Vous aimerez peut-être aussi
- Processos de extrusão para diferentes geometriasDocument26 pagesProcessos de extrusão para diferentes geometriasRenato Elias MarquesPas encore d'évaluation
- Válvulas de controle e tiposDocument24 pagesVálvulas de controle e tiposLuciana OliveiraPas encore d'évaluation
- NDB 631 Catálogo Bomba PenumaticaDocument6 pagesNDB 631 Catálogo Bomba PenumaticaTiago Placca100% (1)
- Comandos PotenciaDocument5 pagesComandos PotenciaRaziel FeliPas encore d'évaluation
- AEPH Caixa de Junção PDFDocument13 pagesAEPH Caixa de Junção PDFMarco ValentimPas encore d'évaluation
- Diagrama PID Part01Document10 pagesDiagrama PID Part01JBBARPas encore d'évaluation
- Balança de correia para transporte a granelDocument2 pagesBalança de correia para transporte a granelLeonardo CarneiroPas encore d'évaluation
- Catalogo Rowa Brasil 11-13Document37 pagesCatalogo Rowa Brasil 11-13fernandowfrancaPas encore d'évaluation
- Curto-circuito e circuito abertoDocument3 pagesCurto-circuito e circuito abertoMarcelo Alves de OliveiraPas encore d'évaluation
- 5.a Aula - Sist. Lineares - Funcao de TransferenciaDocument49 pages5.a Aula - Sist. Lineares - Funcao de TransferenciaMarcelo DantasPas encore d'évaluation
- WEG Plc300 Comunicacao Modbus Rtu 10000850708 Manual Portugues BRDocument40 pagesWEG Plc300 Comunicacao Modbus Rtu 10000850708 Manual Portugues BREliani BraunPas encore d'évaluation
- Automatização na indústria de mineração de calcárioDocument18 pagesAutomatização na indústria de mineração de calcáriolucasanbPas encore d'évaluation
- Relatorio Motor Stirling - TermodinamicaDocument17 pagesRelatorio Motor Stirling - TermodinamicaLarissa CesarPas encore d'évaluation
- Contatores de potência 3RT10 e acessóriosDocument2 pagesContatores de potência 3RT10 e acessóriosricboscoPas encore d'évaluation
- 8001395755307valvulas PulsoDocument15 pages8001395755307valvulas PulsoHugodezanPas encore d'évaluation
- IT-SESMT-4 5 1-002e - Laboratório MóvelDocument9 pagesIT-SESMT-4 5 1-002e - Laboratório Móvelemele francinePas encore d'évaluation
- Experiencia 8 Calibração de TermometroDocument11 pagesExperiencia 8 Calibração de TermometroRafael Almeida LemosPas encore d'évaluation
- WEG Sensores Industriais 50029077 Catalogo Portugues BR PTDocument44 pagesWEG Sensores Industriais 50029077 Catalogo Portugues BR PTRaphaelRoratoPas encore d'évaluation
- Vibrate - 2633 - CRS0885Document2 pagesVibrate - 2633 - CRS0885Luis PedraPas encore d'évaluation
- Transistores - Teoria e Prática 1 PDFDocument4 pagesTransistores - Teoria e Prática 1 PDFGuilherme Nagae100% (1)
- Manual Termovisor Flir I60Document236 pagesManual Termovisor Flir I60Márcio Vieira Silva100% (1)
- Funcionamento da garra hidráulica de um braçoDocument14 pagesFuncionamento da garra hidráulica de um braçoLucas CorreiaPas encore d'évaluation
- Fita Isolante Scotch™ 33+: Conheça A Linha Completa de Produtos emDocument79 pagesFita Isolante Scotch™ 33+: Conheça A Linha Completa de Produtos emBia AlvesPas encore d'évaluation
- 2 - Robotica Analise e Controle Robos - Universidade Positivo - UpDocument48 pages2 - Robotica Analise e Controle Robos - Universidade Positivo - UpbrunoPas encore d'évaluation
- Catalado de Valvulas AngularesDocument44 pagesCatalado de Valvulas AngularesMarlon SantosPas encore d'évaluation
- Catalogo SOLOTEST ConcretoDocument18 pagesCatalogo SOLOTEST ConcretoJanette Almeida100% (1)
