pagesTejido de PuntoRuth BelmontPas encore d'évaluation
- Intro A Tejeduría de PuntoDocument15 pagesIntro A Tejeduría de PuntoVALENTIN TELLOPas encore d'évaluation
- Tipos de hilos y sus usosDocument22 pagesTipos de hilos y sus usosAlexander ValenciaPas encore d'évaluation
- Diccionario TelasDocument20 pagesDiccionario TelasSandra Milena Jaramillo Iglesias100% (1)
- Fibras SinteticasDocument11 pagesFibras SinteticasjoremahuPas encore d'évaluation
- Tipos de Tela y Usos PDFDocument13 pagesTipos de Tela y Usos PDFKarina HeidenreichPas encore d'évaluation
- Hilados y TextilesDocument41 pagesHilados y TextilesMaribal Rincon Ramo100% (1)
- Fibras TextilesDocument43 pagesFibras TextilesBraulio Rodriguez100% (2)
- UrdidoDocument9 pagesUrdidojose luisPas encore d'évaluation
- Capítulo 6 - Los Hilos y La HilaturaDocument29 pagesCapítulo 6 - Los Hilos y La HilaturaHiday SalvénPas encore d'évaluation
- Textiles InteligentesDocument18 pagesTextiles InteligentesMarta Herrero Pinazo100% (1)
- Tipos de Tejidos TextilesDocument2 pagesTipos de Tejidos Textileserik romePas encore d'évaluation
- LurexDocument3 pagesLurexRocioDeLasRosas50% (2)
- Clasificación de fibras textilesDocument16 pagesClasificación de fibras textilesJheyson Zuasnabar PaucarPas encore d'évaluation
- Tratamientos de Fibras Textiles ..TareaDocument4 pagesTratamientos de Fibras Textiles ..TareaMirian Danidtza Fernandez cayoPas encore d'évaluation
- Tema 04 Tejido Plano - Incorporacion de La Urdimbre Al Telar - 2023-1Document25 pagesTema 04 Tejido Plano - Incorporacion de La Urdimbre Al Telar - 2023-1Joel GRPas encore d'évaluation
- 210 IntroducciónDocument12 pages210 IntroducciónIvan ApazaPas encore d'évaluation
- Fundamentos de Ingenieria TextilDocument4 pagesFundamentos de Ingenieria TextilIvan ApazaPas encore d'évaluation
- Modulo 3 Hilos y Sus Caracteristicas.Document14 pagesModulo 3 Hilos y Sus Caracteristicas.Isabel Ximena HernandezPas encore d'évaluation
- AgujaDocument15 pagesAgujaAnonymous PbIU4gPas encore d'évaluation
- Técnica discharge estampado por corrosiónDocument4 pagesTécnica discharge estampado por corrosiónEvelyn MiravalPas encore d'évaluation
- Historia de La TinturaDocument4 pagesHistoria de La Tinturawilma gutierrezPas encore d'évaluation
- FelpaDocument6 pagesFelpaMarina Gómez100% (1)
- Tema 02 Tejido Plano - El Urdido 2021 01Document18 pagesTema 02 Tejido Plano - El Urdido 2021 01Luis Enrique CamayoPas encore d'évaluation
- Agujas y platinas para tejido de puntoDocument39 pagesAgujas y platinas para tejido de puntoJanet Criollo100% (2)
- Tecnología Del TermofijadoDocument6 pagesTecnología Del TermofijadoCaritoIndumentariaPas encore d'évaluation
- 4-La SedaDocument36 pages4-La Sedalayachisalah100% (1)
- Introducción a los GeotextilesDocument14 pagesIntroducción a los GeotextilesCristhian LoayzaPas encore d'évaluation
- 2015-02 Sem.09 Tejido Plano - Mecanismos Formadores de CaladaDocument11 pages2015-02 Sem.09 Tejido Plano - Mecanismos Formadores de Caladakevin0% (1)
- Tipos y clasificación de hilos textilesDocument9 pagesTipos y clasificación de hilos textilesJMPas encore d'évaluation
- PerchadoDocument3 pagesPerchadojhojan povedaPas encore d'évaluation
- Evolucion Del TelarDocument13 pagesEvolucion Del TelarCarlos EnriquezPas encore d'évaluation
