Vous aimerez peut-être aussi
- Handbook of Mechanical and Materials EngineeringD'EverandHandbook of Mechanical and Materials EngineeringÉvaluation : 5 sur 5 étoiles5/5 (4)
- Woodsmith W0601A PDFDocument68 pagesWoodsmith W0601A PDFArmando100% (4)
- SP 1285Document215 pagesSP 1285qaiserPas encore d'évaluation
- Add A Router Table To A Table Saw: Step 1: Tools and MaterialsDocument8 pagesAdd A Router Table To A Table Saw: Step 1: Tools and Materialsafrica schoolPas encore d'évaluation
- Python Data Science Cheat SheetDocument15 pagesPython Data Science Cheat SheetMuhammad Wahyu Dwimulyo100% (3)
- Closed Coiled Helical Springs Subjected To Axial LoadsDocument6 pagesClosed Coiled Helical Springs Subjected To Axial LoadsSnehasish Ishar100% (1)
- Apple LogoDocument14 pagesApple LogoSaurabh SharmaPas encore d'évaluation
- Apple LogoDocument14 pagesApple LogoSaurabh SharmaPas encore d'évaluation
- Measurement of Screw ThreadsDocument21 pagesMeasurement of Screw ThreadsAnthony LopesPas encore d'évaluation
- How To Make A Collapsible Pikler Triangle Climbing PDFDocument22 pagesHow To Make A Collapsible Pikler Triangle Climbing PDFGloria DesousaPas encore d'évaluation
- Wheel N AxleDocument11 pagesWheel N AxleCarey FernandesPas encore d'évaluation
- Document'S Code Attachment 10.3 Revision 0: ClientDocument4 pagesDocument'S Code Attachment 10.3 Revision 0: ClientrfriosEP100% (1)
- q3 Week 1-2 & 3 AFA 7-8 FISH FOOD PROCESSINGDocument49 pagesq3 Week 1-2 & 3 AFA 7-8 FISH FOOD PROCESSINGAPRIL VARGASPas encore d'évaluation
- Grade 10 Tle-Sp-Eim 2nd QuarterDocument28 pagesGrade 10 Tle-Sp-Eim 2nd QuarterLykaBernadetteVersoza71% (7)
- Krieghoff CatalogDocument39 pagesKrieghoff CatalogNuno MonteiroPas encore d'évaluation
- RAB PKS Kapasitas 45 Tonperjam OkDocument14 pagesRAB PKS Kapasitas 45 Tonperjam OkBoedak ThekingPas encore d'évaluation
- MILLING LAB EXPERIMENTDocument12 pagesMILLING LAB EXPERIMENTLuqman HakimPas encore d'évaluation
- Experiment 7 (3D Equilibrium)Document3 pagesExperiment 7 (3D Equilibrium)AhmedPas encore d'évaluation
- Deflection of Propped Cantilever BeamDocument29 pagesDeflection of Propped Cantilever Beammkashif iqbal100% (1)
- Metrology Lab Manual NewDocument41 pagesMetrology Lab Manual Newg venkatesh100% (1)
- Datum Axis & Datum Center PlaneDocument43 pagesDatum Axis & Datum Center Planegc_rama100% (1)
- Murali - Metrology & Measurements Lab ManualDocument30 pagesMurali - Metrology & Measurements Lab ManualsubhashPas encore d'évaluation
- Micrometer Screw GaugeDocument13 pagesMicrometer Screw GaugeLugafloPas encore d'évaluation
- Least CountDocument8 pagesLeast CountPutri Citra DewiPas encore d'évaluation
- Measure Dimensions Using Metrology ToolsDocument21 pagesMeasure Dimensions Using Metrology ToolselavarasanPas encore d'évaluation
- Phy 2 Lecture, Wave MotionDocument16 pagesPhy 2 Lecture, Wave MotionRejaPas encore d'évaluation
- Experiment No - 1: AIM: Study of Various Types of Gear Boxes Such As Industrial Gear Box, SynchromeshDocument3 pagesExperiment No - 1: AIM: Study of Various Types of Gear Boxes Such As Industrial Gear Box, SynchromeshParas KumbalwarPas encore d'évaluation
- Apparatus:: Use The Vernier Caliper To Measure The Dimension of PinsDocument4 pagesApparatus:: Use The Vernier Caliper To Measure The Dimension of Pinsitezaz ahmedPas encore d'évaluation
- Design and Modification of Bench Vice by Increasing The Degrees of FreedomDocument4 pagesDesign and Modification of Bench Vice by Increasing The Degrees of FreedomGRD JournalsPas encore d'évaluation
- Metrology Lab ManualDocument33 pagesMetrology Lab ManualRachit_Goyal25_10Pas encore d'évaluation
