Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- M. Tech. DEGREE Non Destructive Testing: Syllabus FOR Credit Based Curriculum (2009 - 2010)Document15 pagesM. Tech. DEGREE Non Destructive Testing: Syllabus FOR Credit Based Curriculum (2009 - 2010)Naidu MadhuPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Carbon Fiber EpoxyDocument25 pagesCarbon Fiber EpoxySaravana KumarPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Variable Sweeps 03Document26 pagesVariable Sweeps 03Saravana KumarPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Power by SystemAT89C2051Document2 pagesPower by SystemAT89C2051Saravana KumarPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Variable Sweeps 03Document26 pagesVariable Sweeps 03Saravana KumarPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
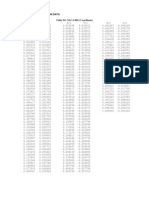
- Aerofoil Data Naca0012Document4 pagesAerofoil Data Naca0012Saravana KumarPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Power by SystemAT89C2051Document2 pagesPower by SystemAT89C2051Saravana KumarPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Power by SystemAT89C2051Document2 pagesPower by SystemAT89C2051Saravana KumarPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Wing ManufacturingDocument15 pagesWing ManufacturingSaravana KumarPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- Experimental Fluid Dynamics: Flow VisualizationDocument6 pagesExperimental Fluid Dynamics: Flow VisualizationFranck BurePas encore d'évaluation
- Environmentally Friendly CarDocument15 pagesEnvironmentally Friendly CarAnonymous OhipzlPas encore d'évaluation
- Arlon 300XT - Data - SheetDocument5 pagesArlon 300XT - Data - Sheetseeralan_1986Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Enhancing The Thermal Conductivity of Carbon Fiber Reinforced Polymer Composite Laminates by Coating Highly Oriented Graphite FilmsDocument9 pagesEnhancing The Thermal Conductivity of Carbon Fiber Reinforced Polymer Composite Laminates by Coating Highly Oriented Graphite FilmsSidra AkhlaqPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Aircraft structural design principles and failure classificationsDocument156 pagesAircraft structural design principles and failure classificationsSebi PogaceanPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- (E.E. Gdoutos) Experimental Analysis of Nano and E (B-Ok - Xyz)Document1 004 pages(E.E. Gdoutos) Experimental Analysis of Nano and E (B-Ok - Xyz)Guilherme de Faveri100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Experimental Test For Estimation of Buckling Load On Unstiffened Cylindrical Shells by Vibration Correlation TechniqueDocument8 pagesExperimental Test For Estimation of Buckling Load On Unstiffened Cylindrical Shells by Vibration Correlation TechniqueismanPas encore d'évaluation
- Kite Lines v7 3Document78 pagesKite Lines v7 3loiso2100% (2)
- 2012 Polymer-Composite Materials For Radiation ProtectionDocument10 pages2012 Polymer-Composite Materials For Radiation Protectionduque_stradaPas encore d'évaluation
- Rotor MakingDocument11 pagesRotor MakingDSddsPas encore d'évaluation
- Structural Strengthening Systems: Sika CarbodurDocument3 pagesStructural Strengthening Systems: Sika Carbodurmickey2523Pas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Joining of Plastics and CompositesDocument13 pagesJoining of Plastics and CompositesParag0% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Advanced Materials - JNTUK (R16)Document7 pagesAdvanced Materials - JNTUK (R16)uday kiran thagirchi50% (2)
- Fibre Epoxy Composites at Low Temperature HartwigDocument9 pagesFibre Epoxy Composites at Low Temperature HartwigodormicchiPas encore d'évaluation
- Product Description: Amplitex Art. No. 5040 Flax Balanced Weave (0°/90°) 300 GSMDocument2 pagesProduct Description: Amplitex Art. No. 5040 Flax Balanced Weave (0°/90°) 300 GSMMcFlyPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Mapei C FRP System Installation GuidelinesDocument5 pagesMapei C FRP System Installation GuidelinesrenandPas encore d'évaluation
- HM-30 Carbon Fiber Fabric TDSDocument16 pagesHM-30 Carbon Fiber Fabric TDSLuis FloresPas encore d'évaluation
- CH 06Document34 pagesCH 06Firas Abu talebPas encore d'évaluation
- Thermosets vs Thermoplastics ProcessingDocument10 pagesThermosets vs Thermoplastics ProcessingHashim Raza SiyalPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Thermoplastic Matrix Composites From Towpregs (2014)Document19 pagesThermoplastic Matrix Composites From Towpregs (2014)YounggeunPas encore d'évaluation
- TFC 75 Us V01Document2 pagesTFC 75 Us V01Jose Carlos OcañaPas encore d'évaluation
- TGD-KetaSpire® KT-820-EN-v3.0Document126 pagesTGD-KetaSpire® KT-820-EN-v3.0Leonid PastukhovPas encore d'évaluation
- AeroPac 2012 100k' Program Report - CompressedDocument100 pagesAeroPac 2012 100k' Program Report - Compressedjdemula100% (1)
- Autoclave Processing: Spring Semester 2017 151-0548-00L Manufacturing of Polymer CompositesDocument47 pagesAutoclave Processing: Spring Semester 2017 151-0548-00L Manufacturing of Polymer CompositesyigitilgazPas encore d'évaluation
- Drdo - TF December 2013 WebDocument12 pagesDrdo - TF December 2013 WebcheenuPas encore d'évaluation
- ME 257 Composite MaterialsDocument30 pagesME 257 Composite Materialsarun_premnathPas encore d'évaluation
- Composite MaterialDocument44 pagesComposite MaterialAniqy MarshallPas encore d'évaluation
- AlmavanOudheusden 4347684 Researchproject RecyclingcompositematerialsDocument68 pagesAlmavanOudheusden 4347684 Researchproject Recyclingcompositematerialsani putkaradzePas encore d'évaluation
- WSN 118 2019 181 193 PDFDocument13 pagesWSN 118 2019 181 193 PDFgeeteshmalhotra1Pas encore d'évaluation
- Evaluation of Fracture Toughness Behaviour of Glassbanana Fiber Reinforced Epoxy Hybrid CompositesDocument13 pagesEvaluation of Fracture Toughness Behaviour of Glassbanana Fiber Reinforced Epoxy Hybrid CompositesIJIERT-International Journal of Innovations in Engineering Research and TechnologyPas encore d'évaluation
- TECAPEEK PVX Bearing Grade Data SheetDocument1 pageTECAPEEK PVX Bearing Grade Data SheetAaron LuoPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)