- Termopares: características e aplicaçõesDocument71 pagesTermopares: características e aplicaçõeslcs2006mvPas encore d'évaluation
- Procedimento de Coleta de Amostra de ÓleoDocument3 pagesProcedimento de Coleta de Amostra de ÓleoPaulo RodriguesPas encore d'évaluation
- ND 2-9-Instalacoes Basicas RD CompactasDocument117 pagesND 2-9-Instalacoes Basicas RD CompactasUlisses RodriguesPas encore d'évaluation
- NBR12952 - 1993 - Inspecao de ValvulasDocument6 pagesNBR12952 - 1993 - Inspecao de ValvulasCleiton Bernardo100% (1)
- Manutenção Eletroeletrônica IIDocument11 pagesManutenção Eletroeletrônica IIFrancisco JúniorPas encore d'évaluation
- Conhecimento de Produto: JactoDocument45 pagesConhecimento de Produto: JactoGabriel SampaioPas encore d'évaluation
- Bombas de alimentação de caldeiras: instalação, operação e manutençãoDocument6 pagesBombas de alimentação de caldeiras: instalação, operação e manutençãoAdriano CorreiaPas encore d'évaluation
- Detecção de vazamentos por emissão acústicaDocument8 pagesDetecção de vazamentos por emissão acústicaRicardo RibeiroPas encore d'évaluation
- 10277Br Retentor-EcoTurn Portuguese PDFDocument2 pages10277Br Retentor-EcoTurn Portuguese PDFEdilson AlvesPas encore d'évaluation
- Automação do transporte de areia de fundição por pulso de arDocument15 pagesAutomação do transporte de areia de fundição por pulso de arWeverton AlvesPas encore d'évaluation
- Gestão da manutenção de ativos com foco em confiabilidadeDocument18 pagesGestão da manutenção de ativos com foco em confiabilidadedelanney0% (1)
- Manual ponte pesagem M301 balança eletrônicaDocument10 pagesManual ponte pesagem M301 balança eletrônicaMário JúniorPas encore d'évaluation
- Tecnologia de ar comprimido: fundamentos e aplicaçõesDocument30 pagesTecnologia de ar comprimido: fundamentos e aplicaçõesricardos3k0Pas encore d'évaluation
- Tipos de MancaisDocument5 pagesTipos de MancaisGuererPas encore d'évaluation
- Guia completo para instalação e uso de sauna a vaporDocument18 pagesGuia completo para instalação e uso de sauna a vaporReuel LuizPas encore d'évaluation
- CPFL - Afastamentos Mínimos para Redes de DistribuiçãoDocument13 pagesCPFL - Afastamentos Mínimos para Redes de DistribuiçãoCleiton Rodrigues SoaresPas encore d'évaluation
- ANALISADORES INDUSTRIAIS Parte01Document63 pagesANALISADORES INDUSTRIAIS Parte01Rita de Cassia CostaPas encore d'évaluation
- Laboratório de Metalurgia e Ensaios de MateriaisDocument17 pagesLaboratório de Metalurgia e Ensaios de MateriaisPassigattePas encore d'évaluation
- Instrumentacao 12a PDFDocument301 pagesInstrumentacao 12a PDFRonaldo TourinhoPas encore d'évaluation
- Manual de Instrução para Operação Com Geradores de Energia ElétricaDocument10 pagesManual de Instrução para Operação Com Geradores de Energia ElétricaFelipe NascimentoPas encore d'évaluation
- Catalogo WEG Acionadores - MPW25Document6 pagesCatalogo WEG Acionadores - MPW25Edu ArdoPas encore d'évaluation
- Perfuração de rochasDocument176 pagesPerfuração de rochasaxel_gutierrez_11Pas encore d'évaluation
- Barramento elétrico blindado U25/U35Document8 pagesBarramento elétrico blindado U25/U35Cristhian GraefPas encore d'évaluation
- NBR 14744 - 2001 - Poste de Aço para Iluminacao PDFDocument25 pagesNBR 14744 - 2001 - Poste de Aço para Iluminacao PDFcrrreis50% (2)
