Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Multilateral Technology Level 4 UISDocument62 pagesMultilateral Technology Level 4 UISSebastian Otalora BarriosPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- 15 Cone 10 RecipesDocument10 pages15 Cone 10 RecipesInga NowakPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Heat Treatment PDFDocument21 pagesHeat Treatment PDFRatan PanditPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Unit-4 Heat Treatment of AlloysDocument18 pagesUnit-4 Heat Treatment of AlloysShyam PatidarPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Effect of Age, Sex, Smoking Habit and Hair Color On The Composition of HairDocument6 pagesThe Effect of Age, Sex, Smoking Habit and Hair Color On The Composition of Hairvaibhav.kaushik4971Pas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- 02 Crystal Growth and Wafer PreparationDocument18 pages02 Crystal Growth and Wafer PreparationAmit SinghPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Chapt 11Document30 pagesChapt 11Ben NweeangPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- GypsumDocument4 pagesGypsumJMarcosCharahuaPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Pipe Code SpecsDocument4 pagesPipe Code Specsfrenskiran100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- EME Grinding MachineDocument26 pagesEME Grinding Machinepradeep_i19Pas encore d'évaluation
- Lab 1aDocument6 pagesLab 1aAre NepPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Friction Stir WeldingDocument26 pagesFriction Stir WeldingMahaManthra0% (1)
- Is 1870 1965 EditDocument168 pagesIs 1870 1965 Editshravan.office11Pas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 304 VS 316Document2 pages304 VS 316Sheikh ZakirPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Embrittlement of SteelsDocument26 pagesEmbrittlement of SteelsUlises Quintana CarhuanchoPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Lecture 2 Forming NptelDocument12 pagesLecture 2 Forming Nptelaghosh704Pas encore d'évaluation
- Shaking Table ConcentratorDocument2 pagesShaking Table ConcentratorMgn SanPas encore d'évaluation
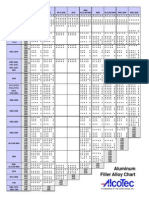
- Aluminum Filler Alloy Selection Chart-2Document2 pagesAluminum Filler Alloy Selection Chart-2Necati DayıPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Ss Wire Properties / Orthodontic Courses by Indian Dental AcademyDocument79 pagesSs Wire Properties / Orthodontic Courses by Indian Dental Academyindian dental academyPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Orthodontic WiresDocument4 pagesOrthodontic Wiresizcooi100% (1)
- Aircraft Structural MaterialDocument30 pagesAircraft Structural MaterialRiggs Marasigan100% (2)
- Flotation 3Document12 pagesFlotation 3anruloPas encore d'évaluation
- WN84Document69 pagesWN84saopaulo100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Identifying Archaeological Metal PDFDocument4 pagesIdentifying Archaeological Metal PDFadonisghlPas encore d'évaluation
- Hitachi Alloy CableDocument4 pagesHitachi Alloy CableRao PanidapuPas encore d'évaluation
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Structural SteelsDocument1 pageStructural SteelsrjueiPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsPas encore d'évaluation
- Consumibles PDFDocument36 pagesConsumibles PDFRepresentaciones y Distribuciones FALPas encore d'évaluation
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)