Vous aimerez peut-être aussi
- SDC Course OutlineDocument3 pagesSDC Course OutlinedrustagiPas encore d'évaluation
- New Blank TemplateDocument11 pagesNew Blank TemplateAmine MoutaqiPas encore d'évaluation
- APG Design and Development 2015Document7 pagesAPG Design and Development 2015John RajeshPas encore d'évaluation
- Scrum Master Certification (SMC™) Course OutlineDocument1 pageScrum Master Certification (SMC™) Course OutlinedrustagiPas encore d'évaluation
- 6 Six Sigma Roadmap RevDocument20 pages6 Six Sigma Roadmap RevJuan PabloPas encore d'évaluation
- Top Questions Asked About SAFe ExamsDocument2 pagesTop Questions Asked About SAFe ExamsdrustagiPas encore d'évaluation
- Create the future storyboardDocument1 pageCreate the future storyboarddrustagiPas encore d'évaluation
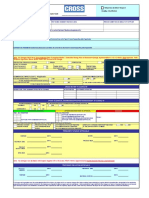
- Permanent Change and Temporary Deviation Request FormDocument1 pagePermanent Change and Temporary Deviation Request FormdrustagiPas encore d'évaluation
- Appreciation Cards v.1.0Document2 pagesAppreciation Cards v.1.0drustagiPas encore d'évaluation
- Change Log TemplateDocument3 pagesChange Log TemplatedrustagiPas encore d'évaluation
- Agile Scrum at Glance BaselineDocument1 pageAgile Scrum at Glance BaselinedrustagiPas encore d'évaluation
- SMC Class ScheduleDocument1 pageSMC Class ScheduledrustagiPas encore d'évaluation
- PDSA History Ron MoenDocument9 pagesPDSA History Ron MoenAli Shah100% (1)
- Leanmap FREE Six Sigma Tool OverviewDocument2 pagesLeanmap FREE Six Sigma Tool OverviewdrustagiPas encore d'évaluation
- Set Project Priorities - ToCDocument4 pagesSet Project Priorities - ToCdrustagiPas encore d'évaluation
- PDSA History Ron MoenDocument9 pagesPDSA History Ron MoenAli Shah100% (1)
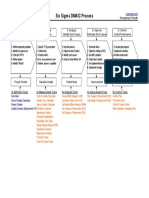
- Leanmap FREE Six Sigma DMAIC ProcessDocument1 pageLeanmap FREE Six Sigma DMAIC ProcessdrustagiPas encore d'évaluation
- Lean Vs Six SigmaDocument23 pagesLean Vs Six SigmaSiddharth ChakkarwarPas encore d'évaluation
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiPas encore d'évaluation
- FBD, Fmea, ParetoDocument5 pagesFBD, Fmea, ParetodrustagiPas encore d'évaluation
- Quality Management Gurus TheoriesDocument6 pagesQuality Management Gurus TheoriesSyafiqah RedzwanPas encore d'évaluation
- Six Sigma Fact SheetDocument4 pagesSix Sigma Fact SheetMarcus Skookumchuck VanniniPas encore d'évaluation
- Updated Agile - KanbanDocument25 pagesUpdated Agile - Kanbandrustagi100% (1)
- The Benefits of PDCADocument2 pagesThe Benefits of PDCAdrustagiPas encore d'évaluation
- MAW KitDocument3 pagesMAW KitdrustagiPas encore d'évaluation
- Who Are The TOP Quality GurusDocument8 pagesWho Are The TOP Quality GurusdrustagiPas encore d'évaluation
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiPas encore d'évaluation
- Sample Chartered Accountant ResumeDocument5 pagesSample Chartered Accountant ResumedrustagiPas encore d'évaluation
- Quality Management Gurus TheoriesDocument6 pagesQuality Management Gurus TheoriesSyafiqah RedzwanPas encore d'évaluation
- Chartered Accountant Resume Sample - Best FormatDocument4 pagesChartered Accountant Resume Sample - Best FormatdrustagiPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- QDF 6sigma Forum Sep06Document24 pagesQDF 6sigma Forum Sep06Deepty B ChauhanPas encore d'évaluation
- Six Sigma Project 3M PDFDocument14 pagesSix Sigma Project 3M PDFJesus Armando Lopez DourietPas encore d'évaluation
- Six Sigma and SPIDocument8 pagesSix Sigma and SPIniningariati120876Pas encore d'évaluation
- QMS Design For Functional Deployment: A Step-by-Step Guide To QMS Creation and SuccessDocument18 pagesQMS Design For Functional Deployment: A Step-by-Step Guide To QMS Creation and SuccessMIRELAPas encore d'évaluation