- Medidor O2 manualDocument11 pagesMedidor O2 manualfernandobio100% (1)
- bombas dosadoras eletromagnéticasDocument3 pagesbombas dosadoras eletromagnéticasRoney A. Gomes Gomes0% (1)
- (Abnt-Nbr 5175) - Código Numérico Das Funções Dos Dispositivos de Manobra, Controle e Proteção de Sistemas de Potência (Simbologia) - DocumentsDocument14 pages(Abnt-Nbr 5175) - Código Numérico Das Funções Dos Dispositivos de Manobra, Controle e Proteção de Sistemas de Potência (Simbologia) - DocumentsClaudemir SilvaPas encore d'évaluation
- Aula 6 - Eficiencia CromatograficaDocument4 pagesAula 6 - Eficiencia CromatograficaTalles BarcelosPas encore d'évaluation
- Manual Motor WegDocument8 pagesManual Motor WegMarcos RibeiroPas encore d'évaluation
- Validação de Métodos AnalíticosDocument18 pagesValidação de Métodos AnalíticosRogério VieiraPas encore d'évaluation
- Desenvolvimento De Projetos Para Monitoramento De Sensores Por Telemetria Com Base No Esp8266 Programado Em ArduinoD'EverandDesenvolvimento De Projetos Para Monitoramento De Sensores Por Telemetria Com Base No Esp8266 Programado Em ArduinoPas encore d'évaluation
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoD'EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoPas encore d'évaluation
- Roteiro de Colagem de Anel em Tampa de Equipamento de LaboratórioDocument1 pageRoteiro de Colagem de Anel em Tampa de Equipamento de LaboratórioMelqui2009Pas encore d'évaluation
- Estudo Sobre Queima de Combustível em CaldeirasDocument1 pageEstudo Sobre Queima de Combustível em CaldeirasMelqui2009Pas encore d'évaluation
- Ensaio Queimar Madeiras para Gerar Energia É Crime AmbientalDocument2 pagesEnsaio Queimar Madeiras para Gerar Energia É Crime AmbientalMelqui2009Pas encore d'évaluation
- Ensaio Queimar Madeiras para Gerar Energia É Crime AmbientalDocument2 pagesEnsaio Queimar Madeiras para Gerar Energia É Crime AmbientalMelqui2009Pas encore d'évaluation
- Estudo Sobre Queima de Combustível em CaldeirasDocument1 pageEstudo Sobre Queima de Combustível em CaldeirasMelqui2009Pas encore d'évaluation
- Tecnologia Textil BasicaDocument74 pagesTecnologia Textil BasicaAstrogildo AmorimPas encore d'évaluation
- Cálculo Peso ChapasDocument1 pageCálculo Peso ChapasMelqui2009Pas encore d'évaluation
- Propulsores Hidráulicos - Máquinas de Tingimento de TecidosDocument7 pagesPropulsores Hidráulicos - Máquinas de Tingimento de TecidosMelqui2009Pas encore d'évaluation
- Instalação e cálculo de carga térmica para ar condicionadoDocument4 pagesInstalação e cálculo de carga térmica para ar condicionadoMárcio BussPas encore d'évaluation
- Chek-List de Boas PraticasDocument14 pagesChek-List de Boas PraticasLysfrePas encore d'évaluation
- Processo de compostagem: técnica para reciclagem de resíduos orgânicosDocument4 pagesProcesso de compostagem: técnica para reciclagem de resíduos orgânicosgonzaga nettoPas encore d'évaluation
- TeoriaPlasticidadeElasticidadeTensõesDocument27 pagesTeoriaPlasticidadeElasticidadeTensõesFrancisco MachadoPas encore d'évaluation
- Chave Fim de Curso SteckDocument3 pagesChave Fim de Curso SteckTiagoLazarottoPas encore d'évaluation
- ASB CEAPES Modulo 7 Atividades Apostila Lidiane T217Document8 pagesASB CEAPES Modulo 7 Atividades Apostila Lidiane T217Lidiane Wandrofski Fagundes100% (1)
- Apostila de Programação Fanuc21mbDocument104 pagesApostila de Programação Fanuc21mbCláudio BarretosPas encore d'évaluation
