Vous aimerez peut-être aussi
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsD'EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengPas encore d'évaluation
- Thermal Cycles of Heat Recovery Power PlantsD'EverandThermal Cycles of Heat Recovery Power PlantsÉvaluation : 5 sur 5 étoiles5/5 (2)
- Lesson Steam Turbine Technology Turbine Auxiliary and Sub-SystemsDocument26 pagesLesson Steam Turbine Technology Turbine Auxiliary and Sub-Systemsmister pogiPas encore d'évaluation
- Epri HPS PDFDocument152 pagesEpri HPS PDFale sepulvedaPas encore d'évaluation
- Annual Outage Maintenence Check List - BFPTDocument8 pagesAnnual Outage Maintenence Check List - BFPTSamuelTrinandoPas encore d'évaluation
- Southern Company/MHI Ltd. Plant Barry CCS DemonstrationDocument23 pagesSouthern Company/MHI Ltd. Plant Barry CCS Demonstrationrecsco2100% (1)
- Minor Project Report On Efficiency Improvement of A Combined Cycle Power PlantDocument40 pagesMinor Project Report On Efficiency Improvement of A Combined Cycle Power PlantArpit Garg100% (1)
- Preventive Maintenance of Steam Turbine Used in Thermal Power Plant by Reliability Investigation and FMEADocument5 pagesPreventive Maintenance of Steam Turbine Used in Thermal Power Plant by Reliability Investigation and FMEAsaratchandranb100% (1)
- CombustionSystems RR DLE CourseAssignment 2e PDFDocument6 pagesCombustionSystems RR DLE CourseAssignment 2e PDFJarnodeJongPas encore d'évaluation
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagDocument12 pagesCoal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagRavi Satyapal100% (1)
- Air Venting Heat Loss and SummaryDocument9 pagesAir Venting Heat Loss and Summarysandeep kumarPas encore d'évaluation
- cycleCCplant PDFDocument19 pagescycleCCplant PDFJohn Bihag100% (1)
- Gas Turbines Part 2.1Document49 pagesGas Turbines Part 2.1Maznan Jaafar100% (1)
- Developing Updated Performance Parameters For EPRI Heat Rate Improvement GuidelinesDocument21 pagesDeveloping Updated Performance Parameters For EPRI Heat Rate Improvement GuidelinesPajoohesh100% (1)
- Energy Audit of Combined Cycle Power Plant: A Case Study: Umair Ahmed, Prof. Javed Ahmad ChatthaDocument6 pagesEnergy Audit of Combined Cycle Power Plant: A Case Study: Umair Ahmed, Prof. Javed Ahmad ChatthaUdhayakumar VenkataramanPas encore d'évaluation
- Gas Turbine Cogeneration - Principles and Practice: R. P. AllenDocument6 pagesGas Turbine Cogeneration - Principles and Practice: R. P. AllenGustavo TnqpPas encore d'évaluation
- 7 - Schematic of A Thermal Power PlantDocument29 pages7 - Schematic of A Thermal Power PlantAnonymous 4SIk3AdnPas encore d'évaluation
- Fmea Gas Turine 2Document12 pagesFmea Gas Turine 2Murugan BalajiPas encore d'évaluation
- USCG ME Exam - Steam KnowledgeDocument112 pagesUSCG ME Exam - Steam KnowledgeMark Anthony SisonPas encore d'évaluation
- Kpi S For The Electricity Sector in The Kingdom of Saudi ArabiaDocument32 pagesKpi S For The Electricity Sector in The Kingdom of Saudi ArabiaatmmmmmmmmyPas encore d'évaluation
- Flue Gas Desulfurization Systems PDFDocument53 pagesFlue Gas Desulfurization Systems PDFsenthil031277Pas encore d'évaluation
- J Parmar - D Gilmartin O&M PaperDocument14 pagesJ Parmar - D Gilmartin O&M PaperjparmarPas encore d'évaluation
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1Document13 pagesCoal-Fired Power Plant Heat Rate Improvement Options, Part 1Ravi SatyapalPas encore d'évaluation
- Closing and Decommissionning Power ReactorsDocument15 pagesClosing and Decommissionning Power ReactorsLaura Caroline BartnikPas encore d'évaluation
