Vous aimerez peut-être aussi
- SAIC-A-2015 Rev 7Document8 pagesSAIC-A-2015 Rev 7Bebin Mathew0% (1)
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Storage and Preservation of Valves SAIC-L-2041 30-Apr-17 Mechsuresh100% (1)
- Saic L 2003Document9 pagesSaic L 2003MAZHARULPas encore d'évaluation
- 04 Samss 048Document11 pages04 Samss 048Sami100% (1)
- SAIC-L-2014 Flange Joint Insp PDFDocument7 pagesSAIC-L-2014 Flange Joint Insp PDFAnonymous S9qBDVkyPas encore d'évaluation
- SAIC-A-2008 Rev 0Document3 pagesSAIC-A-2008 Rev 0Kristine Caye DatarioPas encore d'évaluation
- 175 325100Document2 pages175 325100sridhar100% (1)
- 1 SATIP-L-108-01 Valve Installation-Rev 2Document15 pages1 SATIP-L-108-01 Valve Installation-Rev 2Md ShariquePas encore d'évaluation
- 00 Saip 12Document8 pages00 Saip 12aamirtec301Pas encore d'évaluation
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistAbdul HannanPas encore d'évaluation
- 01 Samss 010Document11 pages01 Samss 010doyenofcastlePas encore d'évaluation
- SATR-A-2009 Rev 2 - System Lay-Up Report (Certificate)Document2 pagesSATR-A-2009 Rev 2 - System Lay-Up Report (Certificate)deepa narayan100% (1)
- Saep 35Document6 pagesSaep 35hendraox3996Pas encore d'évaluation
- SAIC-D-2002 Rev 2Document5 pagesSAIC-D-2002 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- 175 043600Document2 pages175 043600Abu Anas M.SalaheldinPas encore d'évaluation
- SAIC-L-2035 Rev 6Document2 pagesSAIC-L-2035 Rev 6biplabpal2009Pas encore d'évaluation
- Saudi Aramco Test ReportDocument4 pagesSaudi Aramco Test Reportkarthi51289Pas encore d'évaluation
- SAIC-W-2084 Buttering or Build-Up of JointsDocument1 pageSAIC-W-2084 Buttering or Build-Up of Jointskarioke mohaPas encore d'évaluation
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289Pas encore d'évaluation
- Satip - S-050-01Document4 pagesSatip - S-050-01LIJINPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Pressure Vessels-External SAIC-D-2002 24-Jul-18 Mechnisha_khanPas encore d'évaluation
- SAEP-35-N - Valves Handling, Hauling, Receipt Tests and StorageDocument8 pagesSAEP-35-N - Valves Handling, Hauling, Receipt Tests and StorageMuhammad Farukh Manzoor0% (1)
- Saudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalAhdal NoushadPas encore d'évaluation
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniPas encore d'évaluation
- 175 011100Document2 pages175 011100Abu Anas M.SalaheldinPas encore d'évaluation
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- SATIP H 002 08 Rev 4.unlockedDocument2 pagesSATIP H 002 08 Rev 4.unlockedMohamed Farhan B PositivePas encore d'évaluation
- Saudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechDocument3 pagesSaudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechHamidPas encore d'évaluation
- Materials System SpecificationDocument21 pagesMaterials System Specificationnadeem shaikhPas encore d'évaluation
- 1 SATIP-L-350-01 On-Plot Piping - Rev 01Document4 pages1 SATIP-L-350-01 On-Plot Piping - Rev 01zooplado75% (4)
- 01 Samss 029Document15 pages01 Samss 029Cherukunnon Jubu100% (1)
- Saudi Aramco Typical Inspection Plan: Pipelines - Wellhead Piping Installation SATIP-L-410-01 17-Mar-16 MechanicalDocument11 pagesSaudi Aramco Typical Inspection Plan: Pipelines - Wellhead Piping Installation SATIP-L-410-01 17-Mar-16 MechanicalSasi Head OfficePas encore d'évaluation
- Saudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingAnonymous 4e7GNjzGWPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldDocument6 pagesSaudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldManoj KumarPas encore d'évaluation
- Materials System SpecificationDocument7 pagesMaterials System Specificationaanouar77Pas encore d'évaluation
- SAES-W-012 - Google Search3Document1 pageSAES-W-012 - Google Search3fayceal0% (1)
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldManoj KumarPas encore d'évaluation
- SAIC-L-2014 Rev. 5Document10 pagesSAIC-L-2014 Rev. 5Jagadeesh PuppalaPas encore d'évaluation
- SAIC-A-2020 Rev 2Document3 pagesSAIC-A-2020 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- SAES-L-150 PDF Download - Pressure Testing of Plant Pipelines - PDFYARDocument7 pagesSAES-L-150 PDF Download - Pressure Testing of Plant Pipelines - PDFYARZahidRafiquePas encore d'évaluation
- Satr-W-2008 Atyb TRDocument6 pagesSatr-W-2008 Atyb TRDeo MPas encore d'évaluation
- Saudi Aramco Test ReportDocument7 pagesSaudi Aramco Test ReportziaPas encore d'évaluation
- 175 012000Document2 pages175 012000Abu Anas M.SalaheldinPas encore d'évaluation
- Saes W 011Document2 pagesSaes W 011hendraox3996Pas encore d'évaluation
- Saep 352 PDFDocument15 pagesSaep 352 PDFRami ElloumiPas encore d'évaluation
- Satip A 004 03Document3 pagesSatip A 004 03Anonymous 4e7GNjzGW100% (1)
- 175 000003 PDFDocument1 page175 000003 PDFSohail TisekarPas encore d'évaluation
- Saep 351Document24 pagesSaep 351Raj KumarPas encore d'évaluation
- Inspection ProcedureDocument13 pagesInspection ProcedureSantosh Kumar100% (1)
- Saudi Aramco Inspection ChecklistDocument15 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 Mechkarthi51289Pas encore d'évaluation
- SAIC-A-2003 Rev 0Document3 pagesSAIC-A-2003 Rev 0bluelions_19Pas encore d'évaluation
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinPas encore d'évaluation
- Pressure Testing & QC Test PackDocument10 pagesPressure Testing & QC Test Packravi00098Pas encore d'évaluation
- SAIC-A-2009 Rev 7Document4 pagesSAIC-A-2009 Rev 7sajidazmi.amuPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 1-Dec-06 MechDocument30 pagesSaudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 1-Dec-06 Mechரமேஷ் பாலக்காடு86% (7)
- SAIC-A-2009 Rev 6 Test EquipmentDocument5 pagesSAIC-A-2009 Rev 6 Test Equipmentpookkoya thangalPas encore d'évaluation
- SAIC-A-2001 Rev 3 Review Procedure Pressure Testing (All Applications)Document15 pagesSAIC-A-2001 Rev 3 Review Procedure Pressure Testing (All Applications)imrankhan2250% (2)
- Saudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechDocument6 pagesSaudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechEagle SpiritPas encore d'évaluation
- Saudi Computer Exam For QC WeldingDocument4 pagesSaudi Computer Exam For QC Weldingரமேஷ் பாலக்காடு100% (1)
- Gouging 01Document2 pagesGouging 01ரமேஷ் பாலக்காடுPas encore d'évaluation
- Online Reg Certfct PDF PDFDocument2 pagesOnline Reg Certfct PDF PDFரமேஷ் பாலக்காடுPas encore d'évaluation
- Online Reg Certfct PDF PDFDocument2 pagesOnline Reg Certfct PDF PDFரமேஷ் பாலக்காடுPas encore d'évaluation
- Duties of A Welding Inspector 1Document12 pagesDuties of A Welding Inspector 1ரமேஷ் பாலக்காடுPas encore d'évaluation
- Air Carbon Arc Gouging: ElectrodeDocument1 pageAir Carbon Arc Gouging: Electrodeரமேஷ் பாலக்காடுPas encore d'évaluation