- El Diseño TextilDocument10 pagesEl Diseño Textiljasmeily RinconPas encore d'évaluation
- Fibras Textiles - NATURAL - AnimalDocument69 pagesFibras Textiles - NATURAL - AnimalKAREN NATALY CARIAS CULAJAY100% (1)
- 02 Sistemas Form Adores de Tejdios PlanosDocument10 pages02 Sistemas Form Adores de Tejdios Planosemmyelita100% (1)
- Diccionario de TelasDocument21 pagesDiccionario de TelaspeñaPas encore d'évaluation
- Tema 09 Tejido Plano - Mecanismos Formadores de CaladaDocument9 pagesTema 09 Tejido Plano - Mecanismos Formadores de CaladaLuis Enrique CamayoPas encore d'évaluation
- Fibras TextilesDocument23 pagesFibras TextilesMarlene RoaPas encore d'évaluation
- 1 Conocimiento Fibras TextilesDocument3 pages1 Conocimiento Fibras TextilesasysanPas encore d'évaluation
- Tratamientos TextilesDocument71 pagesTratamientos TextilesItaty AndradePas encore d'évaluation
- Control de Calidad Materia PrimaDocument15 pagesControl de Calidad Materia PrimaJoel GRPas encore d'évaluation
- El Arte de Hacer Vestuario 3 (El Hilo) .Document7 pagesEl Arte de Hacer Vestuario 3 (El Hilo) .li-C.Pas encore d'évaluation
- Nuevas tecnologías textilesDocument10 pagesNuevas tecnologías textilesDennyAcevedoPas encore d'évaluation
- Historia y tipos de agujaDocument4 pagesHistoria y tipos de agujaJuan Manuel Ramos HernándezPas encore d'évaluation
- Tejido de Punto-1 PDFDocument8 pagesTejido de Punto-1 PDFWILLYCALSINA100% (1)
- La Industria Textil y Su Control de Calidad. VI. Ennoblecimiento Textil. Fidel Eduardo y Lockuán Lavado (2012)Document86 pagesLa Industria Textil y Su Control de Calidad. VI. Ennoblecimiento Textil. Fidel Eduardo y Lockuán Lavado (2012)Claudia SD100% (1)
- Acabados Físicos EstéticosDocument1 pageAcabados Físicos EstéticosLeonor Gutiérrez Taco100% (1)
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)D'EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Pas encore d'évaluation
- Manual TextilDocument45 pagesManual TextilLara SwanPas encore d'évaluation
- Diagrama de flujo hilandería: procesos básicosDocument24 pagesDiagrama de flujo hilandería: procesos básicosSaul GonzalesPas encore d'évaluation
- Docrda PDFDocument1 pageDocrda PDFSalvador Yana RocaPas encore d'évaluation
- Especialidad Construcciones RústicasDocument8 pagesEspecialidad Construcciones RústicasGessica MoreiraPas encore d'évaluation
- Diagnosticvo Precpz y Signos de Alarma en Oncohematologia Pediatrica PDFDocument10 pagesDiagnosticvo Precpz y Signos de Alarma en Oncohematologia Pediatrica PDFSalvador Yana RocaPas encore d'évaluation
- Detección Precoz de Cáncer en Atencion Primaria PDFDocument12 pagesDetección Precoz de Cáncer en Atencion Primaria PDFSalvador Yana RocaPas encore d'évaluation
- d9cM1A8vIITfpzF PDFDocument1 paged9cM1A8vIITfpzF PDFSalvador Yana RocaPas encore d'évaluation
- Cifras 716 Trigo Bolivia PDFDocument1 pageCifras 716 Trigo Bolivia PDFSalvador Yana RocaPas encore d'évaluation
- Constancia CM 2Document2 pagesConstancia CM 2Salvador Yana RocaPas encore d'évaluation
- COLORANTES A LA TINA o CUBADocument5 pagesCOLORANTES A LA TINA o CUBASalvador Yana Roca100% (3)
- Revista Internacional de Ajedrez 41 PDFDocument60 pagesRevista Internacional de Ajedrez 41 PDFSalvador Yana RocaPas encore d'évaluation