- Condenser Maintenance GuideDocument58 pagesCondenser Maintenance Guideruspendi05Pas encore d'évaluation
- Epri Cooling Tower Water Rfi PDFDocument4 pagesEpri Cooling Tower Water Rfi PDFdrjonesg19585102Pas encore d'évaluation
- What Is Plant MaintenanceDocument5 pagesWhat Is Plant Maintenancesamplc2011Pas encore d'évaluation
- Coal-RDF Co-Firing Final ReportDocument19 pagesCoal-RDF Co-Firing Final ReportmjbotelhoPas encore d'évaluation
- Boiler Efficiency FactsDocument21 pagesBoiler Efficiency FactschikukotwalPas encore d'évaluation
- India Casestudy2 Thermal Power PlantDocument13 pagesIndia Casestudy2 Thermal Power PlantVinodh GbPas encore d'évaluation
- Performance Evaluation and Economic Analysis of A Gas Turbine Plant Final PaperDocument10 pagesPerformance Evaluation and Economic Analysis of A Gas Turbine Plant Final Papernabil160874Pas encore d'évaluation
- Precept 4 - Combined CycleDocument4 pagesPrecept 4 - Combined CycleAlessandro BalduzziPas encore d'évaluation
- Cause and Prevention For Steam Turbine BDocument10 pagesCause and Prevention For Steam Turbine Brudi setiawanPas encore d'évaluation
- STG-234 - 0 PDFDocument9 pagesSTG-234 - 0 PDFElsadig ElkhairPas encore d'évaluation
- Power Plant Part2Document80 pagesPower Plant Part2مصطفى العبادي100% (2)
- Heat Rate & Heater Level ControlDocument8 pagesHeat Rate & Heater Level ControlTn MuralidharaPas encore d'évaluation
- Economic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved OxygDocument9 pagesEconomic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved Oxygsekhar_ntpcPas encore d'évaluation
- EPRI TranslateDocument41 pagesEPRI TranslateMuhammad Reza FahlevyPas encore d'évaluation
- Power PlantDocument18 pagesPower PlantShubhadeep Mal100% (1)
- Lube Oil TankDocument3 pagesLube Oil TankazisyuswandiPas encore d'évaluation
- Power Plant and Calculations - Thumb Rules For Power PlantDocument5 pagesPower Plant and Calculations - Thumb Rules For Power PlantSIPL CPPPas encore d'évaluation
- Yongseung Yun - Gasification For Practical Applications-InTech (2013) PDFDocument351 pagesYongseung Yun - Gasification For Practical Applications-InTech (2013) PDFDeepak LuintelPas encore d'évaluation
- ORAP Data Entry PresentationDocument18 pagesORAP Data Entry PresentationcastilvPas encore d'évaluation
- Bulk Density ("Unit Weight") and Voids in Aggregate: Standard Test Method ForDocument4 pagesBulk Density ("Unit Weight") and Voids in Aggregate: Standard Test Method ForEdmundo Jaita CuellarPas encore d'évaluation
- Protecting Steam Turbines During ShutdownDocument2 pagesProtecting Steam Turbines During ShutdownAnggya AnggyPas encore d'évaluation
- Exhaust Gas Temperature Capabilities Now in System 1 SoftwareDocument2 pagesExhaust Gas Temperature Capabilities Now in System 1 Softwarescribdkhatn100% (2)
- Steam Turbine SimulatorDocument4 pagesSteam Turbine SimulatorvasavakurupPas encore d'évaluation
- 2BE1 Liquid Ring Vacuum Pump - Guomei PumpDocument7 pages2BE1 Liquid Ring Vacuum Pump - Guomei PumpOscarPas encore d'évaluation
- Paper Failure Weld JointDocument6 pagesPaper Failure Weld JointWildan HamdaniPas encore d'évaluation
- 1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesDocument8 pages1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesArgenomSaubiPas encore d'évaluation
- ASME Coal Sampling Test ProcedureDocument4 pagesASME Coal Sampling Test ProcedureRoby SzPas encore d'évaluation