- Implementing Lean Sigma in Pharmaceutical Research and DevelopmentDocument13 pagesImplementing Lean Sigma in Pharmaceutical Research and DevelopmentAyodeji OlanrewajuPas encore d'évaluation
- Program Management Director Enterprise in Houston TX Resume Kevin ClarkDocument4 pagesProgram Management Director Enterprise in Houston TX Resume Kevin ClarkKevinClark3Pas encore d'évaluation
- Beginner's Guide To Six Sigma - SmartsheetDocument14 pagesBeginner's Guide To Six Sigma - SmartsheetBruno SaturnPas encore d'évaluation
- Combustion Engine Development Utilizing Design For Six Sigma (DFSS)Document8 pagesCombustion Engine Development Utilizing Design For Six Sigma (DFSS)dilip sahooPas encore d'évaluation
- Systems Engineering Manager Medical Devices in Denver Boulder CO Resume Martin CoeDocument3 pagesSystems Engineering Manager Medical Devices in Denver Boulder CO Resume Martin CoeMartinCoePas encore d'évaluation
- Chapter 11 - Six SigmaDocument17 pagesChapter 11 - Six SigmaVhanessa VillanuevaPas encore d'évaluation
- Q8 IM12 FinalDocument60 pagesQ8 IM12 FinalJb Macaroco100% (1)
- Kim H. Pries-Six Sigma For The New Millennium - A CSSBB Guidebook, Second Edition-ASQ Quality Press (2009)Document456 pagesKim H. Pries-Six Sigma For The New Millennium - A CSSBB Guidebook, Second Edition-ASQ Quality Press (2009)Elvis Sikora100% (1)
- Process Improvement Through Dmaic Six Sigma MethodologyDocument6 pagesProcess Improvement Through Dmaic Six Sigma MethodologyJournalNX - a Multidisciplinary Peer Reviewed JournalPas encore d'évaluation
- Valve Gear Operators and AccessoriesDocument20 pagesValve Gear Operators and AccessoriesGourav SharmaPas encore d'évaluation
- Crystal Ball User ManualDocument414 pagesCrystal Ball User ManualIxchelBeristainPas encore d'évaluation
- Strategic Six Sigma Best PracticesDocument339 pagesStrategic Six Sigma Best PracticesRavi Rajasekharuni100% (5)
- Reducing Waiting Time at An Emergency Department Using Design For Six Sigma and Discrete Event SimulationDocument15 pagesReducing Waiting Time at An Emergency Department Using Design For Six Sigma and Discrete Event SimulationMarwa El SayedPas encore d'évaluation
- Operational Performance Monitoring and Review ProcedureDocument2 pagesOperational Performance Monitoring and Review ProcedureRegina MartinezPas encore d'évaluation
- Six Sigma Awareness Training OverviewDocument171 pagesSix Sigma Awareness Training Overviewjitendrasutar19750% (1)
- IATF AwarenessDocument137 pagesIATF Awarenessnichecon1100% (3)
- C7 - Design For Quality and Product ExcellenceDocument34 pagesC7 - Design For Quality and Product Excellenceadnilsally100% (1)
- Six Sigma Concept and Dmaic Implementation: March 2018Document5 pagesSix Sigma Concept and Dmaic Implementation: March 2018Seenivasan PropelPas encore d'évaluation
- Whittaker Bradley Resume 112315Document2 pagesWhittaker Bradley Resume 112315api-302466463Pas encore d'évaluation
- Six SigmaDocument11 pagesSix Sigmabubun007Pas encore d'évaluation
- 05-ABET Graduate AttributesDocument2 pages05-ABET Graduate Attributeskeepingbusy100% (1)
- IASSC Black Belt Exam Prep TrainingDocument10 pagesIASSC Black Belt Exam Prep TrainingMahmoud ElemamPas encore d'évaluation
- Master Black Belt Statistician in USA Resume John DubucDocument2 pagesMaster Black Belt Statistician in USA Resume John DubucJohnDubucPas encore d'évaluation
- ISE420 Module 2 Define PhaseDocument89 pagesISE420 Module 2 Define Phasemohmedkelioy1Pas encore d'évaluation
- Takt Time CalculationsDocument5 pagesTakt Time CalculationsYuvraj HedaooPas encore d'évaluation
- Chapter 6 Design For Quality & Product ExcellenceDocument32 pagesChapter 6 Design For Quality & Product ExcellenceKhazandra Nicole CudapasPas encore d'évaluation