Vous aimerez peut-être aussi
- Handi Instr TwobDocument13 pagesHandi Instr TwobnotjustsomeonePas encore d'évaluation
- Under LeverDocument103 pagesUnder LeverGaryMessenger100% (4)
- Bolt Action 9Document10 pagesBolt Action 9spartywrx100% (1)
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfD'EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfPas encore d'évaluation
- Jewel 2-Stage TriggerDocument13 pagesJewel 2-Stage TriggerAdam BallPas encore d'évaluation
- M1 Garand Barrel Replacement  " New BarrelDocument35 pagesM1 Garand Barrel Replacement  " New BarrelToschanoPas encore d'évaluation
- Bolt Action 6Document10 pagesBolt Action 6spartywrxPas encore d'évaluation
- DP Series Build SheetDocument49 pagesDP Series Build SheetJoe Creole100% (1)
- Bolt Action 4Document10 pagesBolt Action 4browar444100% (1)
- AKT020 Rivet Jaws InstructionsDocument12 pagesAKT020 Rivet Jaws InstructionsDale WadePas encore d'évaluation
- Bore and Groove DiametersDocument1 pageBore and Groove DiametersDale WadePas encore d'évaluation
- 9mm Bolt RampingDocument6 pages9mm Bolt RampingMatthew Nelson100% (1)
- Tap & Drill Chart W - Decimal Inch & MetricDocument10 pagesTap & Drill Chart W - Decimal Inch & MetricGanesh NatarajanPas encore d'évaluation
- Web QCGBDocument19 pagesWeb QCGBpramponiPas encore d'évaluation
- US4648190 Single Shot Falling Block ActionDocument6 pagesUS4648190 Single Shot Falling Block ActionE MakinenPas encore d'évaluation
- M1-M14 Conversion US3362095Document3 pagesM1-M14 Conversion US3362095apoorva singhPas encore d'évaluation
- MD Profiler Instruction ManualDocument11 pagesMD Profiler Instruction ManualTatiana Trenogina100% (1)
- Product Instructions - Flat Bending Jig InstructionsDocument34 pagesProduct Instructions - Flat Bending Jig InstructionsDale WadePas encore d'évaluation
- Step Type Target CrownDocument5 pagesStep Type Target Crownlbaraldi100% (1)
- Making The Extractor Cut On A Virgin Barrel - The AK Files ForumsDocument4 pagesMaking The Extractor Cut On A Virgin Barrel - The AK Files Forumsscout50Pas encore d'évaluation
- STEN / 76: 9mm Sub Machine Gun SuppressorDocument6 pagesSTEN / 76: 9mm Sub Machine Gun SuppressorIngo Quander100% (1)
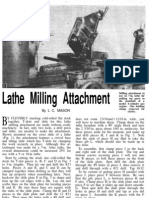
- Lathe Milling Attach PlansDocument7 pagesLathe Milling Attach Plansdodgydonkey100% (1)
- Sten Plans The Sten MkiiDocument28 pagesSten Plans The Sten MkiiJohn FindleyPas encore d'évaluation
- Sheet Metal Cutter Plan - Metalworking Plans - CraftsmanspaceDocument17 pagesSheet Metal Cutter Plan - Metalworking Plans - Craftsmanspacear02nbs100% (1)
- FE Analysis of Firearm Locking Systems: Lorenzo CastiglioniDocument15 pagesFE Analysis of Firearm Locking Systems: Lorenzo CastiglionijkruisePas encore d'évaluation
- Pneumatic Air Graver From BoltDocument69 pagesPneumatic Air Graver From BoltRuger B.Pas encore d'évaluation
- GG2 Operator's ManualDocument30 pagesGG2 Operator's ManualWerner Patric WengPas encore d'évaluation
- Us 20060101695Document11 pagesUs 20060101695galak12001100% (1)
- Pressure Air GunDocument7 pagesPressure Air GunyuehanPas encore d'évaluation
- Making Your Own Rivets - The AK Files ForumsDocument7 pagesMaking Your Own Rivets - The AK Files Forumsscout50Pas encore d'évaluation
- High Standard-MagazinesDocument3 pagesHigh Standard-MagazinesBob WilliamsPas encore d'évaluation
- ChicopeerfDocument15 pagesChicopeerfRomG78Pas encore d'évaluation
- A Modified Vince Gingery PlasticDocument13 pagesA Modified Vince Gingery PlasticgeppaPas encore d'évaluation
- Multiple Barrel FirearmsDocument6 pagesMultiple Barrel FirearmsYorgos KordoniasPas encore d'évaluation
- Forcing Cone and Throat ReamingDocument5 pagesForcing Cone and Throat Reamingrooster59Pas encore d'évaluation
- Chimera ManualDocument12 pagesChimera ManualticocrazyPas encore d'évaluation
