Vous aimerez peut-être aussi
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Beam RC DetailsDocument1 pageBeam RC DetailsIsaac Mureithi MainaPas encore d'évaluation
- Structural Design Basis GuidelinesDocument4 pagesStructural Design Basis GuidelinesTon Figueroa100% (1)
- Structural Design Basis GuidelinesDocument4 pagesStructural Design Basis GuidelinesTon Figueroa100% (1)
- Isolated Base To Ec2Document12 pagesIsolated Base To Ec2Isaac Mureithi MainaPas encore d'évaluation
- Structure LayoutDocument1 pageStructure LayoutIsaac Mureithi MainaPas encore d'évaluation
- Columns RC DetailsDocument1 pageColumns RC DetailsIsaac Mureithi MainaPas encore d'évaluation
- Section For BalconyDocument1 pageSection For BalconyIsaac Mureithi MainaPas encore d'évaluation
- Slanting Balcony BeamsDocument1 pageSlanting Balcony BeamsIsaac Mureithi MainaPas encore d'évaluation
- Church Balcony SteelDocument1 pageChurch Balcony SteelIsaac Mureithi MainaPas encore d'évaluation
- PilesDocument2 pagesPilesIsaac Mureithi MainaPas encore d'évaluation
- Foundation LayoutDocument1 pageFoundation LayoutIsaac Mureithi MainaPas encore d'évaluation
- Slab RC DetailsDocument1 pageSlab RC DetailsIsaac Mureithi MainaPas encore d'évaluation
- Roof Layout PlanDocument1 pageRoof Layout PlanIsaac Mureithi MainaPas encore d'évaluation
- TrussesDocument1 pageTrussesIsaac Mureithi MainaPas encore d'évaluation
- Pile SpecsDocument1 pagePile SpecsIsaac Mureithi MainaPas encore d'évaluation
- Site Measurement ReportDocument1 pageSite Measurement ReportIsaac Mureithi MainaPas encore d'évaluation
- Consultant'S Name:: Firm's Experience and OrganizationDocument5 pagesConsultant'S Name:: Firm's Experience and OrganizationIsaac Mureithi MainaPas encore d'évaluation
- Ground Floor in AutocadDocument1 pageGround Floor in AutocadIsaac Mureithi MainaPas encore d'évaluation
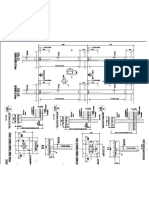
- Beam ElevationDocument1 pageBeam ElevationIsaac Mureithi MainaPas encore d'évaluation
- Concrete Specifications Water: Sizes of AggregateDocument6 pagesConcrete Specifications Water: Sizes of AggregateIsaac Mureithi MainaPas encore d'évaluation
- BeamDocument1 pageBeamIsaac Mureithi MainaPas encore d'évaluation
- Floor SlabDocument1 pageFloor SlabIsaac Mureithi MainaPas encore d'évaluation
- Goat Project Cash FlowDocument2 pagesGoat Project Cash FlowIsaac Mureithi MainaPas encore d'évaluation
- Making Dairy MealDocument1 pageMaking Dairy MealIsaac Mureithi MainaPas encore d'évaluation
- First FloorDocument1 pageFirst FloorIsaac Mureithi MainaPas encore d'évaluation
- Kenyan Timber Grade StressesDocument2 pagesKenyan Timber Grade StressesIsaac Mureithi MainaPas encore d'évaluation
- How To Make Maziwa MalaDocument1 pageHow To Make Maziwa MalaIsaac Mureithi MainaPas encore d'évaluation
- Design InformationDocument1 pageDesign InformationIsaac Mureithi MainaPas encore d'évaluation
- Specs For Bored PilingDocument23 pagesSpecs For Bored PilingIsaac Mureithi MainaPas encore d'évaluation
- Specs For Bored PilingDocument23 pagesSpecs For Bored PilingIsaac Mureithi MainaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Icf MD Spec 252 Cast Steel Side Buffer ArrgtDocument17 pagesIcf MD Spec 252 Cast Steel Side Buffer ArrgtDipak Kumar ChatterjeePas encore d'évaluation
- Lecture - 5 Notes: Milling Basic Mechanical Engineering (Part - B, Unit - I) 1Document7 pagesLecture - 5 Notes: Milling Basic Mechanical Engineering (Part - B, Unit - I) 1Roop LalPas encore d'évaluation
