Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 6.002 Homework and SolutionsDocument119 pages6.002 Homework and Solutionsjocarletonpa0% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandPas encore d'évaluation
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandPas encore d'évaluation
- Rocket Battery ESH 100 12 12V 100ah AGMDocument2 pagesRocket Battery ESH 100 12 12V 100ah AGMKeerthiPas encore d'évaluation
- SMD Electrolysis PDFDocument1 pageSMD Electrolysis PDFkokiskoPas encore d'évaluation
- Ball Turner Prints PDFDocument10 pagesBall Turner Prints PDFkokiskoPas encore d'évaluation
- A Method of Dividing The Circumference of A CircleDocument3 pagesA Method of Dividing The Circumference of A CirclekokiskoPas encore d'évaluation
- Ball Turner PrintsDocument10 pagesBall Turner PrintskokiskoPas encore d'évaluation
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoPas encore d'évaluation
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoPas encore d'évaluation
- WO9010337 Magnetic MotorDocument23 pagesWO9010337 Magnetic MotorAndras KondratPas encore d'évaluation
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsPas encore d'évaluation
- Assessing Potential Propulsion Breakthroughs: Marc G. MillisDocument21 pagesAssessing Potential Propulsion Breakthroughs: Marc G. MillisnenucarqPas encore d'évaluation
- UFODocument2 pagesUFOkokiskoPas encore d'évaluation
- 1769 Compound Rest AssyDocument1 page1769 Compound Rest AssykokiskoPas encore d'évaluation
- Mysteries of The Unknown - The UFO PhenomenonDocument162 pagesMysteries of The Unknown - The UFO Phenomenonanaximandre06100% (3)
- GAA Bortone June02Document2 pagesGAA Bortone June02kokiskoPas encore d'évaluation
- Evading Thermal Imaging and Radar Detection-1Document8 pagesEvading Thermal Imaging and Radar Detection-1kokiskoPas encore d'évaluation
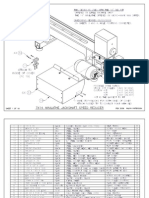
- Ralph Patterson Speed Reducer 2Document27 pagesRalph Patterson Speed Reducer 2kokiskoPas encore d'évaluation
- RB 7x12 Minilathe BedwaysDocument2 pagesRB 7x12 Minilathe BedwayskokiskoPas encore d'évaluation
- Morse Taper Dimensions and Drill Chuck ArborsDocument4 pagesMorse Taper Dimensions and Drill Chuck ArborskokiskoPas encore d'évaluation
- Drive TroubleshootingDocument9 pagesDrive TroubleshootingkokiskoPas encore d'évaluation
- Spindle, 7x10, 12 Mini LatheDocument1 pageSpindle, 7x10, 12 Mini LatheramaaramaaPas encore d'évaluation
- Cross Slide Nut ModificationDocument3 pagesCross Slide Nut ModificationkokiskoPas encore d'évaluation
- How To Make Economical BateryDocument85 pagesHow To Make Economical BaterykokiskoPas encore d'évaluation
- Ball Turning Toolpost - Complete PDFDocument5 pagesBall Turning Toolpost - Complete PDFRamanujam O SPas encore d'évaluation
- Rollies Dads MethodDocument4 pagesRollies Dads Methodctin12Pas encore d'évaluation
- Change Gears Charts For Metric Threading On The 7x MiniDocument2 pagesChange Gears Charts For Metric Threading On The 7x MinikokiskoPas encore d'évaluation
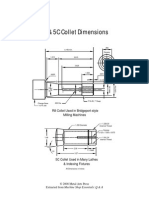
- r8 5c Collet DimensionsDocument2 pagesr8 5c Collet Dimensionskokisko100% (1)
- Drilling SpeedsDocument3 pagesDrilling SpeedskokiskoPas encore d'évaluation
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Document9 pagesPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoPas encore d'évaluation
