Vous aimerez peut-être aussi
- DO1 - CDOC - 1650002 - Pliego de Condiciones Compra Unificada de Materiales El...Document54 pagesDO1 - CDOC - 1650002 - Pliego de Condiciones Compra Unificada de Materiales El...JoelF1992Pas encore d'évaluation
- DO1 - CDOC - 1649701 - Solicitud de CompraDocument4 pagesDO1 - CDOC - 1649701 - Solicitud de CompraJoelF1992Pas encore d'évaluation
- Certificación de Fondos EDESURDocument1 pageCertificación de Fondos EDESURJoelF1992Pas encore d'évaluation
- Formulario de Solicitud de Subsidio Por Enfermedad Comun Luis MarinoDocument1 pageFormulario de Solicitud de Subsidio Por Enfermedad Comun Luis Marinoalberto tolentino0% (1)
- Diez Consejos Útiles para Mejorar Tu Manejo Del TiempoDocument2 pagesDiez Consejos Útiles para Mejorar Tu Manejo Del TiempoJoelF1992Pas encore d'évaluation
- Ley 340 06 Compras y ContratacionesDocument52 pagesLey 340 06 Compras y ContratacionesLuis VidalPas encore d'évaluation
- Pliego Lictación EDN LPN 02 2019Document53 pagesPliego Lictación EDN LPN 02 2019JoelF1992Pas encore d'évaluation
- Código de Ética y Conducta EDE EsteDocument12 pagesCódigo de Ética y Conducta EDE EsteJoelF1992Pas encore d'évaluation
- Manual Unidad 3Document15 pagesManual Unidad 3Aaron DelcidPas encore d'évaluation
- Ley 87-01Document114 pagesLey 87-01jack keller100% (2)
- Indice de Norma SIEDocument10 pagesIndice de Norma SIEJoelF1992Pas encore d'évaluation
- Presupuesto-ingresos-gastosDocument7 pagesPresupuesto-ingresos-gastosjonatancuevasPas encore d'évaluation
- Ley 16 23 Junio 1942Document3 pagesLey 16 23 Junio 1942JoelF1992Pas encore d'évaluation
- Edesur Transparencia Nomina 2019 03Document239 pagesEdesur Transparencia Nomina 2019 03JoelF1992100% (1)
- LUHFSER - Doc WordDocument6 pagesLUHFSER - Doc WordJose Luis Diaz TorresPas encore d'évaluation
- Centrales TérmicasDocument21 pagesCentrales TérmicasJoelF1992Pas encore d'évaluation
- O y C de CalderasDocument11 pagesO y C de CalderasJoelF1992Pas encore d'évaluation
- Med Re Sock RF 240v c20 4s Fte1fDocument15 pagesMed Re Sock RF 240v c20 4s Fte1fJoelF1992Pas encore d'évaluation
- Manual de Operacion e Instalacion Inversor Sine Wave PlatinumDocument17 pagesManual de Operacion e Instalacion Inversor Sine Wave PlatinumAmauryVargasPas encore d'évaluation
- Capitulo 2Document49 pagesCapitulo 2mercielm100% (2)
- 03-Anexo 03 063-100Document38 pages03-Anexo 03 063-100Edwin GusquiPas encore d'évaluation
- Apuntes Relevantes de Documentos Consultados Sobre Prefactibilidad y Factibilidad (Sipnosis)Document2 pagesApuntes Relevantes de Documentos Consultados Sobre Prefactibilidad y Factibilidad (Sipnosis)JoelF1992Pas encore d'évaluation
- Practica Programacion Campos ElectromagneticosDocument3 pagesPractica Programacion Campos ElectromagneticosJoelF1992Pas encore d'évaluation
- COM 1 Practica No1Document3 pagesCOM 1 Practica No1JoelF1992Pas encore d'évaluation
- PrefactivilidadDocument3 pagesPrefactivilidadJoelF1992Pas encore d'évaluation
- Maqu2eq5 PreguntasDocument3 pagesMaqu2eq5 PreguntasAbbey SaenzPas encore d'évaluation
- Introduccion A La Teologia Sistematica - Roger L. Smalling - LibroDocument84 pagesIntroduccion A La Teologia Sistematica - Roger L. Smalling - LibroKorinehoPas encore d'évaluation
- Acta de de Declaratoria Desierta de La Primera Convocatoria.Document4 pagesActa de de Declaratoria Desierta de La Primera Convocatoria.Zona CeroPas encore d'évaluation
- TriangulosDocument4 pagesTriangulosrcartolin630Pas encore d'évaluation
