Vous aimerez peut-être aussi
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentD'EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentPas encore d'évaluation
- Hydrocarbon Processing September 2012Document129 pagesHydrocarbon Processing September 2012Iulian Barascu100% (1)
- Natural Gas Hydrates in Flow AssuranceD'EverandNatural Gas Hydrates in Flow AssuranceCarolyn Ann KohÉvaluation : 5 sur 5 étoiles5/5 (1)
- Gulfpub HP 201008 PDFDocument89 pagesGulfpub HP 201008 PDFErvin WatzlawekPas encore d'évaluation
- Handbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsD'EverandHandbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsPas encore d'évaluation
- Relief Device Inlet Piping, Beyond The 3 Percent RuleDocument6 pagesRelief Device Inlet Piping, Beyond The 3 Percent RulekronafPas encore d'évaluation
- Natural Gas Processing from Midstream to DownstreamD'EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirPas encore d'évaluation
- Hydrocarbon Processing January 2011Document97 pagesHydrocarbon Processing January 2011chem75100% (2)
- Diagnosing Instabilities in Distillation Column OverheadDocument4 pagesDiagnosing Instabilities in Distillation Column OverheadRafaelPas encore d'évaluation
- Atmospheric TanksDocument10 pagesAtmospheric Tankssriman1234Pas encore d'évaluation
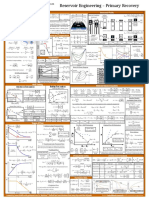
- Hydrocarbon RecoveryDocument29 pagesHydrocarbon RecoveryAlekhya BandaruPas encore d'évaluation
- Hydrocarbon Processing February 2012Document93 pagesHydrocarbon Processing February 2012Catalina Andreea MaicanPas encore d'évaluation
- Heat Exchanger Fouling: Causes, Effects and Design ConsiderationsDocument8 pagesHeat Exchanger Fouling: Causes, Effects and Design ConsiderationskcdeguzmanPas encore d'évaluation
- Special Focus: Reboiler Pinch: An Approach To Optimize Flare System Design During FEEDDocument6 pagesSpecial Focus: Reboiler Pinch: An Approach To Optimize Flare System Design During FEEDGhasem Bashiri100% (1)
- PSV For Distillation GuidelinesDocument3 pagesPSV For Distillation GuidelinesMubarik AliPas encore d'évaluation
- Gulfpub HP 201708Document149 pagesGulfpub HP 201708Luis Fernando Gonzales MedinaPas encore d'évaluation
- Condensate Stab 2013 AIChE 91a Paper292728Document14 pagesCondensate Stab 2013 AIChE 91a Paper292728Samaneh HajipourPas encore d'évaluation
- How To Design Overhead Condensing SystemsDocument7 pagesHow To Design Overhead Condensing Systemsstudyendless100% (1)
- Blowdown of Vessels and Pipelines: S.M. Richardson & G. SavilleDocument15 pagesBlowdown of Vessels and Pipelines: S.M. Richardson & G. SavillefaisalmuradPas encore d'évaluation
- Relief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFDocument7 pagesRelief Device Inlet Piping Beyond The 3 Percent Rule - HP - Nov 2011 PDFonizuka-t2263Pas encore d'évaluation
- Optimum Design of Turbo Expander Final-PaperDocument12 pagesOptimum Design of Turbo Expander Final-PaperGerman Gader100% (2)
- 545Document11 pages545hiyeonPas encore d'évaluation
- H P 2011 02 PDFDocument97 pagesH P 2011 02 PDFErvin WatzlawekPas encore d'évaluation
- Calculating Settle-Out Pressure in Compressor Loops - Hydrocarbon Processing - November 2006Document3 pagesCalculating Settle-Out Pressure in Compressor Loops - Hydrocarbon Processing - November 2006bogusiPas encore d'évaluation