- SA JER PUAAA SKEC 50 3004 - Packing, Marking and Shipping Inst. - Rev.02Document62 pagesSA JER PUAAA SKEC 50 3004 - Packing, Marking and Shipping Inst. - Rev.02ரமேஷ் பாலக்காடுPas encore d'évaluation
- Codes Standards and SpecificationsDocument15 pagesCodes Standards and Specificationsரமேஷ் பாலக்காடுPas encore d'évaluation
- SAIC-E-2001 Rev 2Document7 pagesSAIC-E-2001 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- Welding Processes ModuleDocument27 pagesWelding Processes Moduleரமேஷ் பாலக்காடு100% (1)
- Responabilities of A Welding InspectorDocument13 pagesResponabilities of A Welding Inspectorரமேஷ் பாலக்காடுPas encore d'évaluation
- Pew205 Slide ShowDocument23 pagesPew205 Slide Showரமேஷ் பாலக்காடுPas encore d'évaluation
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- 0 Wis10 Contents ListDocument1 page0 Wis10 Contents ListSangram RoutarayPas encore d'évaluation
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுPas encore d'évaluation
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுPas encore d'évaluation
- SAIC-D-2022 Rev 2Document5 pagesSAIC-D-2022 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- Computer Kerala - 4 Folder LockDocument2 pagesComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுPas encore d'évaluation
- API 510 Examination Sample ItemsDocument3 pagesAPI 510 Examination Sample ItemsMagira PasaribuPas encore d'évaluation
- SAIC-F-2007 Rev 2Document1 pageSAIC-F-2007 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- Vedic Maths TutorialDocument12 pagesVedic Maths TutorialNitin Jain100% (15)
- Practical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTDocument362 pagesPractical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTrodrigoperezsimonePas encore d'évaluation
- SAIC-D-2023 Rev 2Document2 pagesSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- SAIC-E-2002 Rev 2Document7 pagesSAIC-E-2002 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 Mechரமேஷ் பாலக்காடுPas encore d'évaluation
- Saudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 MechDocument4 pagesSaudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 Mechரமேஷ் பாலக்காடுPas encore d'évaluation
- Saudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade ProtectionDocument1 pageSaudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade Protectionரமேஷ் பாலக்காடுPas encore d'évaluation
- SAIC-D-2006 Rev 2Document2 pagesSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுPas encore d'évaluation
- 3 A Sanitary Standards Quick Reference GuideDocument98 pages3 A Sanitary Standards Quick Reference GuideLorettaMayPas encore d'évaluation
- Journal Articles: Types of JournalsDocument4 pagesJournal Articles: Types of JournalsOtieno StevePas encore d'évaluation
- Abacus 1 PDFDocument13 pagesAbacus 1 PDFAli ChababPas encore d'évaluation
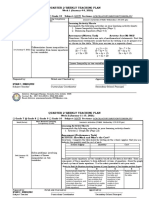
- Teaching Plan - Math 8 Week 1-8 PDFDocument8 pagesTeaching Plan - Math 8 Week 1-8 PDFRYAN C. ENRIQUEZPas encore d'évaluation
- Internal Gear Pump: Replaces: 03.08 Material No. R901216585 Type PGH.-3XDocument36 pagesInternal Gear Pump: Replaces: 03.08 Material No. R901216585 Type PGH.-3XbiabamanbemanPas encore d'évaluation
- Anabolic Steroid-Dynamics, Kinetics, Mechanisms, Adverse Effects and AbuseDocument6 pagesAnabolic Steroid-Dynamics, Kinetics, Mechanisms, Adverse Effects and AbuseArvin DiNozzoPas encore d'évaluation