- Soluções de rolamentos para máquinas agrícolasDocument15 pagesSoluções de rolamentos para máquinas agrícolasFlavioPas encore d'évaluation
- Novos produtos PORSEG sistemas de segurançaDocument24 pagesNovos produtos PORSEG sistemas de segurança2011PAULOPEREIRAPas encore d'évaluation
- Estrutura de AeronavesDocument52 pagesEstrutura de AeronavesLucas GabrielPas encore d'évaluation
- Exercícios ResolvidosDocument3 pagesExercícios ResolvidosanlumosoPas encore d'évaluation
- A Dinâmica Do CapitalismoDocument10 pagesA Dinâmica Do CapitalismoMiguel GonçalvesPas encore d'évaluation
- MECANICA Plano de Curso Atualizacao 2018Document187 pagesMECANICA Plano de Curso Atualizacao 2018Moisés Nunes Moreira100% (1)
- Ensaio de tração para determinar o módulo de elasticidade de liga de alumínioDocument4 pagesEnsaio de tração para determinar o módulo de elasticidade de liga de alumínioThyago AmaralPas encore d'évaluation
- Tabela Dos Principais Cations e AnionsDocument1 pageTabela Dos Principais Cations e Anionskaiquegabrieleu12Pas encore d'évaluation
- IG1 - 9 - 4 - Portaria Nº 201, de 16 Abr 2007, SIMOBE (IG 20-07)Document29 pagesIG1 - 9 - 4 - Portaria Nº 201, de 16 Abr 2007, SIMOBE (IG 20-07)sandrofragosoPas encore d'évaluation
- Influência Do Tipo de Lignina Na Caracterização de Compósitos Poliméricos Com Fibra NaturalDocument15 pagesInfluência Do Tipo de Lignina Na Caracterização de Compósitos Poliméricos Com Fibra NaturalLuciano DiasPas encore d'évaluation
- Produção e Setores de Atividade EconómicaDocument17 pagesProdução e Setores de Atividade EconómicaPessoa LindaPas encore d'évaluation
- Projeto Norma BrasDocument6 pagesProjeto Norma BrasgyroskopienPas encore d'évaluation
- 1 - Desenvolvimento e Produção de Compósitos de Matriz Cerâmica Al2O3-TiDocument81 pages1 - Desenvolvimento e Produção de Compósitos de Matriz Cerâmica Al2O3-TiJedaías J.Pas encore d'évaluation
- Esforço de flexão simples e tensõesDocument20 pagesEsforço de flexão simples e tensõesHugo CavalcantePas encore d'évaluation
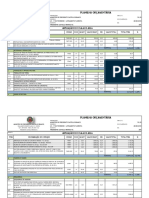
- Planilha OrçamentáriaDocument6 pagesPlanilha OrçamentáriaKant KandejaPas encore d'évaluation
- NBR-5752 - Indice de Atividade Pozolanica Cimento Portland Aos 28 DiasDocument8 pagesNBR-5752 - Indice de Atividade Pozolanica Cimento Portland Aos 28 DiasAbimael X VeronicaPas encore d'évaluation
- Mapa - Automação Industrial - 542023Document5 pagesMapa - Automação Industrial - 542023jiroro4808Pas encore d'évaluation
- Cartilha de MachosDocument19 pagesCartilha de MachosFernandoPas encore d'évaluation
- Estudo de caso: Tubo de revestimento de cabideDocument22 pagesEstudo de caso: Tubo de revestimento de cabideFernando SousaPas encore d'évaluation
- Drywall - Chapas, Perfis, Suportes e Acessórios - Aplicação Drywall - DrywallDocument7 pagesDrywall - Chapas, Perfis, Suportes e Acessórios - Aplicação Drywall - DrywallandrelalPas encore d'évaluation
- Pedro Marques Coelho Matricula - 2021214868 - Atividade3 - Ensaio de Durez e TermicosDocument6 pagesPedro Marques Coelho Matricula - 2021214868 - Atividade3 - Ensaio de Durez e Termicospedromarquescoelho20Pas encore d'évaluation
- Laudo FabricanteDocument5 pagesLaudo FabricanteAnonymous 00OUZ9DPas encore d'évaluation
- Cuidados Con El HPLCDocument47 pagesCuidados Con El HPLCJardson Ramos SilvaPas encore d'évaluation