Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
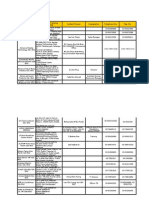
- Company List 1Document24 pagesCompany List 1Davannendran Chandran100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Ultrasonics SonochemistryDocument6 pagesUltrasonics SonochemistryDavannendran ChandranPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Astm G4-01 (2008)Document9 pagesAstm G4-01 (2008)Davannendran Chandran100% (1)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Bio Kleen Diesel Fuel BiocideDocument13 pagesBio Kleen Diesel Fuel BiocideDavannendran ChandranPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Chemistry of Fatty AcidsDocument44 pagesChemistry of Fatty Acidshenry_madumere1365100% (3)
- ExtractDocument10 pagesExtractASHIKUZZAMAN ANTORPas encore d'évaluation
- Management and Valorization of Aluminum Saline Slags - Current StatusDocument11 pagesManagement and Valorization of Aluminum Saline Slags - Current StatusJohn TorrezPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Acid-Base Indicators For Use in TitrationDocument7 pagesAcid-Base Indicators For Use in TitrationMaxPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- IGCSE BiologyDocument33 pagesIGCSE BiologyTysonPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Sinergisme Campuran Herbisida Berbahan Aktif Ipa Glifosat 240 G/L Dan 2,4 D Amina 120 G/L Dalam Mengendalikan Beberapa Jenis GulmaDocument7 pagesSinergisme Campuran Herbisida Berbahan Aktif Ipa Glifosat 240 G/L Dan 2,4 D Amina 120 G/L Dalam Mengendalikan Beberapa Jenis GulmamercuriusPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Sikagard 63 N CR ChartDocument2 pagesSikagard 63 N CR Chartnoto.sugiartoPas encore d'évaluation
- BIOFLOC Step by Step-1Document10 pagesBIOFLOC Step by Step-1walton primoPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- CHAPTER 12 Unsaturated HydrocarbonsDocument46 pagesCHAPTER 12 Unsaturated HydrocarbonsShania ArevaloPas encore d'évaluation
- Section P2003 Microtunneling and Pipe JackingDocument17 pagesSection P2003 Microtunneling and Pipe JackingClark HonradoPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- K465 Knauf Perlfix: Bonding Gypsum For Dry LiningDocument2 pagesK465 Knauf Perlfix: Bonding Gypsum For Dry LiningDamir PrstenkovPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Properties of Whey Protein-Carrageenan Mixtures During The Formation of Electrostatic Couple Biopolymer and Emulsion GelsDocument10 pagesThe Properties of Whey Protein-Carrageenan Mixtures During The Formation of Electrostatic Couple Biopolymer and Emulsion GelsLe Dinh DucPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Azra Final Dissertation 2020Document46 pagesAzra Final Dissertation 2020NATIONAL XEROXPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Gokilaht (2012)Document5 pagesGokilaht (2012)rei estacioPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Long Oil Alkyds: Regd. Off.: Plot No. A-8, Marol Industrial Estate of MIDC, Cross Road B, Street No.5, Andheri (E)Document3 pagesLong Oil Alkyds: Regd. Off.: Plot No. A-8, Marol Industrial Estate of MIDC, Cross Road B, Street No.5, Andheri (E)Satish ChipkarPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Datasheet BASF Entertite G SPF PDFDocument2 pagesDatasheet BASF Entertite G SPF PDFKhin Sandi KoPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Journal of Environmental Management: M.L.M. Sikhosana, A. Botha, Mpenyane-Monyatsi L, M.A.A. CoetzeeDocument8 pagesJournal of Environmental Management: M.L.M. Sikhosana, A. Botha, Mpenyane-Monyatsi L, M.A.A. Coetzeeidamunfarida02Pas encore d'évaluation
- Electron Transfer in BiologyDocument20 pagesElectron Transfer in BiologyVani KaushikPas encore d'évaluation
- Experiment 13 Results and Discussion Report: Determination of Total Ion Concentration Using Ion Exchange ChromatographyDocument3 pagesExperiment 13 Results and Discussion Report: Determination of Total Ion Concentration Using Ion Exchange ChromatographyNathalie Dagmang100% (3)
- Pallavi SCRDocument13 pagesPallavi SCRRakshitha AnnappaPas encore d'évaluation
- Omed0104 2022 MayDocument4 pagesOmed0104 2022 MayIffa NooramPas encore d'évaluation
- The Dirty Ingredients List On SkincareDocument1 pageThe Dirty Ingredients List On SkincareNofi NurinaPas encore d'évaluation
- Transformer Pads BrochureDocument21 pagesTransformer Pads BrochureAli Imran AliharPas encore d'évaluation
- Chapter 7: Synthetic Materials in IndustryDocument24 pagesChapter 7: Synthetic Materials in IndustryRafizal ShafieePas encore d'évaluation
- Cs Se 0006 HumastarDocument2 pagesCs Se 0006 Humastarluisoft88Pas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Lehninger Principles of Biochemistry 7th Edition Nelson Test BankDocument35 pagesLehninger Principles of Biochemistry 7th Edition Nelson Test Bankmanganicidealityfy9rc1100% (25)
- Primary Battery Basics Cell Chemistry and Cell DesignDocument40 pagesPrimary Battery Basics Cell Chemistry and Cell DesignAliPas encore d'évaluation
- Tankblanketing 165237Document2 pagesTankblanketing 165237nicolasgonzPas encore d'évaluation
- AlplexDocument2 pagesAlplexWHWENPas encore d'évaluation
- CLASSIFICATION & NOMENCLATURE THEORY AllenDocument21 pagesCLASSIFICATION & NOMENCLATURE THEORY Allensatyakamsir2020Pas encore d'évaluation
- Oil and Gas MCQ QuestionsDocument29 pagesOil and Gas MCQ Questionsabby nzrlPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)