- Computos MetricosDocument4 pagesComputos MetricosSalvador Yana RocaPas encore d'évaluation
- CUÑA 2 AygachiDocument1 pageCUÑA 2 AygachiSalvador Yana RocaPas encore d'évaluation
- CUÑA 1 - Pucarani ResilienciaDocument1 pageCUÑA 1 - Pucarani ResilienciaSalvador Yana RocaPas encore d'évaluation
- CIFRAS 626 Bolivia Intercambio Comercial Argentina PDFDocument1 pageCIFRAS 626 Bolivia Intercambio Comercial Argentina PDFSalvador Yana RocaPas encore d'évaluation
- COMUNICADODocument2 pagesCOMUNICADOSalvador Yana RocaPas encore d'évaluation
- Cifras 708 Intercambio Comercial Bolivia China PDFDocument1 pageCifras 708 Intercambio Comercial Bolivia China PDFSalvador Yana RocaPas encore d'évaluation
- Cifras 712 Bolivia Exportaciones Mayo 2018 PDFDocument1 pageCifras 712 Bolivia Exportaciones Mayo 2018 PDFSalvador Yana RocaPas encore d'évaluation
- Colorantes Tina o CubaDocument9 pagesColorantes Tina o CubaSalvador Yana RocaPas encore d'évaluation
- Cifras 714 Bolivia Relacion Comercial Con Colombia PDFDocument1 pageCifras 714 Bolivia Relacion Comercial Con Colombia PDFSalvador Yana RocaPas encore d'évaluation
- CIFRAS 709 Estados Unidos Economia Relacion Comercial Bolivia PDFDocument1 pageCIFRAS 709 Estados Unidos Economia Relacion Comercial Bolivia PDFSalvador Yana RocaPas encore d'évaluation
- Ajedrez Revista Mensual #270 PDFDocument68 pagesAjedrez Revista Mensual #270 PDFSalvador Yana RocaPas encore d'évaluation
- Gobierno Autónomo Municipal de Achacachi: GAMA-ANPE-O-Nº 001/2018Document101 pagesGobierno Autónomo Municipal de Achacachi: GAMA-ANPE-O-Nº 001/2018Salvador Yana RocaPas encore d'évaluation
- CIFRAS 626 Bolivia Intercambio Comercial Argentina PDFDocument1 pageCIFRAS 626 Bolivia Intercambio Comercial Argentina PDFSalvador Yana RocaPas encore d'évaluation
- Certificado de TrabajoDocument1 pageCertificado de TrabajoSalvador Yana RocaPas encore d'évaluation
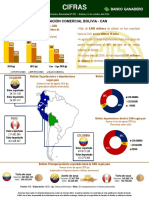
- Cifras 551 Relacion Comercial Bolivia CAN PDFDocument1 pageCifras 551 Relacion Comercial Bolivia CAN PDFSalvador Yana RocaPas encore d'évaluation
- Ciencias Sociales PDFDocument232 pagesCiencias Sociales PDFSalvador Yana RocaPas encore d'évaluation
- Puente Ado Tipo Arco Con Tablero IntermedioDocument191 pagesPuente Ado Tipo Arco Con Tablero IntermedioEdwin Tunque RaymundoPas encore d'évaluation
- Carta Sol LucioDocument1 pageCarta Sol LucioSalvador Yana RocaPas encore d'évaluation
- CIFRAS 389 Intercambio Comercial Brasil PDFDocument1 pageCIFRAS 389 Intercambio Comercial Brasil PDFSalvador Yana RocaPas encore d'évaluation
- Calidad Fibra A. CDocument2 pagesCalidad Fibra A. CSalvador Yana RocaPas encore d'évaluation
- C.M. Americano PDFDocument1 pageC.M. Americano PDFSalvador Yana RocaPas encore d'évaluation
- Código de Ética y Práctica Profesional 5.2Document9 pagesCódigo de Ética y Práctica Profesional 5.2Adolfo Alarcón BadillaPas encore d'évaluation
- Proyecto Eco PuntoDocument18 pagesProyecto Eco Puntojamder GonzalezPas encore d'évaluation
- Los Trillizos Sorpresa Del Mult - Ciara ColeDocument188 pagesLos Trillizos Sorpresa Del Mult - Ciara ColeBelenn100% (4)
- Guía Del Laboratorio 4.electrodeposición Del CobreDocument7 pagesGuía Del Laboratorio 4.electrodeposición Del CobrePaul Alvarez CuevaPas encore d'évaluation