- Flare ManualDocument53 pagesFlare ManualMallela Sampath KumarPas encore d'évaluation
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Flare Radiation PredictionDocument30 pagesFlare Radiation PredictionSmith ChhatrabhutiPas encore d'évaluation
- Gulfpub HP 201009Document165 pagesGulfpub HP 201009João CoutoPas encore d'évaluation
- Gulfpub HP 201401Document103 pagesGulfpub HP 201401maheshlavandPas encore d'évaluation
- Tank Battery Design PDFDocument4 pagesTank Battery Design PDFdigeca100% (1)
- Hydrocarbon Eng Feb 2017Document24 pagesHydrocarbon Eng Feb 2017jcarbajal2013Pas encore d'évaluation
- Improve distillation system performanceDocument6 pagesImprove distillation system performancebalu928100% (1)
- Determination of Minimum Safe Purge Gas Flow Rate in Flare Systems With A Velocity Seal (CTFO)Document8 pagesDetermination of Minimum Safe Purge Gas Flow Rate in Flare Systems With A Velocity Seal (CTFO)jdgh1986Pas encore d'évaluation
- API Standard 521 New Alternative Method To Evaluate Fire Relief For Pressure Relief Device Sizing and Depressuring System Design 2014 Journal of Loss PDFDocument11 pagesAPI Standard 521 New Alternative Method To Evaluate Fire Relief For Pressure Relief Device Sizing and Depressuring System Design 2014 Journal of Loss PDFminhy100% (1)
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignDocument6 pagesECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoPas encore d'évaluation
- Chee3004: Project 2Document43 pagesChee3004: Project 2faizzi100% (3)
- Undestanding The PHEDocument6 pagesUndestanding The PHEMurrali Raj Jeyagapal100% (2)
- 2012-07 Overpressure Protection + Working With The CSB After An Accident - Selected PapersDocument8 pages2012-07 Overpressure Protection + Working With The CSB After An Accident - Selected PaperssourcemenuPas encore d'évaluation
- Using DIERS Two-Phase Equations To Estimate Tube Rupture FlowratesDocument8 pagesUsing DIERS Two-Phase Equations To Estimate Tube Rupture FlowratesAugusto Jorge Lozada100% (1)
- HP 2009-03Document88 pagesHP 2009-03Junghietu Dorin100% (1)
- Controlling Fired HeatersDocument6 pagesControlling Fired HeatersiqjoeljoachinPas encore d'évaluation
- Purge Gas OptimizationDocument7 pagesPurge Gas OptimizationVangapanduSrinivasarao100% (2)
- Calculating liquid volumes in irregular vessels made easyDocument5 pagesCalculating liquid volumes in irregular vessels made easyNaturasfera Suplementos AlimenticiosPas encore d'évaluation
- Alkylation Process Stratco PDFDocument14 pagesAlkylation Process Stratco PDFGeraldin Ching FrancoPas encore d'évaluation
- Flare Stack System PresentationDocument9 pagesFlare Stack System PresentationdungmvPas encore d'évaluation
- 07 GasTreatingDocument52 pages07 GasTreatingHelixPas encore d'évaluation
- Air Cooled Exchangers PDFDocument18 pagesAir Cooled Exchangers PDFRaghav SharmaPas encore d'évaluation
- Flare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaDocument10 pagesFlare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out FlaJR RomanPas encore d'évaluation
- Hydrocarbon Processing - 2010 - 11Document89 pagesHydrocarbon Processing - 2010 - 11psycopaul100% (1)
- Closed Drain PaperDocument4 pagesClosed Drain PaperBehnam Hosseinzadeh100% (1)
