Vous aimerez peut-être aussi
- Soldabilidad de Los MaterialesDocument33 pagesSoldabilidad de Los MaterialesIsai Keoma Chirinos DiazPas encore d'évaluation
- Resumen de Capitulo32Document10 pagesResumen de Capitulo32patrickPas encore d'évaluation
- Clad and Dissimilar Metals (TRADUCCIÓN)Document8 pagesClad and Dissimilar Metals (TRADUCCIÓN)BorasiLucianoPas encore d'évaluation
- Soldadura Dura y SuaveDocument3 pagesSoldadura Dura y SuaveMariano Castro Borré50% (2)
- MATERIALES ACEROS DISIMILES PARA LA SOLDADURADocument7 pagesMATERIALES ACEROS DISIMILES PARA LA SOLDADURAJOSE ANDRES LEMA IMBAPas encore d'évaluation
- Soldadura de Metales DisimilesDocument4 pagesSoldadura de Metales DisimilesSebastian Krdnas100% (1)
- Analisis Metalografico de Las Uniones SoldadasDocument14 pagesAnalisis Metalografico de Las Uniones SoldadasAnonymous KdnOsd9Pas encore d'évaluation
- Tipos de revestimiento para electrodos en soldaduraDocument7 pagesTipos de revestimiento para electrodos en soldaduraKevin Shinder Jesus Colque EscobedoPas encore d'évaluation
- Capítulo 04 Parte 3Document23 pagesCapítulo 04 Parte 3Simon Caceres QuirozPas encore d'évaluation
- Procesos de Soldeo Por FusiónDocument5 pagesProcesos de Soldeo Por Fusiónmauricio santiago cristobalPas encore d'évaluation
- Soldadura FuerteDocument29 pagesSoldadura Fuerteneptuno97Pas encore d'évaluation
- Capítulo 17. Soldeo Fuerte y BlandoDocument20 pagesCapítulo 17. Soldeo Fuerte y BlandoHans Evert AncoPas encore d'évaluation
- Soldadura DuraDocument9 pagesSoldadura DuraRobertPas encore d'évaluation
- Soldadura fuerte tuberíasDocument5 pagesSoldadura fuerte tuberíasKrlos BetaPas encore d'évaluation
- Evaluacion 1 Corte II SoldaduraDocument3 pagesEvaluacion 1 Corte II SoldaduraJulian Alejandro Lopez PintoPas encore d'évaluation
- Taller Aceros InoxidablesDocument6 pagesTaller Aceros InoxidablesMikeRhomeRhamosPas encore d'évaluation
- 10594846-5766-48f1-bf0a-197a00ceb508.pptxDocument32 pages10594846-5766-48f1-bf0a-197a00ceb508.pptxGabriel Yair M CHPas encore d'évaluation
- MotoresDocument50 pagesMotoresDaniel SilvaPas encore d'évaluation
- Metalurgia de La SoldaduraDocument53 pagesMetalurgia de La SoldaduraJose Munioz100% (1)
- ElectrodosDocument11 pagesElectrodosEduardo López BustinzaPas encore d'évaluation
- Soldabilidad aceros medio CDocument15 pagesSoldabilidad aceros medio CLinis Maris DcfPas encore d'évaluation
- Tarea 8 Soldadura de Arco ProtegidoDocument5 pagesTarea 8 Soldadura de Arco ProtegidoJose Emir Martínez SantiagoPas encore d'évaluation
- 7 La Soldadura de ArcoDocument5 pages7 La Soldadura de ArcoRossemary AduviriPas encore d'évaluation
- Procesos de soldadura homogéneas y heterogéneasDocument28 pagesProcesos de soldadura homogéneas y heterogéneasTeresita Fuentes100% (2)
- Soldabilidad de Los Aceros Al CarbónDocument36 pagesSoldabilidad de Los Aceros Al CarbónJesús Bernal87% (15)
- Soldadura Fuerte y Blanda.Document18 pagesSoldadura Fuerte y Blanda.papaiguezPas encore d'évaluation
- Soldabilidad de Materiales DisimilesDocument23 pagesSoldabilidad de Materiales DisimilesFiliberto CragPas encore d'évaluation
- Cuest Unidad IvDocument4 pagesCuest Unidad IvRomán De La Rosa0% (3)
- Soldabilidad de Materiales - Valeria LeónDocument9 pagesSoldabilidad de Materiales - Valeria Leónluisx10Pas encore d'évaluation
- 4 Procesos de UniónDocument22 pages4 Procesos de UniónCarlos de los SantosPas encore d'évaluation
- Practica 2 ConformadoDocument9 pagesPractica 2 ConformadoANGELPas encore d'évaluation