- La historia de Ester y su valiente defensa de su puebloDocument6 pagesLa historia de Ester y su valiente defensa de su puebloHer Port100% (1)
- Manual Italika 250z 2024Document48 pagesManual Italika 250z 2024carlosjuanvalefon100% (1)
- Telar de ProyectilDocument10 pagesTelar de ProyectilLaura Calzadilla33% (3)
- Evaluación de Entrada Personal Social - 5 y Grado BetelDocument2 pagesEvaluación de Entrada Personal Social - 5 y Grado Beteljose ciezaPas encore d'évaluation
- PRODUCCION II - Caídas de Presión en Tuberías InclinadasDocument37 pagesPRODUCCION II - Caídas de Presión en Tuberías InclinadasGUTIERREZ VEGA JULIAN ESTEBANPas encore d'évaluation
- Trabajo Sistemas de InformacionDocument9 pagesTrabajo Sistemas de InformacionAndres ValeraPas encore d'évaluation
- Tarea#1.2 PresentacionDocument11 pagesTarea#1.2 PresentacionAndres FuentesPas encore d'évaluation
- Plan de Negocio de Una PapeleriaDocument11 pagesPlan de Negocio de Una PapeleriaEmily CallePas encore d'évaluation
- Actividad Sesion 7Document29 pagesActividad Sesion 7Cielo Cuna VacaPas encore d'évaluation
- Conciliación Cuadrática BancariaDocument9 pagesConciliación Cuadrática BancariaKntt LinaresPas encore d'évaluation
- Asi Del Precipicio. AnalisisDocument6 pagesAsi Del Precipicio. AnalisisIlse WOnkaaPas encore d'évaluation
- Panel de Destrezas-Procesos. 70 - Vertical (Mayo-2013)Document17 pagesPanel de Destrezas-Procesos. 70 - Vertical (Mayo-2013)Patty DucarPas encore d'évaluation
- Investigación Sobre Administración Y Proyectos de Obra.Document4 pagesInvestigación Sobre Administración Y Proyectos de Obra.DasHumpPas encore d'évaluation
- Cuestionario Apellido Apellido Apellido EBDocument3 pagesCuestionario Apellido Apellido Apellido EBDARWINPas encore d'évaluation
- Esmalte Uretano Aluminio FDSDocument7 pagesEsmalte Uretano Aluminio FDSHS Junior DuvalPas encore d'évaluation
- Texto Enciso, Luis Miguel - La Ilustración PDFDocument10 pagesTexto Enciso, Luis Miguel - La Ilustración PDFMARIA FERNANDA JIMENEZPas encore d'évaluation
- PRACTICA10MYNFDocument10 pagesPRACTICA10MYNFangel6m2hPas encore d'évaluation
- Ejercicios de conectores lógicos y su usoDocument4 pagesEjercicios de conectores lógicos y su usoMarcela Ivonne GallegosPas encore d'évaluation
- SAP - FI - Sesion I - GPCDocument40 pagesSAP - FI - Sesion I - GPCAndrew AsociadosPas encore d'évaluation
- UNIDAD 1. PEDAGOGÍA Y EDUCACIÓN. Tema 1. Antecedenes de La Pedagogía-José's MacBook AirDocument8 pagesUNIDAD 1. PEDAGOGÍA Y EDUCACIÓN. Tema 1. Antecedenes de La Pedagogía-José's MacBook AirJosé Luis Hernández MarínPas encore d'évaluation
- Resumen de Daños PDFDocument163 pagesResumen de Daños PDFoeqk25Pas encore d'évaluation
- Conserva tu alcoholDocument13 pagesConserva tu alcohollizPas encore d'évaluation
- El Gran Libro de Apologética Cristiana-Norman L. GeislerDocument1 606 pagesEl Gran Libro de Apologética Cristiana-Norman L. GeislerWeimar Jiménez López100% (6)
- Cronologia EzequielDocument3 pagesCronologia EzequielViktor Ortiz100% (2)
- Historia de La MedicinaDocument78 pagesHistoria de La MedicinajahirPas encore d'évaluation
- Manual de BacteriologíaDocument79 pagesManual de Bacteriologíavictor manuel villegas0% (1)