- (Hydrocarbonprocessing) - Proper Relief-Valve Sizing EquationDocument11 pages(Hydrocarbonprocessing) - Proper Relief-Valve Sizing Equationmrf_neoPas encore d'évaluation
- Protect Tanks From Overpressure and Vacuum PDFDocument7 pagesProtect Tanks From Overpressure and Vacuum PDFJohn SmithPas encore d'évaluation
- Gulfpub HP 201103Document97 pagesGulfpub HP 201103Vijay AadityaPas encore d'évaluation
- Selection Control ValvesDocument7 pagesSelection Control ValvesVeera Mani100% (1)
- Taco Expansion TankDocument20 pagesTaco Expansion TankDhirendra Singh RathorePas encore d'évaluation
- 07 Fluid Transports EquipmentsDocument12 pages07 Fluid Transports EquipmentsarfpowerPas encore d'évaluation
- Consider A Practical Approach To Vacuum Unit RevampsDocument10 pagesConsider A Practical Approach To Vacuum Unit RevampsjokishPas encore d'évaluation
- Reduce Expansion Tank Sizes Up to 80Document20 pagesReduce Expansion Tank Sizes Up to 80enlightened1718100% (1)
- B&G Sizing Cooling Tower Pumps and Piping TEH-275Document12 pagesB&G Sizing Cooling Tower Pumps and Piping TEH-275ChowKC03100% (3)
- AED Design Requirements - Hydro-Pneumatic Tanks - Sep09Document5 pagesAED Design Requirements - Hydro-Pneumatic Tanks - Sep09mojeebmashalPas encore d'évaluation
- Advances in Enhanced Oil Recovery ProcessesDocument43 pagesAdvances in Enhanced Oil Recovery ProcessesHugo Wizenberg100% (1)
- Cost Benefit Analysis AllDocument31 pagesCost Benefit Analysis AllRadu MirceaPas encore d'évaluation
- Piping For Process Plants Part-1Document6 pagesPiping For Process Plants Part-1sriman1234Pas encore d'évaluation
- Atmospheric TanksDocument10 pagesAtmospheric Tankssriman1234Pas encore d'évaluation
- Indian Maida Burfi Recipe in Under 30 MinutesDocument2 pagesIndian Maida Burfi Recipe in Under 30 Minutessriman12340% (1)
- Waxes and AsphaltenesDocument4 pagesWaxes and Asphaltenessriman1234Pas encore d'évaluation
- Cooling Tower Thermal DesignDocument106 pagesCooling Tower Thermal Designxuense100% (4)
- Optimizing Field Compressor Station DesignsDocument9 pagesOptimizing Field Compressor Station Designssriman1234Pas encore d'évaluation
- Safety/Heat Transfer Tower Pressure Relief CalculationDocument6 pagesSafety/Heat Transfer Tower Pressure Relief Calculationsriman1234Pas encore d'évaluation
- Viability GTL NA Gas MarketDocument0 pageViability GTL NA Gas Marketsriman1234Pas encore d'évaluation
- Tray Column Design - FAYFDocument1 pageTray Column Design - FAYFsriman12340% (1)
- Existing Data Sheet For All TGs (Do Not Use For Attachment)Document21 pagesExisting Data Sheet For All TGs (Do Not Use For Attachment)sriman1234Pas encore d'évaluation
- Fluid Mechanics Energy EquationDocument61 pagesFluid Mechanics Energy EquationzezinzezePas encore d'évaluation
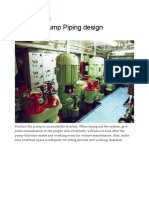
- Piping Pitfalls: 5 Rules for Pump Piping DesignDocument6 pagesPiping Pitfalls: 5 Rules for Pump Piping Designamadan64Pas encore d'évaluation
- Vortex SheddingDocument3 pagesVortex SheddingMaheshPas encore d'évaluation
- Reservoir Fluids Conversions and ConstantsDocument2 pagesReservoir Fluids Conversions and ConstantsJorge Huaypar SoteloPas encore d'évaluation
- Water Treatment ProcessesDocument18 pagesWater Treatment ProcessesClaude Geoffrey escanillaPas encore d'évaluation