- Informe de Materiales Tipos de AcerosDocument20 pagesInforme de Materiales Tipos de AcerosJhonatanAlexanderMogollonUlloaPas encore d'évaluation
- Apunte Sobre Soldaduras y Todas Sus Cuestiones A Tener en CuentaDocument11 pagesApunte Sobre Soldaduras y Todas Sus Cuestiones A Tener en CuentaSebastian Amago PratoPas encore d'évaluation
- Criterios Tecnicos Basicos para Una Adecuada Soldadura de Los Aceros EstructuralesDocument21 pagesCriterios Tecnicos Basicos para Una Adecuada Soldadura de Los Aceros EstructuralesEdgar Coavas PérezPas encore d'évaluation
- BrazingDocument3 pagesBrazingDavid CruzPas encore d'évaluation
- Cuestionario de soldadura: preguntas y respuestas sobre códigos, posiciones, electrodos y másDocument29 pagesCuestionario de soldadura: preguntas y respuestas sobre códigos, posiciones, electrodos y másOtidnanref EkilPas encore d'évaluation
- Apuntes de SOLDADURADocument68 pagesApuntes de SOLDADURAIván CaihuaraPas encore d'évaluation
- Metalrgia de SldaduraDocument27 pagesMetalrgia de SldaduraSamyr FajardPas encore d'évaluation
- Soldadura fuerte y blanda: procesos, ventajas e inconvenientesDocument30 pagesSoldadura fuerte y blanda: procesos, ventajas e inconvenientesosiris reyes0% (1)
- Regiones de La SoldaduraDocument4 pagesRegiones de La SoldaduraLeonel Giraldo CastañoPas encore d'évaluation
- Metalurgica y Soldabilidad de Los AcerosDocument33 pagesMetalurgica y Soldabilidad de Los AcerosOrel100% (2)
- Conexiones SoldadasDocument13 pagesConexiones Soldadasleo_monteroPas encore d'évaluation
- Procesos y tipos de soldadura dura y suaveDocument8 pagesProcesos y tipos de soldadura dura y suaveCAMPOS RAMIREZ LUIS ERNESTOPas encore d'évaluation
- Curso SoldaduraDocument13 pagesCurso Soldaduraawalter_1Pas encore d'évaluation
- Soldadura de MantenimientoDocument9 pagesSoldadura de MantenimientoYomira Morales RiosPas encore d'évaluation
- San Ud 2 Soldadura Fuerte y BlandaDocument14 pagesSan Ud 2 Soldadura Fuerte y BlandaGuz KoutPas encore d'évaluation
- Tipos de Uniones y SoldadurasDocument7 pagesTipos de Uniones y SoldadurasMiguel GutierrezPas encore d'évaluation
- Tecnologias de Unión Preguntas DesarrolladasDocument26 pagesTecnologias de Unión Preguntas DesarrolladasmelisaPas encore d'évaluation
- Soldadura Blanda (Soldering)Document13 pagesSoldadura Blanda (Soldering)Paola Morgado AcevedoPas encore d'évaluation
- Criterio de Buena SoldaduraDocument11 pagesCriterio de Buena SoldaduraDiego Armando Machado MercadoPas encore d'évaluation
- Evaluacion Nº2 Corte II SoldaduraDocument4 pagesEvaluacion Nº2 Corte II SoldaduraJulian Alejandro Lopez PintoPas encore d'évaluation
- Soldadura FuerteDocument13 pagesSoldadura FuerteJaime Orlando SantamariaPas encore d'évaluation
- Conceptos de SoldaduraDocument4 pagesConceptos de SoldaduraAlvaro Pulido HernandezPas encore d'évaluation
- Metalurgia de La Soldadura TrabajoDocument6 pagesMetalurgia de La Soldadura TrabajoBrayan Villanueva Villena100% (1)
- Soldadura de materiales disímilesDocument62 pagesSoldadura de materiales disímilesElmar Cuellar100% (3)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAD'EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Pas encore d'évaluation
- Proyecto SLPDocument36 pagesProyecto SLPAnthony Huirse100% (1)
- Guia Simulacion de SistemasDocument58 pagesGuia Simulacion de SistemascesarcarrascoPas encore d'évaluation
- Problemas Ensayo de Materiales GalloDocument14 pagesProblemas Ensayo de Materiales GalloAnthony HuirsePas encore d'évaluation