- Proposed Changes to IRS-T-29-2000 CMS Crossing Manufacturing StandardsDocument11 pagesProposed Changes to IRS-T-29-2000 CMS Crossing Manufacturing StandardsShipra MishraPas encore d'évaluation
- List of Some Necessary Iso Standards For Welding WorkDocument1 pageList of Some Necessary Iso Standards For Welding Workloboandi100% (1)
- Ramset Wallmate AnchorDocument2 pagesRamset Wallmate Anchoryhfg27Pas encore d'évaluation
- Cutting Tool TechnologyDocument5 pagesCutting Tool TechnologyROHAN DESAIPas encore d'évaluation
- Asme II Part A (A 36) - 2010Document6 pagesAsme II Part A (A 36) - 2010Nila GamaPas encore d'évaluation
- Resistencia Tension Pernos ASTM F1554Document4 pagesResistencia Tension Pernos ASTM F1554mrnicusPas encore d'évaluation
- (Addenda Service Expired) : B1 Standards Status ListDocument6 pages(Addenda Service Expired) : B1 Standards Status Listleobond007Pas encore d'évaluation
- Widia - Advances 2018 - Metric - LR PDFDocument84 pagesWidia - Advances 2018 - Metric - LR PDFswami061009Pas encore d'évaluation
- Keystone Better Mann CatalogDocument12 pagesKeystone Better Mann CatalogSpencer100% (1)
- CNC PPT AkDocument16 pagesCNC PPT AkArun Kumar YadavPas encore d'évaluation
- PUMA V400: SeriesDocument12 pagesPUMA V400: SeriesMuhammad Hassan AbidPas encore d'évaluation
- Deni Tool Modulo DDocument4 pagesDeni Tool Modulo DnofearnemPas encore d'évaluation
- TB-10001585 NPT Ring & Plug Gauge Operation Procedure - 4347652 - 01Document2 pagesTB-10001585 NPT Ring & Plug Gauge Operation Procedure - 4347652 - 01Anton SusiloPas encore d'évaluation
- Bulk Deformation Processes in Metalworking: Review QuestionsDocument22 pagesBulk Deformation Processes in Metalworking: Review QuestionsAnant Kumar0% (1)
- Datasheet For Steel Grades Specialsteel EN30BDocument2 pagesDatasheet For Steel Grades Specialsteel EN30BIzhar MehdiPas encore d'évaluation
- Sheet Metal DesignDocument13 pagesSheet Metal Designsivakumar subramanianPas encore d'évaluation
- MTG GDocument121 pagesMTG Gkuren kaPas encore d'évaluation
- CNC PaperDocument2 pagesCNC Paperfahadfadi48Pas encore d'évaluation
- Frank T. Sargent The Key To Metall BumpingDocument69 pagesFrank T. Sargent The Key To Metall BumpingPeter OlyschlägerPas encore d'évaluation
- CNC Definitive GuideDocument36 pagesCNC Definitive GuidePhucPas encore d'évaluation
- 1DIN 6921-10.9 Hex Flange Bo.Document2 pages1DIN 6921-10.9 Hex Flange Bo.Sunil BaliPas encore d'évaluation
- DIN 2632 PN10 Stainless Steel Weld Neck Flange Dimensions and SpecificationsDocument2 pagesDIN 2632 PN10 Stainless Steel Weld Neck Flange Dimensions and SpecificationsMILENGGPas encore d'évaluation
- A574 Alloy Steel Socket Head Cap Screw Spec SheetDocument5 pagesA574 Alloy Steel Socket Head Cap Screw Spec SheetChris MedeirosPas encore d'évaluation
- Catalogo Machuelos Threading Tools To Jis StandardDocument68 pagesCatalogo Machuelos Threading Tools To Jis StandardnabilahanakhairunnidaPas encore d'évaluation
- 5.4-SRT - Ing 52606Document11 pages5.4-SRT - Ing 52606Emir AkçayPas encore d'évaluation
- Tooltech Pricelist DT011221 - 220828 - 082912Document17 pagesTooltech Pricelist DT011221 - 220828 - 082912Pentagon LeadPas encore d'évaluation
- MT 4th SemDocument154 pagesMT 4th SemDushyant HarnePas encore d'évaluation
- EXL Meso FinalDocument13 pagesEXL Meso FinalNisargaPas encore d'évaluation