- Chanakya: For The Indian Television Series Based On His Life, SeeDocument11 pagesChanakya: For The Indian Television Series Based On His Life, SeeTrinadh CrazyguyPas encore d'évaluation
- Grade 10 Module 1 Performing Roughing in Activities For Communication and DistributDocument26 pagesGrade 10 Module 1 Performing Roughing in Activities For Communication and DistributNelshane JohnPas encore d'évaluation
- Florida Gov. Ron DeSantis Provides Update As Hurricane Ian Prompts EvDocument1 pageFlorida Gov. Ron DeSantis Provides Update As Hurricane Ian Prompts Evedwinbramosmac.comPas encore d'évaluation
- Enhancing Guest Experience and Operational Efficiency in Hotels Through Robotic Technology-A Comprehensive Review.Document8 pagesEnhancing Guest Experience and Operational Efficiency in Hotels Through Robotic Technology-A Comprehensive Review.Chandigarh PhilosophersPas encore d'évaluation
- Cs205-E S3dec18 KtuwebDocument2 pagesCs205-E S3dec18 KtuwebVighnesh MuralyPas encore d'évaluation
- ERBS UPDATE John Doe ProceedingDocument3 pagesERBS UPDATE John Doe ProceedingtpeppermanPas encore d'évaluation
- Old Highland Park Baptist Church E01Document74 pagesOld Highland Park Baptist Church E01Lawrence Garner100% (2)
- Merchant Shipping MINIMUM SAFE MANNING Regulations 2016Document14 pagesMerchant Shipping MINIMUM SAFE MANNING Regulations 2016Arthur SchoutPas encore d'évaluation
- NDT HandBook Volume 10 (NDT Overview)Document600 pagesNDT HandBook Volume 10 (NDT Overview)mahesh95% (19)
- 07 EPANET Tutorial-SlidesDocument26 pages07 EPANET Tutorial-SlidesTarhata Kalim100% (1)
- COMMISSIONING COUPLE Aafidavit SANKET DOCTORDocument2 pagesCOMMISSIONING COUPLE Aafidavit SANKET DOCTORYogesh ChaudhariPas encore d'évaluation
- When I Was A ChildDocument2 pagesWhen I Was A Childapi-636173534Pas encore d'évaluation
- Virtual Feeder Segregation Using IIoT and Cloud TechnologiesDocument7 pagesVirtual Feeder Segregation Using IIoT and Cloud Technologiespjgandhi100% (2)
- March 2023 (v2) INDocument8 pagesMarch 2023 (v2) INmarwahamedabdallahPas encore d'évaluation
- Wind Turbines - I. Al-BahadlyDocument664 pagesWind Turbines - I. Al-Bahadlykevin_leigh_1Pas encore d'évaluation
- Tugas Inggris Text - Kelas 9Document27 pagesTugas Inggris Text - Kelas 9salviane.theandra.jPas encore d'évaluation
- Material Safety Data Sheet: - AdsealDocument12 pagesMaterial Safety Data Sheet: - Adsealwuhan lalalaPas encore d'évaluation
- Pell (2017) - Trends in Real-Time Traffic SimulationDocument8 pagesPell (2017) - Trends in Real-Time Traffic SimulationJorge OchoaPas encore d'évaluation
- A Summer Training ReportDocument39 pagesA Summer Training ReportShubham SainyPas encore d'évaluation
- MFD16I003 FinalDocument16 pagesMFD16I003 FinalAditya KumarPas encore d'évaluation
- Sco 8th Class Paper - B Jee-Main Wtm-15 Key&Solutions Exam DT 17-12-2022Document4 pagesSco 8th Class Paper - B Jee-Main Wtm-15 Key&Solutions Exam DT 17-12-2022Udaya PrathimaPas encore d'évaluation
- EstoqueDocument56 pagesEstoqueGustavo OliveiraPas encore d'évaluation
- Beer Lambert'S Law: Dr. Swastika Das Professor of ChemistryDocument19 pagesBeer Lambert'S Law: Dr. Swastika Das Professor of ChemistryShabanaPas encore d'évaluation
- 24 Inch MonitorDocument10 pages24 Inch MonitorMihir SavePas encore d'évaluation