- Experiment No 3Document3 pagesExperiment No 3pomar026100% (1)
- Shaping MachineDocument14 pagesShaping MachineMohammad Javed IqbalPas encore d'évaluation
- Lathe Machine Lab ReportDocument5 pagesLathe Machine Lab ReportEdgar ThorpePas encore d'évaluation
- Atm-1022 Mechanical Workshop Module 3Document19 pagesAtm-1022 Mechanical Workshop Module 3Erwin SambasPas encore d'évaluation
- Experiment No: Objective: ApparatusDocument3 pagesExperiment No: Objective: ApparatusAfzaal FiazPas encore d'évaluation
- Beam Analysis Using Singularity FunctionsDocument16 pagesBeam Analysis Using Singularity FunctionsSire MkubwaPas encore d'évaluation
- Measuring Precision with Vernier and Micrometer CalipersDocument3 pagesMeasuring Precision with Vernier and Micrometer CalipersTrisha Dianne Nalangan100% (2)
- Belt DrivesDocument10 pagesBelt DrivesJyoti ChoudharyPas encore d'évaluation
- Structure Analysis Lab Subject Code:-Rce-453Document25 pagesStructure Analysis Lab Subject Code:-Rce-453Anubhav KumarPas encore d'évaluation
- Lab ManualDocument19 pagesLab ManualAjij Mujawar100% (1)
- Introduction of Micrometer Screw GaugeDocument8 pagesIntroduction of Micrometer Screw Gaugesamar karemorePas encore d'évaluation
- Experiment: Apparatus UsedDocument2 pagesExperiment: Apparatus UsedamitPas encore d'évaluation
- Linear PotentiometerDocument3 pagesLinear PotentiometerProdip KhanikarPas encore d'évaluation
- Alignment Test DrillingDocument4 pagesAlignment Test DrillingVivek Fegade33% (3)
- Experiment # 15: LABORATORY MANUAL For ENGR2860U-Fluid MechanicsDocument10 pagesExperiment # 15: LABORATORY MANUAL For ENGR2860U-Fluid MechanicsAbdullah Alshihri100% (1)
- Chapter 1 Introduction To Engineering Principles and UnitsDocument47 pagesChapter 1 Introduction To Engineering Principles and Unitseng_yap_1Pas encore d'évaluation
- Experiment 4Document3 pagesExperiment 4Arvind BhosalePas encore d'évaluation
- Unit 5 Whirling of Shaft and GovernorDocument4 pagesUnit 5 Whirling of Shaft and GovernorSudipta NathPas encore d'évaluation
- Assignment of GearDocument4 pagesAssignment of GearAhsan Shakeel100% (1)
- To Determine Central Deflection of Simply Supported Beam by A Concentrated Load at The MidDocument4 pagesTo Determine Central Deflection of Simply Supported Beam by A Concentrated Load at The MidzainPas encore d'évaluation
- Laboratory 1aDocument7 pagesLaboratory 1aH2 MgZPas encore d'évaluation
- Vibration Lab 2 Belt Friction Lab ReportDocument15 pagesVibration Lab 2 Belt Friction Lab ReportYann YeuPas encore d'évaluation
- Kinematics And Dynamics Lab Manual (ME406ESDocument5 pagesKinematics And Dynamics Lab Manual (ME406ESwawagulsPas encore d'évaluation
- Engineering Mechanics Lab ManualDocument25 pagesEngineering Mechanics Lab ManualShabbir AhmadPas encore d'évaluation
- Lab 2 Experiment Polygon of ForcesDocument18 pagesLab 2 Experiment Polygon of ForcesalexPas encore d'évaluation
- Thermodynamics: Strain Gauge ExperimentDocument6 pagesThermodynamics: Strain Gauge ExperimentJeromeClintonPas encore d'évaluation
- Calibration of Bourdon Gauge: Report TitleDocument10 pagesCalibration of Bourdon Gauge: Report Titlewlyan harkiPas encore d'évaluation
- Blanking and PiercingDocument5 pagesBlanking and PiercingSatheesh Sekar100% (1)
- 3D Equilibrium PDFDocument3 pages3D Equilibrium PDFNoman MumtazPas encore d'évaluation
- Rajshahi University of Engineering and Technology, RajshahiDocument9 pagesRajshahi University of Engineering and Technology, RajshahiShakil Ahmed100% (1)
- Experiment No. 10 Moment of Inertia of FlywheelDocument9 pagesExperiment No. 10 Moment of Inertia of FlywheelSarthak VishnuPas encore d'évaluation
