Vous aimerez peut-être aussi
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- A Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationDocument11 pagesA Novel High Thermal Conductivity Al-Si Casting Alloy and ApplicationgkspPas encore d'évaluation
- 5 Whys TrainingDocument14 pages5 Whys TrainingMd Majharul Islam100% (2)
- Manufacturing Process Audit ChecklistDocument4 pagesManufacturing Process Audit Checklistgksp100% (4)
- Manufacturing Audit ChecklistDocument8 pagesManufacturing Audit Checklistgksp100% (1)
- Introduction To Technical Specification ISO 22002Document27 pagesIntroduction To Technical Specification ISO 22002Tony on Samui83% (6)
- Apqp FormsDocument25 pagesApqp FormsgkspPas encore d'évaluation
- Process Map: (Competence / Skills / Training) (Materials / Equipment)Document1 pageProcess Map: (Competence / Skills / Training) (Materials / Equipment)gksp100% (2)
- PAS223Document31 pagesPAS223gksp100% (1)
- Fmea - Fmeca: Dr. Miha Mraz University of Ljubljana Faculty of Computer and Information Science LjubljanaDocument35 pagesFmea - Fmeca: Dr. Miha Mraz University of Ljubljana Faculty of Computer and Information Science LjubljanagkspPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Chop-Nod TutorialDocument13 pagesChop-Nod TutorialShubhendra DasPas encore d'évaluation
- enDocument2 pagesenSalih HasPas encore d'évaluation
- Balcons Loggias Garde CorpsDocument3 pagesBalcons Loggias Garde CorpsNazim KASSABPas encore d'évaluation
- Conductivity TesterDocument4 pagesConductivity TesterFelix PintoPas encore d'évaluation
- Nucl - Phys.B v.646Document538 pagesNucl - Phys.B v.646buddy72Pas encore d'évaluation
- EAp1 Basis of DesignDocument6 pagesEAp1 Basis of DesignSaahil KhaanPas encore d'évaluation
- Investigation of Chloro Pentaammine Cobalt (III) Chloride - Polyvinyl Alcohol CompositesDocument5 pagesInvestigation of Chloro Pentaammine Cobalt (III) Chloride - Polyvinyl Alcohol CompositesAlexander DeckerPas encore d'évaluation
- Ionic Radius PDFDocument9 pagesIonic Radius PDFehagar60Pas encore d'évaluation
- Rigging Plan and Lifting PlanDocument6 pagesRigging Plan and Lifting PlanAgung PermanaPas encore d'évaluation
- Savonius Turbin5Document14 pagesSavonius Turbin5Maha D NugrohoPas encore d'évaluation
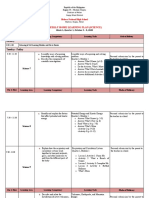
- Weekly Home Learning Plan (Science) : Week 1, Quarter 1, October 5 - 9, 2020Document4 pagesWeekly Home Learning Plan (Science) : Week 1, Quarter 1, October 5 - 9, 2020Iris AriesPas encore d'évaluation
- Resume 10-16-2017Document2 pagesResume 10-16-2017api-336793554Pas encore d'évaluation
- Saudi Aramco Pre-Commissioning Form: Testing Guide LinesDocument4 pagesSaudi Aramco Pre-Commissioning Form: Testing Guide Linesverzehre100% (2)
- Elevator Traction Machine 20131018 Elevator Traction MachineDocument8 pagesElevator Traction Machine 20131018 Elevator Traction MachineTh NattapongPas encore d'évaluation
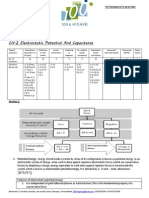
- Capacitance and Potential 2014Document25 pagesCapacitance and Potential 2014Romil GargPas encore d'évaluation
- PW and Wfi Storage and Distribution Systems Design and OperationDocument33 pagesPW and Wfi Storage and Distribution Systems Design and Operationmanojdhamne5802Pas encore d'évaluation
- Final End Sem Solution-2018Document9 pagesFinal End Sem Solution-2018Sriram MudunuriPas encore d'évaluation
- CRODocument4 pagesCROboopathy566Pas encore d'évaluation
- An Introduction To Scalar Kalman Filters PDFDocument10 pagesAn Introduction To Scalar Kalman Filters PDFjuntujuntuPas encore d'évaluation
- Steel Castings HandbookDocument58 pagesSteel Castings Handbookgalici2002100% (3)
- اعطال شارب PDFDocument13 pagesاعطال شارب PDFNasser HashimPas encore d'évaluation
- Is 13134Document14 pagesIs 13134Sowjanya ChPas encore d'évaluation
- Parastesh (2019) - Shape Optimization of Cold-Formed Steel Beam-Columns With Practical and Manufacturing ConstraintsDocument11 pagesParastesh (2019) - Shape Optimization of Cold-Formed Steel Beam-Columns With Practical and Manufacturing ConstraintsGogyPas encore d'évaluation
- RMT RFT Calculator & Calculated SheetsDocument3 pagesRMT RFT Calculator & Calculated SheetsAnimesh_Singh10% (1)
- 000 Free Energy Ac GeneratorDocument5 pages000 Free Energy Ac GeneratorKatamba Rogers100% (1)
- Light PD1Document4 pagesLight PD1Lily Suhany MahmoodPas encore d'évaluation
- Steel BS 5950Document26 pagesSteel BS 5950Rodain NajjarPas encore d'évaluation
- At The Edge of Sight by Shawn Michelle SmithDocument41 pagesAt The Edge of Sight by Shawn Michelle SmithDuke University Press100% (2)
- Computer Controlled Process Control System With SCADA and PID ControlDocument12 pagesComputer Controlled Process Control System With SCADA and PID Controldwi meyPas encore d'évaluation