Vous aimerez peut-être aussi
- AirbagsDocument26 pagesAirbagsksharidasPas encore d'évaluation
- ATY Fabric PropertiesDocument5 pagesATY Fabric PropertiesHitesh ShahPas encore d'évaluation
- Yarn RealizationDocument9 pagesYarn RealizationHitesh Shah100% (1)
- Advanced Technical Textile ProductsDocument60 pagesAdvanced Technical Textile ProductsHitesh ShahPas encore d'évaluation
- InterminglingDocument0 pageInterminglingHitesh ShahPas encore d'évaluation
- Abstract:: Color Effect Yarn and Process For The Manufacture ThereofDocument8 pagesAbstract:: Color Effect Yarn and Process For The Manufacture ThereofHitesh ShahPas encore d'évaluation
- Recent Trend in Textile CompositesDocument49 pagesRecent Trend in Textile CompositesHitesh Shah100% (1)
- Polymer Matrix CompositesDocument121 pagesPolymer Matrix CompositesHitesh Shah100% (6)
- Basalt FiberDocument19 pagesBasalt FiberHitesh Shah100% (1)
- Solar Power Calculations PDFDocument5 pagesSolar Power Calculations PDFHitesh Shah86% (7)
- Shell Rl3 MsdsDocument8 pagesShell Rl3 MsdsHitesh ShahPas encore d'évaluation
- Banking ReformDocument24 pagesBanking ReformHitesh ShahPas encore d'évaluation
- Environmental, Health and Safety Guidelines For Textiles ManufacturingDocument20 pagesEnvironmental, Health and Safety Guidelines For Textiles ManufacturingHitesh ShahPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Specifications Virgin Fuel Oil D6: Method Units Test Result UnitDocument1 pageSpecifications Virgin Fuel Oil D6: Method Units Test Result UnitDavid garzaPas encore d'évaluation
- ZCS300 ManualDocument24 pagesZCS300 ManualFabricio BorgattaPas encore d'évaluation
- Lecture 02 01 Process DevelopmentDocument20 pagesLecture 02 01 Process DevelopmentDon ReloPas encore d'évaluation
- Plastiment VZ PDFDocument2 pagesPlastiment VZ PDFDarwin SyahputraPas encore d'évaluation
- Building Material - Timber & WoodDocument47 pagesBuilding Material - Timber & WoodSaurav ShresthaPas encore d'évaluation
- Carbomastic 15 PDS 2013Document2 pagesCarbomastic 15 PDS 20134508366279Pas encore d'évaluation
- Fm200 Data SheetDocument10 pagesFm200 Data SheetMahmoud EldusokyPas encore d'évaluation
- 355 - 4 DraftDocument3 pages355 - 4 Draft폴로 쥰 차Pas encore d'évaluation
- Dry WallDocument5 pagesDry WallNakul NayanPas encore d'évaluation
- Ship Propulsion 1Document23 pagesShip Propulsion 1Nikolas Gonzalez100% (1)
- E FSS5 Attm3 Tooling-manual-Lathe Rev1 090330 PDFDocument9 pagesE FSS5 Attm3 Tooling-manual-Lathe Rev1 090330 PDFonnoPas encore d'évaluation
- 09 Counter CellDocument3 pages09 Counter CellTana AzeezPas encore d'évaluation
- Quab Cationization of PolymersDocument11 pagesQuab Cationization of PolymersJose Luis Recalde AriasPas encore d'évaluation
- Drveni Zidovi PDFDocument35 pagesDrveni Zidovi PDFMartinJankovićPas encore d'évaluation
- Service Manual: CB 18S CB 27S CB 37SDocument85 pagesService Manual: CB 18S CB 27S CB 37SMack DieselPas encore d'évaluation
- Pentapharm Brochure (En) 3.17.14Document12 pagesPentapharm Brochure (En) 3.17.14imakantisPas encore d'évaluation
- Concrete Material and MixtureDocument51 pagesConcrete Material and MixtureAina Aqilah100% (1)
- Bill of QuantitiesDocument18 pagesBill of QuantitiesMohd ShahrizanPas encore d'évaluation
- 100mm (4") BOREWELL Submersible Pumpsets: Genie SeriesDocument3 pages100mm (4") BOREWELL Submersible Pumpsets: Genie SeriesPazhamalairajan KaliyaperumalPas encore d'évaluation
- CuNi NUFITDocument16 pagesCuNi NUFIT9823458877Pas encore d'évaluation
- The Threaded Style BackDocument6 pagesThe Threaded Style Backsharif339Pas encore d'évaluation
- Randhol - Ensuring Well Integrity in Connection With CO2 InjectionDocument59 pagesRandhol - Ensuring Well Integrity in Connection With CO2 InjectionLauren AndersonPas encore d'évaluation
- RF Series-Catalog 3800 - SectionADocument3 pagesRF Series-Catalog 3800 - SectionAStefan DinuPas encore d'évaluation
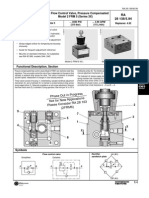
- 2-Way Flow Control Valve, Pressure Compensated Model 2 FRM 5 (Series 3X)Document4 pages2-Way Flow Control Valve, Pressure Compensated Model 2 FRM 5 (Series 3X)Dias EliPas encore d'évaluation
- 6 - Baker Hughes - Glen BengeDocument21 pages6 - Baker Hughes - Glen BengegeosedPas encore d'évaluation
- Interrupts 23Document248 pagesInterrupts 23cmchristoPas encore d'évaluation
- CBC COVID19 Product List 3 - 20 - 2020 PDFDocument10 pagesCBC COVID19 Product List 3 - 20 - 2020 PDFCandra SuryaPas encore d'évaluation
- Engine Control System: SectionDocument1 924 pagesEngine Control System: SectionMihai IavorschiPas encore d'évaluation
- Manufacturing Assignment 3: Steel Rolling ProcessDocument5 pagesManufacturing Assignment 3: Steel Rolling ProcessSrinivasan SridharanPas encore d'évaluation
- InsulationDocument63 pagesInsulationSH1961Pas encore d'évaluation