- Pressure Shut-Off Valve, Pilot Operated Types DA and DAWDocument12 pagesPressure Shut-Off Valve, Pilot Operated Types DA and DAWÂnderson Silva BrasilPas encore d'évaluation
- Detention Pond Design Using MASMADocument72 pagesDetention Pond Design Using MASMAezarul fitri50% (2)
- CPP - Phase 03 (Fluid)Document2 pagesCPP - Phase 03 (Fluid)surya pratapPas encore d'évaluation
- Calculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchDocument4 pagesCalculation of Coefficients of Contraction, Velocity, and Discharge of A Circular Orifice Using A Hydraulic BenchFran CarnacePas encore d'évaluation
- Hydraulic Parameters in Uniform Flow For Open ChannelsDocument3 pagesHydraulic Parameters in Uniform Flow For Open ChannelsHala HalaPas encore d'évaluation
- Check Valves for Inline and Manifold MountingDocument4 pagesCheck Valves for Inline and Manifold MountingSamad A BakarPas encore d'évaluation
- Applied Fluid Mechanics (MECH 2002)Document16 pagesApplied Fluid Mechanics (MECH 2002)chandan VishvakarmaPas encore d'évaluation
- Johnson, Richard W - Handbook of Fluid Dynamics-CRC Press (2016)Document1 544 pagesJohnson, Richard W - Handbook of Fluid Dynamics-CRC Press (2016)Hamza MehrPas encore d'évaluation
- Cyclone Separator Design and Working PrinciplesDocument22 pagesCyclone Separator Design and Working PrinciplesVANDINI BANSALPas encore d'évaluation
- M16AR Installation Instructions 1.0Document2 pagesM16AR Installation Instructions 1.0sandyPas encore d'évaluation
- Evaluation of Production Methods in The Morichal HeDocument9 pagesEvaluation of Production Methods in The Morichal HejuanPas encore d'évaluation
- Ass 11Document1 pageAss 11Hawraa AlbahadlyPas encore d'évaluation
- PhysioEx Exercise 5 Activity 3Document3 pagesPhysioEx Exercise 5 Activity 3lucisPas encore d'évaluation
- Project Performance Records As of 4th Quarter of 2012Document9 pagesProject Performance Records As of 4th Quarter of 2012Ki Ho ChungPas encore d'évaluation
- SBIInstructionManual17 03 2014Document11 pagesSBIInstructionManual17 03 2014ramon duldulaoPas encore d'évaluation
- F 9197Document4 pagesF 9197lipetrol007Pas encore d'évaluation
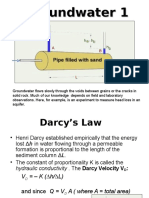
- Lecture 19w Groundwater 1 Darcy PowerpointDocument19 pagesLecture 19w Groundwater 1 Darcy PowerpointAmir ShahzadPas encore d'évaluation
- Assignment OgspDocument27 pagesAssignment OgspAlhaj MassoudPas encore d'évaluation
- Physical Significance of Bernoulli & Euler's EqnsDocument3 pagesPhysical Significance of Bernoulli & Euler's EqnsD.ViswanathPas encore d'évaluation
- Centrifugal SeparationDocument7 pagesCentrifugal Separationabhinav singh yadavPas encore d'évaluation
- Evaluation of OpenFOAM For CFD of Turbulent Flow in Water TurbinesDocument15 pagesEvaluation of OpenFOAM For CFD of Turbulent Flow in Water TurbinesAghajaniPas encore d'évaluation
- Ch.4 Plumbing Fixtures and Fixture FittingsDocument6 pagesCh.4 Plumbing Fixtures and Fixture FittingsMac ShaikPas encore d'évaluation
- Physics Module Form 4 Chapter 3 Forces & PressureDocument25 pagesPhysics Module Form 4 Chapter 3 Forces & PressureMisratul A'la Mahyuddin100% (2)
- IMI Bopp-Reuther Product SIRA AW LRESDocument4 pagesIMI Bopp-Reuther Product SIRA AW LRESPratik SinghPas encore d'évaluation
- Line Sizing1Document20 pagesLine Sizing1Srihari KodimelaPas encore d'évaluation