Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
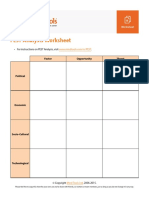
- PESTAnalysisWorksheet PDFDocument1 pagePESTAnalysisWorksheet PDFIda Bagus PutuPas encore d'évaluation
- Enterprise APM SoftwareDocument12 pagesEnterprise APM SoftwareehincapiemPas encore d'évaluation
- Reputation: Business Issue How ISO 55001 Helps Benefits To Your OrganizationDocument2 pagesReputation: Business Issue How ISO 55001 Helps Benefits To Your Organizationmello06Pas encore d'évaluation
- Iso 22301 Implementation Guide 2016 PDFDocument12 pagesIso 22301 Implementation Guide 2016 PDFTarnaveanValeriuDan100% (1)
- Intelligent Asset Strategy Oil&GasDocument1 pageIntelligent Asset Strategy Oil&Gasmello06Pas encore d'évaluation
- Key Performance Indicators (Kpis)Document71 pagesKey Performance Indicators (Kpis)Bayu MurtiPas encore d'évaluation
- KB Enterprise Resource PlanningDocument4 pagesKB Enterprise Resource Planningmello06Pas encore d'évaluation
- Constant Vs Non Constant FailureDocument14 pagesConstant Vs Non Constant FailureGyogi MitsutaPas encore d'évaluation
- MSO Business CaseDocument18 pagesMSO Business Casemello06Pas encore d'évaluation
- Service Asset ManagementDocument8 pagesService Asset Managementmello06Pas encore d'évaluation
- Are You Doing To Much Preventive MaintenanceDocument16 pagesAre You Doing To Much Preventive Maintenancemello06Pas encore d'évaluation
- 531-549 Ton 1,170,000-1,200,000 LB: Operating WeightDocument8 pages531-549 Ton 1,170,000-1,200,000 LB: Operating WeightRodrigo Hurtado100% (1)
- Hierarchy Import: Rylson8 User GroupDocument3 pagesHierarchy Import: Rylson8 User Groupmello06Pas encore d'évaluation
- VIZIYA Metals-ManufacturerDocument6 pagesVIZIYA Metals-Manufacturermello06Pas encore d'évaluation
- Komatsu Index For Parts OverviewDocument27 pagesKomatsu Index For Parts Overviewmello06100% (2)
- Are You Doing To Much Preventive MaintenanceDocument16 pagesAre You Doing To Much Preventive Maintenancemello06Pas encore d'évaluation
- Microsoft SQL Server 2012 Installation GuideDocument31 pagesMicrosoft SQL Server 2012 Installation GuideArdit MeziniPas encore d'évaluation
- MindManager Whitepaper Collaborate VisuallyDocument10 pagesMindManager Whitepaper Collaborate Visuallymello06Pas encore d'évaluation
- KB Enterprise Resource PlanningDocument4 pagesKB Enterprise Resource Planningmello06Pas encore d'évaluation
- Naval Strategy MaintenanceDocument78 pagesNaval Strategy Maintenancemello06Pas encore d'évaluation
- ABoldCupofLeadershipCaffeine GuideDocument37 pagesABoldCupofLeadershipCaffeine Guidemello06Pas encore d'évaluation
- 2018 National State of The AssestsDocument101 pages2018 National State of The Assestsmello06Pas encore d'évaluation
- Lean Elephants: Addressing The Innovation Challenge in Big CompaniesDocument26 pagesLean Elephants: Addressing The Innovation Challenge in Big Companiesmello06Pas encore d'évaluation
- LSMW Screen Shots For Vendor CodeDocument93 pagesLSMW Screen Shots For Vendor CodeHarikrishnaraj Mohanasundaram100% (2)
- Where's My DataDocument23 pagesWhere's My Datamello06Pas encore d'évaluation
- 7458-PM Putting The Pieces TogetherDocument11 pages7458-PM Putting The Pieces Togethermello06Pas encore d'évaluation
- Reliability Engineering PrinciplesDocument8 pagesReliability Engineering PrinciplesAdiguna Dhana100% (1)
- Management ReliabilityDocument26 pagesManagement Reliabilitymello06Pas encore d'évaluation
- Training Manual WinSmithDocument23 pagesTraining Manual WinSmithmello06Pas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- PeopleSoft 9.1 PeopleBook Approval FrameworkDocument166 pagesPeopleSoft 9.1 PeopleBook Approval Frameworkkhaleel_blrPas encore d'évaluation