- Calculos de SuavizadoDocument10 pagesCalculos de SuavizadoAnthony HuirsePas encore d'évaluation
- Cap 6-Indicadores de MantenimientoDocument14 pagesCap 6-Indicadores de MantenimientoAnthony HuirsePas encore d'évaluation
- Migracion Internacional Problema o OportunidadDocument5 pagesMigracion Internacional Problema o OportunidadAnthony HuirsePas encore d'évaluation
- Literatura y Compromiso SartreDocument6 pagesLiteratura y Compromiso SartreAnthony HuirsePas encore d'évaluation
- Reclutamiento y Selección de PersonalDocument7 pagesReclutamiento y Selección de PersonalAnthony HuirsePas encore d'évaluation
- Literatura y Compromiso SartreDocument6 pagesLiteratura y Compromiso SartreAnthony HuirsePas encore d'évaluation
- El Virreynato en El PerúDocument1 pageEl Virreynato en El PerúAnthony HuirsePas encore d'évaluation
- Descripcion Fajas Transportadoras-ActualizadoDocument1 pageDescripcion Fajas Transportadoras-ActualizadoAnthony HuirsePas encore d'évaluation
- TPM Sesion1gm3 (Modo de Compatibilidad)Document118 pagesTPM Sesion1gm3 (Modo de Compatibilidad)Anthony HuirsePas encore d'évaluation
- Texto 2Document31 pagesTexto 2Alejandro TapiaPas encore d'évaluation
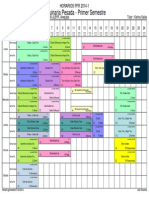
- Horarios PFR 2014-1 Version3Document149 pagesHorarios PFR 2014-1 Version3Anthony HuirsePas encore d'évaluation
- Análisis de ResultadosDocument12 pagesAnálisis de ResultadosAnthony HuirsePas encore d'évaluation
- Tran Misi OnDocument19 pagesTran Misi OnAnthony HuirsePas encore d'évaluation
- Lab 1 ProyectosDocument7 pagesLab 1 ProyectosAnthony HuirsePas encore d'évaluation
- Trabajo PotenciaDocument29 pagesTrabajo PotenciaAnthony HuirsePas encore d'évaluation
- TutorialDocument13 pagesTutorialAnthony HuirsePas encore d'évaluation
- Análisis vectorial: sumas y componentes de vectoresDocument54 pagesAnálisis vectorial: sumas y componentes de vectoresAnthony HuirsePas encore d'évaluation
- Bol96 Seleccionado Un Equipo de SoldaduraDocument0 pageBol96 Seleccionado Un Equipo de SoldaduraAnthony HuirsePas encore d'évaluation
- Maquina de AtwoodDocument7 pagesMaquina de AtwoodAnthony HuirsePas encore d'évaluation
- Motores Eléctricos PDFDocument13 pagesMotores Eléctricos PDFDaniel Javier Huallpa ZegarraPas encore d'évaluation
- Problema 4 Uniones AtornilladasDocument5 pagesProblema 4 Uniones Atornilladasojeador2Pas encore d'évaluation
- Valdez Bernedo, Diego Armando Lab 1 Soldadura Arco EléctricoDocument15 pagesValdez Bernedo, Diego Armando Lab 1 Soldadura Arco EléctricoAnthony HuirsePas encore d'évaluation
- Ejercicios Resueltos MecanismosDocument17 pagesEjercicios Resueltos MecanismosJose Home50% (6)
- Romario Ch. C.Document26 pagesRomario Ch. C.Anthony HuirsePas encore d'évaluation
- Elementos de MaquinasDocument68 pagesElementos de MaquinasIldefonso Jaquez Luna100% (3)
- Laboratorio 1.docxaaaaaaaaaaaDocument38 pagesLaboratorio 1.docxaaaaaaaaaaaAnthony HuirsePas encore d'évaluation
- Practica Matlab & SimulinkDocument35 pagesPractica Matlab & SimulinkF Miguel MaldonadoPas encore d'évaluation
- Ppbásicos en La Preparación de Cavidades de Dientes Deciduo1Document4 pagesPpbásicos en La Preparación de Cavidades de Dientes Deciduo1Wen GuerrónPas encore d'évaluation
- La Elasticidad Del CabelloDocument12 pagesLa Elasticidad Del CabelloMichel Mérida100% (2)
- PDF Doc E001 358910457752364Document1 pagePDF Doc E001 358910457752364raulriveratPas encore d'évaluation