- TM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part1Document19 pagesTM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part1browar444Pas encore d'évaluation
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDocument13 pagesGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- Page 18Document1 pagePage 18frank1615100% (2)
- Case ReformingDocument8 pagesCase ReformingIM_JohnnyV100% (3)
- Corbin World Directory of Custom Bullet Makers 2001Document94 pagesCorbin World Directory of Custom Bullet Makers 2001aikidomoysesPas encore d'évaluation
- Single Lip Cutter D-BitDocument2 pagesSingle Lip Cutter D-Bitsjdarkman1930Pas encore d'évaluation
- M48 Disassembly ReassemblyDocument7 pagesM48 Disassembly ReassemblypoinkerPas encore d'évaluation
- Brownells-2 5LB1911TriggerPullDocument4 pagesBrownells-2 5LB1911TriggerPullRyan ShanksPas encore d'évaluation
- Tricking Out HF 9x20 LatheDocument48 pagesTricking Out HF 9x20 LatheCliff Miller100% (2)
- r8 5c Collet DimensionsDocument2 pagesr8 5c Collet Dimensionskokisko100% (1)
- Single-Shot .22-Bolt Action RifleDocument8 pagesSingle-Shot .22-Bolt Action RifleJustinPas encore d'évaluation
- 3D Printed CETME/HK Bending Jig and MandrelDocument13 pages3D Printed CETME/HK Bending Jig and Mandrelrand0100% (1)
- How To Formulate Parkerizing SolutionDocument3 pagesHow To Formulate Parkerizing SolutionOtter1zPas encore d'évaluation
- Product Instructions - Trigger Guard Rivet Drilling Jig Instructions PDFDocument3 pagesProduct Instructions - Trigger Guard Rivet Drilling Jig Instructions PDFFrank MeekerPas encore d'évaluation
- The Ballard RifleDocument4 pagesThe Ballard Rifleblowmeasshole1911Pas encore d'évaluation
- D-Bit Chambering Reamer MakingDocument5 pagesD-Bit Chambering Reamer MakingEadPas encore d'évaluation
- Winchester Model 1885Document0 pageWinchester Model 1885carlosfanjul1Pas encore d'évaluation
- Patented June 1, 1901. No. 675,999.: L. HellfritzschDocument4 pagesPatented June 1, 1901. No. 675,999.: L. HellfritzschСлэйтер Строительная компанияPas encore d'évaluation
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.D'EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Évaluation : 5 sur 5 étoiles5/5 (1)
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoPas encore d'évaluation
- Evading Thermal Imaging and Radar Detection-1Document8 pagesEvading Thermal Imaging and Radar Detection-1kokiskoPas encore d'évaluation
- Ball Turner PrintsDocument10 pagesBall Turner PrintskokiskoPas encore d'évaluation
- Ball Turner Prints PDFDocument10 pagesBall Turner Prints PDFkokiskoPas encore d'évaluation
- UFODocument2 pagesUFOkokiskoPas encore d'évaluation
- Ralph Patterson Speed Reducer 2Document27 pagesRalph Patterson Speed Reducer 2kokiskoPas encore d'évaluation
- Morse Taper Dimensions and Drill Chuck ArborsDocument4 pagesMorse Taper Dimensions and Drill Chuck ArborskokiskoPas encore d'évaluation
- Cross Slide Nut ModificationDocument3 pagesCross Slide Nut ModificationkokiskoPas encore d'évaluation
- r8 5c Collet DimensionsDocument2 pagesr8 5c Collet Dimensionskokisko100% (1)
- Change Gears Charts For Metric Threading On The 7x MiniDocument2 pagesChange Gears Charts For Metric Threading On The 7x MinikokiskoPas encore d'évaluation
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Document9 pagesPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoPas encore d'évaluation
- Hammer MillsDocument56 pagesHammer MillskokiskoPas encore d'évaluation
- Drilling SpeedsDocument3 pagesDrilling SpeedskokiskoPas encore d'évaluation
- APL 2013catalog 06-2013 WebDocument9 pagesAPL 2013catalog 06-2013 WebkokiskoPas encore d'évaluation
- Learjet 85 enDocument2 pagesLearjet 85 enkokiskoPas encore d'évaluation
- Metal Spinning TutorialDocument15 pagesMetal Spinning TutorialMike SullivanPas encore d'évaluation
