Vous aimerez peut-être aussi
- Fiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Document1 pageFiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Suphi YükselPas encore d'évaluation
- Fransız Elektrot Firması Seçim TablosuDocument60 pagesFransız Elektrot Firması Seçim TablosuSuphi Yüksel100% (2)
- EN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadDocument1 pageEN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadSuphi YükselPas encore d'évaluation
- Einschlaganker Drop in Anchor: Çakma DübelDocument16 pagesEinschlaganker Drop in Anchor: Çakma DübelSuphi YükselPas encore d'évaluation
- 10512Document1 page10512Suphi YükselPas encore d'évaluation
- Gupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Document108 pagesGupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Suphi YükselPas encore d'évaluation
- M8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Document1 pageM8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Suphi YükselPas encore d'évaluation
- DIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Document1 pageDIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Suphi YükselPas encore d'évaluation
- DIN 982 Fiberli Altiköşe Yüksek Somunlar Prevaling Torque Type Hexagon Nuts With Nonmetallic InsertDocument1 pageDIN 982 Fiberli Altiköşe Yüksek Somunlar Prevaling Torque Type Hexagon Nuts With Nonmetallic InsertSuphi YükselPas encore d'évaluation
- DIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertDocument1 pageDIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertSuphi YükselPas encore d'évaluation
- DIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Document1 pageDIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Suphi YükselPas encore d'évaluation
- A Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Document1 pageA Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Suphi YükselPas encore d'évaluation
- DIN 985 Fiberli Altiköşe Somunlar Prevaling Torque Type Hexagon Thin Nuts With Nonmetallic InsertDocument1 pageDIN 985 Fiberli Altiköşe Somunlar Prevaling Torque Type Hexagon Thin Nuts With Nonmetallic InsertSuphi YükselPas encore d'évaluation
- DIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarDocument1 pageDIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarSuphi YükselPas encore d'évaluation
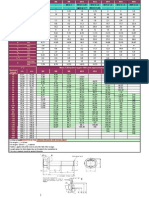
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocument1 pageMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselPas encore d'évaluation
- 34801Document1 page34801Suphi YükselPas encore d'évaluation
- Outokumpu Stainless Steel HandbookDocument92 pagesOutokumpu Stainless Steel HandbookcutefrenzyPas encore d'évaluation
- 1665Document1 page1665Suphi YükselPas encore d'évaluation
- M5 M6 M8 M10 M12 (M14) M16 Thread Size (D) ) : Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinDocument1 pageM5 M6 M8 M10 M12 (M14) M16 Thread Size (D) ) : Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselPas encore d'évaluation
- P B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinDocument1 pageP B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselPas encore d'évaluation
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocument1 pageMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselPas encore d'évaluation
- Ref. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinDocument1 pageRef. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinSuphi YükselPas encore d'évaluation
- Mass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadDocument1 pageMass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadSuphi YükselPas encore d'évaluation
- P (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeDocument1 pageP (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeSuphi YükselPas encore d'évaluation
- 6921Document1 page6921Suphi YükselPas encore d'évaluation
- M12 M16 M20 Thread Size (D) )Document1 pageM12 M16 M20 Thread Size (D) )Suphi YükselPas encore d'évaluation