- CVV CableDocument7 pagesCVV CableNopPas encore d'évaluation
- AAFDS Service SpecificationDocument20 pagesAAFDS Service SpecificationLUIS GIRALDOPas encore d'évaluation
- Planning The Millennium City: The Politics of Place-Making in Gurgaon, IndiaDocument16 pagesPlanning The Millennium City: The Politics of Place-Making in Gurgaon, IndiaParul SharmaPas encore d'évaluation
- American: Bonanza Society Mid-Continent Airport Wichita, KS 67277Document22 pagesAmerican: Bonanza Society Mid-Continent Airport Wichita, KS 67277cthembreePas encore d'évaluation
- Gas Generator Set G3516: Standby PowerDocument4 pagesGas Generator Set G3516: Standby PowerGeneral-Turbos Machinery100% (4)
- Foam-Water Spray Extinguishing System, Powerhouse Diesel EngDocument10 pagesFoam-Water Spray Extinguishing System, Powerhouse Diesel EngdheerajdorlikarPas encore d'évaluation
- D758-Et Minipurge ManualDocument39 pagesD758-Et Minipurge ManualNicholas marcolan (nmarcolan)Pas encore d'évaluation
- How To Adjust The Idle Mixture On Holley CarbsDocument4 pagesHow To Adjust The Idle Mixture On Holley CarbsIsaias PrestesPas encore d'évaluation
- Ansi-Asa s12.60 Part 1Document46 pagesAnsi-Asa s12.60 Part 1Inriyani DulminPas encore d'évaluation
- Week1 QuizDocument7 pagesWeek1 QuizKrishna EelaPas encore d'évaluation
- Highway Planning Manual Volume 8 PDFDocument72 pagesHighway Planning Manual Volume 8 PDFHanz Maca-ayanPas encore d'évaluation
- Magnetic Abrasive Finishing A Review IJERTV2IS3010Document9 pagesMagnetic Abrasive Finishing A Review IJERTV2IS3010Saketh ReddyPas encore d'évaluation
- Creating A Use Case Diagram in Rational RoseDocument2 pagesCreating A Use Case Diagram in Rational RoseRaguramrecPas encore d'évaluation
- Assembly Language 8086 Exercise Solution (Marut) PDFDocument58 pagesAssembly Language 8086 Exercise Solution (Marut) PDFShaibal Ahmed56% (9)
- Goals of True Broad Band's Wireless Next Wave (4G-5G)Document5 pagesGoals of True Broad Band's Wireless Next Wave (4G-5G)alokcena007Pas encore d'évaluation
- API 510 Questions Amp Answers Closed Book 1 PDF FreeDocument12 pagesAPI 510 Questions Amp Answers Closed Book 1 PDF Freejakariya100% (2)
- The Chengdu Jian-20Document20 pagesThe Chengdu Jian-20Cat CrysisPas encore d'évaluation
- Con-E-Co Manual de PartesDocument198 pagesCon-E-Co Manual de PartesBogar Pineda100% (1)
- Rigging Guide 2008Document222 pagesRigging Guide 2008Alex1Pas encore d'évaluation
- 18 - Instrument Calibration PDFDocument50 pages18 - Instrument Calibration PDFAldy Al Rachman100% (1)
- Softening N Penetration Test (Bitumen)Document11 pagesSoftening N Penetration Test (Bitumen)Thamilaarasan SonOf Nathan29% (7)
- Cardboard Automata: Try It!Document10 pagesCardboard Automata: Try It!sotkoonPas encore d'évaluation
- Birla Institute of Technology & Science, Pilani Practice School Division Session 2018 PSI Assignment HandoutDocument3 pagesBirla Institute of Technology & Science, Pilani Practice School Division Session 2018 PSI Assignment Handouttarun chauhanPas encore d'évaluation
- Mod 6Document104 pagesMod 6Sérgio CustódioPas encore d'évaluation
- Experiment # 3 Conservation of EnergyDocument5 pagesExperiment # 3 Conservation of EnergyellatsPas encore d'évaluation
- Using The Low Cycle Fatigue Approach When KT Nominal Stress Exceeds The Yield Strength: A Fundamental Mistake!Document2 pagesUsing The Low Cycle Fatigue Approach When KT Nominal Stress Exceeds The Yield Strength: A Fundamental Mistake!VigneshwaraPas encore d'évaluation
- PrecastDocument35 pagesPrecastalyssa0% (1)
- M4700Document4 pagesM4700kylegazePas encore d'évaluation
- Com Profinet-Io 7UM62 UsDocument36 pagesCom Profinet-Io 7UM62 Usmirage1977Pas encore d'évaluation