- Lab Report 1Document8 pagesLab Report 1Iv ChenPas encore d'évaluation
- Measure Precisely with Screw GaugeDocument7 pagesMeasure Precisely with Screw GaugeSURESH SURAGANIPas encore d'évaluation
- AUTOCOLLIMATORDocument6 pagesAUTOCOLLIMATORAhmed Almujabber100% (1)
- V2 ECU For AMT TurbinesDocument26 pagesV2 ECU For AMT TurbinesAmin Anjom100% (1)
- ME 3170 Lab: Gyroscope ExperimentDocument6 pagesME 3170 Lab: Gyroscope ExperimentHemanth Kumar APas encore d'évaluation
- TURNING LAB EXPERIMENTDocument12 pagesTURNING LAB EXPERIMENTLuqman HakimPas encore d'évaluation
- Achieving static and dynamic balanceDocument13 pagesAchieving static and dynamic balanceTuanbk NguyenPas encore d'évaluation
- Moment of Inertia of a FlywheelDocument5 pagesMoment of Inertia of a FlywheelRajaswi BelePas encore d'évaluation
- EMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Document16 pagesEMG 2402 Metrology - Notes 2022 Lecture 3 - 01022022Glenn GatibaPas encore d'évaluation
- Vernier To ComparatorDocument78 pagesVernier To ComparatorAtul GaurPas encore d'évaluation
- Metrology Lab ManualDocument36 pagesMetrology Lab Manualuvrsunil_kumar100% (2)
- Prtoblem J BDocument24 pagesPrtoblem J BjhpandiPas encore d'évaluation
- Exceptional Communication and Networking Skills Successful Workingbb The Ability To Work Under Pressure and Multi-Task The Ability To Follow Instructions and Deliver Quality ResultsDocument1 pageExceptional Communication and Networking Skills Successful Workingbb The Ability To Work Under Pressure and Multi-Task The Ability To Follow Instructions and Deliver Quality ResultsJesus Rosas MontalvoPas encore d'évaluation
- Intro Physics 1Document516 pagesIntro Physics 1Lucas De Paula FerreiraPas encore d'évaluation
- CSWA Exam Practice QuestionsDocument26 pagesCSWA Exam Practice QuestionsManuel Norberto Montoya Quezada100% (1)
- Central Topic PDFDocument1 pageCentral Topic PDFSaurabh SharmaPas encore d'évaluation
- The Ultimate Sap User Guide The Essential Rehan ZaidiDocument1 119 pagesThe Ultimate Sap User Guide The Essential Rehan ZaidiShashi WablePas encore d'évaluation
- College GPA CalculatorDocument1 pageCollege GPA CalculatorSaurabh SharmaPas encore d'évaluation
- SOLIDWORKS Keyboard ShortcutsDocument2 pagesSOLIDWORKS Keyboard ShortcutsTerminatorX75100% (1)
- 02 Teaching Sustainable PDFDocument42 pages02 Teaching Sustainable PDFSaurabh SharmaPas encore d'évaluation
- 2 Months Target CAT - 21 Sept Batch: Cetking Advance WorkshopsDocument1 page2 Months Target CAT - 21 Sept Batch: Cetking Advance WorkshopsjoPas encore d'évaluation
- Daily Indian GM Diet Plan 7 Days PDFDocument5 pagesDaily Indian GM Diet Plan 7 Days PDFZaara BarriosPas encore d'évaluation
- SOLIDWORKS Keyboard ShortcutsDocument2 pagesSOLIDWORKS Keyboard ShortcutsTerminatorX75100% (1)
- Unit 1Document82 pagesUnit 1zubbbuPas encore d'évaluation
- Applelogo NCDocument24 pagesApplelogo NCSaurabh SharmaPas encore d'évaluation
- Modeling First and Second Order SystemsDocument6 pagesModeling First and Second Order SystemsAKHameedPas encore d'évaluation
- Manual ProteusDocument477 pagesManual ProteusJose Negley Torres OcarizPas encore d'évaluation
- Thermo MECH AERO NotesDocument290 pagesThermo MECH AERO NotesHasan128Pas encore d'évaluation
- Preparation of Papers in Two-Column FormatDocument3 pagesPreparation of Papers in Two-Column FormatSaurabh SharmaPas encore d'évaluation
- Me202 L1Document17 pagesMe202 L1Saurabh SharmaPas encore d'évaluation
- AllBallsBallbearingsizechart PDFDocument4 pagesAllBallsBallbearingsizechart PDFSaurabh SharmaPas encore d'évaluation
- Manit Choudhary Aptitude FormulaDocument5 pagesManit Choudhary Aptitude Formulawimaxaaabgl100% (1)