- Ispravljač 2.3 Do 24 VDocument8 pagesIspravljač 2.3 Do 24 VMilan Milenković100% (1)
- USBattery Datasheet&Charging Recommendations PDFDocument42 pagesUSBattery Datasheet&Charging Recommendations PDFsybinh97Pas encore d'évaluation
- Tutorial Letter 101/3/2021: Electronics I TheoryDocument29 pagesTutorial Letter 101/3/2021: Electronics I TheoryOdwa Odz NkuphePas encore d'évaluation
- LED Sensor Electronic TrackerDocument9 pagesLED Sensor Electronic TrackerRodney LangleyPas encore d'évaluation
- CLOSED BOOK EXAM#09 (v2.0)Document52 pagesCLOSED BOOK EXAM#09 (v2.0)Marhmello PadriquePas encore d'évaluation
- Abb Kontrolnik Izolacije Cm-Iws 2sDocument16 pagesAbb Kontrolnik Izolacije Cm-Iws 2sDragomir HoffmannPas encore d'évaluation
- 021 - Aircraft General KnowledgeDocument6 pages021 - Aircraft General KnowledgeUvin Ranaweera0% (1)
- Electronics-I: For Dae 1 YearDocument311 pagesElectronics-I: For Dae 1 YearSuleman AsifPas encore d'évaluation
- Notes 4Document47 pagesNotes 4sangu manikeshPas encore d'évaluation
- Esc 200-12 FRDocument2 pagesEsc 200-12 FRismailPas encore d'évaluation
- Cable Sizing WorksheetDocument12 pagesCable Sizing WorksheetMarvellous100% (2)
- ICM4 Coordinate Lever Unit: Electronic Control System EHC35, 0-5 VDocument4 pagesICM4 Coordinate Lever Unit: Electronic Control System EHC35, 0-5 VEduardoXilenusPas encore d'évaluation
- Operation and Safety Manual: Boom Lift Models 600S 660SJDocument130 pagesOperation and Safety Manual: Boom Lift Models 600S 660SJSARAVANAN MPas encore d'évaluation
- AITS FT X ADV Paper 1 PDFDocument20 pagesAITS FT X ADV Paper 1 PDFRakshit DhawanPas encore d'évaluation
- Instrument Transformers Presentation - 2008 PDFDocument80 pagesInstrument Transformers Presentation - 2008 PDFchichid2008Pas encore d'évaluation
- BeSafe COSH ModuleDocument382 pagesBeSafe COSH Moduledave nistalPas encore d'évaluation
- 11KV415V Overhead Line Specification (REC)Document37 pages11KV415V Overhead Line Specification (REC)Shrikant KajalePas encore d'évaluation
- Electricity: Heating Effect of Electric CurrentDocument5 pagesElectricity: Heating Effect of Electric CurrentBhoomika GoyalPas encore d'évaluation
- Phy301.Final McqsDocument35 pagesPhy301.Final McqsShahzad NiaziPas encore d'évaluation
- TFR - 200903156 - 003 (Dien Moi-Dielectric - IP)Document18 pagesTFR - 200903156 - 003 (Dien Moi-Dielectric - IP)Nguyen ngoc thongPas encore d'évaluation
- Chapter 2Document7 pagesChapter 2Shin Se Kyung100% (1)
- Polyphase SystemDocument2 pagesPolyphase SystemChocomalteeChocomaltee100% (1)
- 43b Smeng0100Document174 pages43b Smeng0100Yusmery FariasPas encore d'évaluation
- EMFi BLDC Hub Motor Consolidated Spec Sheet v2Document142 pagesEMFi BLDC Hub Motor Consolidated Spec Sheet v2lojopePas encore d'évaluation
- NGR Sizing Calculation As Per IEEE 32Document3 pagesNGR Sizing Calculation As Per IEEE 32Soumya MukherjeePas encore d'évaluation
- Testing High-Voltage: Electrical Insulation Rotating Machinery DirectDocument16 pagesTesting High-Voltage: Electrical Insulation Rotating Machinery DirectJairo Corimanya SeminarioPas encore d'évaluation
- Ansi C84Document6 pagesAnsi C84Ramiro Magbanua FelicianoPas encore d'évaluation
- LH SeriesDocument4 pagesLH Seriesge_bdPas encore d'évaluation