- Lear 45 XRDocument2 pagesLear 45 XRkokisko100% (1)
- Texto EBAU 1Document2 pagesTexto EBAU 1haridianrm13Pas encore d'évaluation
- Technical Information: Range-Free Controller FA-M3 System Upgrade GuideDocument33 pagesTechnical Information: Range-Free Controller FA-M3 System Upgrade GuideAddaPas encore d'évaluation
- Cynosure Starlux 500 Palomar Technical Service ManualDocument47 pagesCynosure Starlux 500 Palomar Technical Service ManualJF SilvaPas encore d'évaluation
- Study The Effect of Postharvest Heat Treatment On Infestation Rate of Fruit Date Palm (Phoenix Dactylifera L.) Cultivars Grown in AlgeriaDocument4 pagesStudy The Effect of Postharvest Heat Treatment On Infestation Rate of Fruit Date Palm (Phoenix Dactylifera L.) Cultivars Grown in AlgeriaJournal of Nutritional Science and Healthy DietPas encore d'évaluation
- Emw 2007 FP 02093Document390 pagesEmw 2007 FP 02093boj87Pas encore d'évaluation
- Training Report On Self Contained Breathing ApparatusDocument4 pagesTraining Report On Self Contained Breathing ApparatusHiren MahetaPas encore d'évaluation
- Catalogo GatesDocument255 pagesCatalogo GatesBenjamin HedonewePas encore d'évaluation
- The Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantDocument7 pagesThe Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantHannilyn Caldeo100% (2)
- Flow Chart - QCDocument2 pagesFlow Chart - QCKarthikeyan Shanmugavel100% (1)
- Manual Wire Rope Winches Wall-Mounted Wire Rope Winch SW-W: Equipment and ProcessingDocument1 pageManual Wire Rope Winches Wall-Mounted Wire Rope Winch SW-W: Equipment and Processingdrg gocPas encore d'évaluation
- Week 1 - NATURE AND SCOPE OF ETHICSDocument12 pagesWeek 1 - NATURE AND SCOPE OF ETHICSRegielyn CapitaniaPas encore d'évaluation
- 9 5 - 358 362 PDFDocument5 pages9 5 - 358 362 PDFمالك مناصرةPas encore d'évaluation
- Food Taste Panel Evaluation Form 2Document17 pagesFood Taste Panel Evaluation Form 2Akshat JainPas encore d'évaluation
- Lab Report Marketing Mansi 4Document39 pagesLab Report Marketing Mansi 4Mansi SharmaPas encore d'évaluation
- AssessmentDocument3 pagesAssessmentpalflaxPas encore d'évaluation
- SCM (Subway Project Report)Document13 pagesSCM (Subway Project Report)Beast aPas encore d'évaluation
- Updated Factory Profile of Aleya Apparels LTDDocument25 pagesUpdated Factory Profile of Aleya Apparels LTDJahangir Hosen0% (1)
- Gemh 108Document20 pagesGemh 108YuvrajPas encore d'évaluation
- Sales 20: Years Advertising Expense (Millions) X Sales (Thousands) yDocument8 pagesSales 20: Years Advertising Expense (Millions) X Sales (Thousands) ybangPas encore d'évaluation
- Tuberculosis PowerpointDocument69 pagesTuberculosis PowerpointCeline Villo100% (1)
- Safe Lorry Loader Crane OperationsDocument4 pagesSafe Lorry Loader Crane Operationsjdmultimodal sdn bhdPas encore d'évaluation
- Goldhofer FTV 850 BrochureDocument2 pagesGoldhofer FTV 850 BrochureMauroPas encore d'évaluation
- Lecture Planner - Inorganic Chemistry (Legend) - Yakeen NEET 2.0 2024Document1 pageLecture Planner - Inorganic Chemistry (Legend) - Yakeen NEET 2.0 2024Dipendra KumarPas encore d'évaluation
- GCSE AstronomyDocument30 pagesGCSE Astronomyharris123mc100% (1)
- Port Name: Port of BaltimoreDocument17 pagesPort Name: Port of Baltimoremohd1khairul1anuarPas encore d'évaluation
- Presentation On 4G TechnologyDocument23 pagesPresentation On 4G TechnologyFresh EpicPas encore d'évaluation
- FYP ProposalDocument11 pagesFYP ProposalArslan SamPas encore d'évaluation
- Nissan Copper LTDDocument11 pagesNissan Copper LTDankit_shahPas encore d'évaluation
- Rekomendasi AnimeDocument11 pagesRekomendasi Animeosvaldo manurungPas encore d'évaluation
- Inferring The Speaker's Tone, ModeDocument31 pagesInferring The Speaker's Tone, Modeblessilda.delaramaPas encore d'évaluation