- Feasibility Study Solar System - 2Document1 pageFeasibility Study Solar System - 2Saurabh SharmaPas encore d'évaluation
- Me202 L2Document27 pagesMe202 L2Saurabh SharmaPas encore d'évaluation
- TTT Diagram AnalysisDocument37 pagesTTT Diagram AnalysisSaurabh SharmaPas encore d'évaluation
- AllBallsBallbearingsizechart PDFDocument4 pagesAllBallsBallbearingsizechart PDFSaurabh SharmaPas encore d'évaluation
- The Brain Fingerprinting Technology DR - Lawrence A. Farwell The Brain Fingerprinting Technology DR - Lawrence A. FarwellDocument24 pagesThe Brain Fingerprinting Technology DR - Lawrence A. Farwell The Brain Fingerprinting Technology DR - Lawrence A. FarwellSaurabh SharmaPas encore d'évaluation
- IMU Wk8Document30 pagesIMU Wk8Anh Là BiPas encore d'évaluation
- VRF DVM S Installation GL en 2020 Ver1 20Document368 pagesVRF DVM S Installation GL en 2020 Ver1 20El Manú ManúPas encore d'évaluation
- List of Functions: 3.1 Water SideDocument4 pagesList of Functions: 3.1 Water SidePedro RamirezPas encore d'évaluation
- 42NQV050 060 SVM PDFDocument102 pages42NQV050 060 SVM PDFislamooovPas encore d'évaluation
- Tooling For Rifle BarrelsDocument5 pagesTooling For Rifle BarrelsGyörgy MurvaiPas encore d'évaluation
- Core ReadmeDocument4 pagesCore ReadmeopsapoPas encore d'évaluation
- Spindle Belt ReplacementDocument3 pagesSpindle Belt ReplacementAshPas encore d'évaluation
- Installation Manual DOMEDocument22 pagesInstallation Manual DOMEVICENTE CABALLEROPas encore d'évaluation
- AE204 Sensors and Transducers PDFDocument2 pagesAE204 Sensors and Transducers PDFReshma SamPas encore d'évaluation
- Clamping Units: Kennametal Km4X™Document2 pagesClamping Units: Kennametal Km4X™g1763970Pas encore d'évaluation
- Valve Tech Workshop - New Customer PresentationDocument17 pagesValve Tech Workshop - New Customer PresentationPower Tech IndustriesPas encore d'évaluation
- DEUTSCHE NORM May 1994 Stud ends and tapped holes DIN 3852 Part 11Document2 pagesDEUTSCHE NORM May 1994 Stud ends and tapped holes DIN 3852 Part 11xiaochi1989Pas encore d'évaluation
- Parts and screws reference guideDocument10 pagesParts and screws reference guideEncep Rustandi100% (1)
- Ipso We165 Parts ManualDocument108 pagesIpso We165 Parts ManualPeter0% (1)
- SW Pipe Fittings DimensionsDocument1 pageSW Pipe Fittings DimensionsManigandan RPas encore d'évaluation
- Refrigeration and Air Conditioning Technology 8th Edition Tomczyk Test BankDocument14 pagesRefrigeration and Air Conditioning Technology 8th Edition Tomczyk Test Bankdavidphillipsmcyaqbeogf100% (28)
- Epicyclic Gear Train - Diagram, Parts, Working, Advantages, Disadvantages - 1626376441568Document9 pagesEpicyclic Gear Train - Diagram, Parts, Working, Advantages, Disadvantages - 1626376441568Arnold ChafewaPas encore d'évaluation
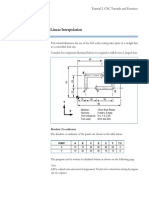
- Tutorial 2: Linear Interpolation: CNC Tutorials and Exercises Boxford DUET Tutorial 2Document4 pagesTutorial 2: Linear Interpolation: CNC Tutorials and Exercises Boxford DUET Tutorial 2Miguel HPPas encore d'évaluation
- Cd12-24 RPF Hardware List FullDocument1 pageCd12-24 RPF Hardware List FullinayahPas encore d'évaluation
- Understanding HVAC Air Handling Units (AHUDocument18 pagesUnderstanding HVAC Air Handling Units (AHUanchitPas encore d'évaluation
- JSS 2 Basic Technology: Metal Work Hand ToolsDocument10 pagesJSS 2 Basic Technology: Metal Work Hand ToolsAdio Babatunde Abiodun CabaxPas encore d'évaluation
- SS 10M0 1 6ST SwagelokCompany 2DSalesDrawing 10-25-2021 3abDocument1 pageSS 10M0 1 6ST SwagelokCompany 2DSalesDrawing 10-25-2021 3abÖmer Can KuzuPas encore d'évaluation