- Solutions Guide: The Choice of Master CraftsmenDocument20 pagesSolutions Guide: The Choice of Master CraftsmenSuphi YükselPas encore d'évaluation
- SMAW PowerpointDocument28 pagesSMAW PowerpointShankar Gurusamy100% (3)
- Storage Tanks Made of SteelDocument6 pagesStorage Tanks Made of SteelHakan Şahinoğlu100% (1)
- SKF Bearing Installation and MaintenanceDocument146 pagesSKF Bearing Installation and MaintenanceDefinal ChaniagoPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 11 TR DSU - CarrierDocument1 page11 TR DSU - Carriercalvin.bloodaxe4478100% (1)
- CoP - 6.0 - Emergency Management RequirementsDocument25 pagesCoP - 6.0 - Emergency Management RequirementsAnonymous y1pIqcPas encore d'évaluation
- Installation Manual EnUS 2691840011Document4 pagesInstallation Manual EnUS 2691840011Patts MarcPas encore d'évaluation
- Statable 1Document350 pagesStatable 1Shelly SantiagoPas encore d'évaluation
- Giuliani Letter To Sen. GrahamDocument4 pagesGiuliani Letter To Sen. GrahamFox News83% (12)
- Community-Based Monitoring System (CBMS) : An Overview: Celia M. ReyesDocument28 pagesCommunity-Based Monitoring System (CBMS) : An Overview: Celia M. ReyesDiane Rose LacenaPas encore d'évaluation
- Appleyard ResúmenDocument3 pagesAppleyard ResúmenTomás J DCPas encore d'évaluation
- Pet Care in VietnamFull Market ReportDocument51 pagesPet Care in VietnamFull Market ReportTrâm Bảo100% (1)
- Bode PlotsDocument6 pagesBode PlotshasanozdPas encore d'évaluation
- Mathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Document6 pagesMathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Kenneth NuñezPas encore d'évaluation
- Unit List MUZAFFARPUR - Feb 18 PDFDocument28 pagesUnit List MUZAFFARPUR - Feb 18 PDFPawan Kumar100% (1)
- Irrig in AfricaDocument64 pagesIrrig in Africaer viPas encore d'évaluation
- Fin 3 - Exam1Document12 pagesFin 3 - Exam1DONNA MAE FUENTESPas encore d'évaluation
- The Website Design Partnership FranchiseDocument5 pagesThe Website Design Partnership FranchiseCheryl MountainclearPas encore d'évaluation
- Faida WTP - Control PhilosophyDocument19 pagesFaida WTP - Control PhilosophyDelshad DuhokiPas encore d'évaluation
- Musings On A Rodin CoilDocument2 pagesMusings On A Rodin CoilWFSCAO100% (1)
- Business-Model Casual Cleaning ServiceDocument1 pageBusiness-Model Casual Cleaning ServiceRudiny FarabyPas encore d'évaluation
- Relationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourDocument16 pagesRelationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourToe ToePas encore d'évaluation
- Coca-Cola Summer Intern ReportDocument70 pagesCoca-Cola Summer Intern ReportSourabh NagpalPas encore d'évaluation
- Characteristics of Planetary Candidates Observed by Kepler, IIDocument106 pagesCharacteristics of Planetary Candidates Observed by Kepler, IIRick FeedPas encore d'évaluation
- Chapter 123 RevisedDocument23 pagesChapter 123 RevisedCristy Ann BallanPas encore d'évaluation
- Rideable Segway Clone - Low Cost and Easy Build: Digital MPU6050 Accelerometer/gyro IMU BoardDocument45 pagesRideable Segway Clone - Low Cost and Easy Build: Digital MPU6050 Accelerometer/gyro IMU BoardpaolaPas encore d'évaluation
- Occupational Therapy in Mental HealthDocument16 pagesOccupational Therapy in Mental HealthjethasPas encore d'évaluation
- To Syed Ubed - For UpdationDocument1 pageTo Syed Ubed - For Updationshrikanth5singhPas encore d'évaluation
- Bell WorkDocument26 pagesBell WorkChuột Cao CấpPas encore d'évaluation
- I.V. FluidDocument4 pagesI.V. FluidOdunlamiPas encore d'évaluation
- Stainless Steel 1.4404 316lDocument3 pagesStainless Steel 1.4404 316lDilipSinghPas encore d'évaluation
- Resources and Courses: Moocs (Massive Open Online Courses)Document8 pagesResources and Courses: Moocs (Massive Open Online Courses)Jump SkillPas encore d'évaluation
- Oops in PythonDocument64 pagesOops in PythonSyed SalmanPas encore d'évaluation
- Mayor Breanna Lungo-Koehn StatementDocument2 pagesMayor Breanna Lungo-Koehn StatementNell CoakleyPas encore d'évaluation