- Extraccion Liquido-Solido (Lixiviacion)Document14 pagesExtraccion Liquido-Solido (Lixiviacion)Jhon Francísco Hernández JiménezPas encore d'évaluation
- Determinación Peso Específico SuelosDocument25 pagesDeterminación Peso Específico Suelosgladys cuiza estradaPas encore d'évaluation
- Introducción AUTOMOTRIZDocument6 pagesIntroducción AUTOMOTRIZjosePas encore d'évaluation
- Marco TeoricoDocument4 pagesMarco TeoricoJOAN ALVARADO CANOPas encore d'évaluation
- 9 Indicadores Del Nivel de SaludDocument16 pages9 Indicadores Del Nivel de SaludAndrea HernandezPas encore d'évaluation
- Trabajo de Bienes Nacionales Contabilidad GubernamentalDocument8 pagesTrabajo de Bienes Nacionales Contabilidad GubernamentalYureisi CedeñoPas encore d'évaluation
- Plan Estratégico Empresa Maxpellets S.A: Líneas de Productos y ServiciosDocument2 pagesPlan Estratégico Empresa Maxpellets S.A: Líneas de Productos y ServiciosKATHERINE - GARZON CABRERAPas encore d'évaluation
- Enfermedades OcupacionalesDocument9 pagesEnfermedades OcupacionalesItalo Revilla VergaraPas encore d'évaluation
- Exposicion Operaciones MatematicasDocument8 pagesExposicion Operaciones MatematicasSindy HernandezPas encore d'évaluation
- Qué Tipos de Baterías Existen en El Mercado de Las MotosDocument4 pagesQué Tipos de Baterías Existen en El Mercado de Las MotosJuan Camilo LopezPas encore d'évaluation
- Reparacion de Motores - Mediciones - v9.1 FinalDocument10 pagesReparacion de Motores - Mediciones - v9.1 Final4B carlos carlos luis evaristoPas encore d'évaluation
- TAREA ACADÉMICA 01 - Grupo 1Document16 pagesTAREA ACADÉMICA 01 - Grupo 1Sandra SembreraPas encore d'évaluation
- Maria Tesis Titulo 2019Document113 pagesMaria Tesis Titulo 2019Judith Angelica TCPas encore d'évaluation
- Cuestionario de FisiologíaDocument6 pagesCuestionario de FisiologíaChichaPas encore d'évaluation
- Corriente Alterna y DirectaDocument8 pagesCorriente Alterna y Directadatase100% (2)
- Ignacio de Catera y PadreDocument42 pagesIgnacio de Catera y PadreCarlos Juarez SalazarPas encore d'évaluation
- Msds Diluyente Poliuretano 55Document4 pagesMsds Diluyente Poliuretano 55lesliePas encore d'évaluation
- GATT Exposición em Poguer PoimtDocument10 pagesGATT Exposición em Poguer Poimtantonela2007Pas encore d'évaluation
- Práctica 3. Técnicas CromatográficasDocument5 pagesPráctica 3. Técnicas CromatográficasSERGIO LIZARAZO BERNALPas encore d'évaluation
- 02 - Potenciando Mi Negocio - FacilitadorDocument168 pages02 - Potenciando Mi Negocio - FacilitadorFabian Ignacio Abarza VillalobosPas encore d'évaluation
- Act - Diag - B3 - Enseñanza Estrategica Situada - Perez Caletti Ireri PatriciaDocument2 pagesAct - Diag - B3 - Enseñanza Estrategica Situada - Perez Caletti Ireri PatriciaOctavio Zamudio MedinaPas encore d'évaluation
- Evaluacion Final - Escenario 8 - SEGUNDO BLOQUE-TEORICO - PROCESO ADMINISTRATIVO - (GRUPO C02)Document16 pagesEvaluacion Final - Escenario 8 - SEGUNDO BLOQUE-TEORICO - PROCESO ADMINISTRATIVO - (GRUPO C02)jairo polo100% (2)
- Harvey Cap 15 y 16Document6 pagesHarvey Cap 15 y 16MicaelaPoncePas encore d'évaluation
- Mejora defensa ribereña AtalayaDocument44 pagesMejora defensa ribereña AtalayaKoriPas encore d'évaluation
- TRIPTICODocument2 pagesTRIPTICOJIMENA JANETT YUPANQUI URIOLPas encore d'évaluation
- Dispositivos de Flujo EstableDocument7 pagesDispositivos de Flujo EstableGLuis_Angel86% (7)
- P.S.O. Insp - Instl.Pnas - Física o Morales Permisos Grals.Document59 pagesP.S.O. Insp - Instl.Pnas - Física o Morales Permisos Grals.Galo Briceño100% (1)