- PPT Delegados de Liturgia CeremonierosDocument10 pagesPPT Delegados de Liturgia CeremonierosApoyo TareasPas encore d'évaluation
- Tema 2 Electrónica AnalógicaDocument30 pagesTema 2 Electrónica Analógicaenrique loayzaPas encore d'évaluation
- Ecuacion Patrimonial.1.2020-1Document5 pagesEcuacion Patrimonial.1.2020-1Fernando MezaPas encore d'évaluation
- RCD 088-2022-EmDocument23 pagesRCD 088-2022-EmJorgeCordovaPas encore d'évaluation
- Laboratorio de Química Básica Numro 6Document16 pagesLaboratorio de Química Básica Numro 6AnnaAncietaPas encore d'évaluation
- Francisco Rodriguez Tarea Semana - 4 Interpretacion de PlanosDocument8 pagesFrancisco Rodriguez Tarea Semana - 4 Interpretacion de PlanosmauricioPas encore d'évaluation
- S.D. Regletas de Cuisinaire.Document2 pagesS.D. Regletas de Cuisinaire.Viri TeurPas encore d'évaluation
- Práctica 1. Transferencia de Calor en Una Unidad de Acondicionamiento de AireDocument5 pagesPráctica 1. Transferencia de Calor en Una Unidad de Acondicionamiento de AireAdriana CamachoPas encore d'évaluation
- Prueba de Autoestima para Adolecentes 1Document51 pagesPrueba de Autoestima para Adolecentes 1Benjamin Diaz100% (4)
- 01 Procedimiento Reporte de FallasDocument8 pages01 Procedimiento Reporte de Fallasusuario2900033% (3)
- Ejercicios Formas CanonicasDocument2 pagesEjercicios Formas CanonicasCésar David RomeroPas encore d'évaluation
- Acta de Inicio Contrato 6400017697Document2 pagesActa de Inicio Contrato 6400017697Andrés SierraPas encore d'évaluation
- Amoladora Recta MPMDocument2 pagesAmoladora Recta MPMYoselyn Katherinne Sulantay ZambranaPas encore d'évaluation
- Ficha Técnica Sigmafast 278Document6 pagesFicha Técnica Sigmafast 278Dark SarmientoPas encore d'évaluation
- Aguias Matematicas Logicas Terminada Juan CamiloDocument6 pagesAguias Matematicas Logicas Terminada Juan CamiloJuly Alexandra Gonzalez ReyesPas encore d'évaluation
- Seguridad Durante La Construccion Ingeniería Civil UCVDocument11 pagesSeguridad Durante La Construccion Ingeniería Civil UCVterrones_oscar24100% (1)
- Ejemplos Resueltos de Sistemas Por Unidad PDFDocument17 pagesEjemplos Resueltos de Sistemas Por Unidad PDFKevinRevueltaGalvan0% (1)
- U1.Contabilidad Ambiental...Document22 pagesU1.Contabilidad Ambiental...Tiffany Gomez TlggPas encore d'évaluation
- PRAACTICAS CASO CLINICO 1 Jorge - Docx - 0Document6 pagesPRAACTICAS CASO CLINICO 1 Jorge - Docx - 0Ayrton Erick Huamán NúñezPas encore d'évaluation
- Diseño de Un Proyecto de InvestigacionDocument8 pagesDiseño de Un Proyecto de InvestigacionscofieldianoPas encore d'évaluation
- Diálogo Como Herramienta EducativaDocument5 pagesDiálogo Como Herramienta EducativaJosé Luis Castrejón MalvaezPas encore d'évaluation
- 04 - CONSTANCIA - Série Completa1Document1 149 pages04 - CONSTANCIA - Série Completa1Benjamin DominguezPas encore d'évaluation
- Ft-001 Software Bms Yzp480... 495.en - EsDocument5 pagesFt-001 Software Bms Yzp480... 495.en - EsAydee ArangurenPas encore d'évaluation
- Carta Compromiso AutocuidadoDocument1 pageCarta Compromiso AutocuidadoMichaell Meneses100% (1)
- Desarrollo de Las Habilidades Del Pensamiento Julieta ArroyoDocument1 pageDesarrollo de Las Habilidades Del Pensamiento Julieta ArroyoJulieta ArroyoPas encore d'évaluation
- 35 La Llave de Oro - Emmet FoxDocument8 pages35 La Llave de Oro - Emmet FoxAngel Guillermo Romero CallesPas encore d'évaluation
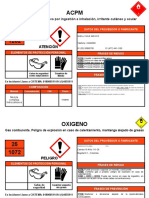
- Etiquetas Productos Químico EjemploDocument8 pagesEtiquetas Productos Químico EjemplooscarPas encore d'évaluation