- Strategy For Extending The Useful Lifetime of A Wind TurbineDocument41 pagesStrategy For Extending The Useful Lifetime of A Wind TurbineRkantvyasPas encore d'évaluation
- Ger 3620fDocument34 pagesGer 3620ftechnica100% (1)
- Power Plant Operator 1Document4 pagesPower Plant Operator 1Arghadeep DebnathPas encore d'évaluation
- Integrated Renewable Energy for Rural Communities: Planning Guidelines, Technologies and ApplicationsD'EverandIntegrated Renewable Energy for Rural Communities: Planning Guidelines, Technologies and ApplicationsPas encore d'évaluation
- Maintenance BFPDocument28 pagesMaintenance BFPYulianto Kartono100% (1)
- ASME - PTC4.1 .Boiler Efficiency TestDocument29 pagesASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- FractographyDocument45 pagesFractographyYulianto KartonoPas encore d'évaluation
- Understanding "HEAT SOAK": By: Chris Bloom, CJB Fire ConsultantsDocument3 pagesUnderstanding "HEAT SOAK": By: Chris Bloom, CJB Fire ConsultantsAlberto OjgPas encore d'évaluation
- HIRARC GuideLine From DOSHDocument34 pagesHIRARC GuideLine From DOSHMohd Hadri50% (2)
- Condenser Backpressure High PDFDocument3 pagesCondenser Backpressure High PDFYulianto KartonoPas encore d'évaluation
- Coupling ANSYS Workbench With ModeFRONTIERDocument10 pagesCoupling ANSYS Workbench With ModeFRONTIERkristeen780% (1)
- Uprate OptionsDocument18 pagesUprate Optionstryitnow123100% (1)
- Helmholtz Resonance PDFDocument5 pagesHelmholtz Resonance PDFYulianto Kartono100% (1)
- The Four C of GemstoneDocument56 pagesThe Four C of GemstoneYulianto KartonoPas encore d'évaluation
- How To Disassemble Asus Eee PC 1215B LaptopDocument16 pagesHow To Disassemble Asus Eee PC 1215B LaptopYulianto KartonoPas encore d'évaluation
- On Solar Updraft TowerDocument18 pagesOn Solar Updraft TowerSunil Kumar Singh100% (1)
- Steam Power Plants-1Document150 pagesSteam Power Plants-1Kodanda RamaraoPas encore d'évaluation
- Steam TurbineDocument24 pagesSteam TurbineMaher MarquezPas encore d'évaluation
- AP1000 Plant DescriptionDocument31 pagesAP1000 Plant DescriptionirfelecPas encore d'évaluation
- Power Plant Engg Lect Notes 6th SemDocument58 pagesPower Plant Engg Lect Notes 6th SemRobin AroraPas encore d'évaluation
- CCPP - Heat Balance DiagramsDocument19 pagesCCPP - Heat Balance DiagramsRahmadRahsyalSyahrialPas encore d'évaluation
- Principles of Power GenerationDocument94 pagesPrinciples of Power Generationhafiz azman83% (6)
- PPE NotesDocument30 pagesPPE NotesmeenaPas encore d'évaluation
- Simulation of A Subcritical Power Plant Using A Boiler Following Control SequenceDocument10 pagesSimulation of A Subcritical Power Plant Using A Boiler Following Control SequenceHelmiPas encore d'évaluation
- Project Directive H09E01Document5 pagesProject Directive H09E01Jorge Colunga CastañedaPas encore d'évaluation
- S16r-Pta 20160119Document49 pagesS16r-Pta 20160119dhudhik ariefPas encore d'évaluation
- Design of PV SystemDocument146 pagesDesign of PV Systemanmn123100% (1)
- 1.2introduction To IC Engine Fundamentals PDFDocument57 pages1.2introduction To IC Engine Fundamentals PDFSiraj MohammedPas encore d'évaluation
- Sougou e 201806 Catalog InverterDocument24 pagesSougou e 201806 Catalog InverterBui Quoc HungPas encore d'évaluation
- 12 SiemensDocument37 pages12 SiemensrodrigocampospkPas encore d'évaluation
- Problem Set2ndlawwithanswersDocument4 pagesProblem Set2ndlawwithanswersGy Ra0% (1)
- Solar Module - KM (P) 300wDocument1 pageSolar Module - KM (P) 300woficialmenteyoPas encore d'évaluation
- Assignment 3Document2 pagesAssignment 3Akatew Haile MebrahtuPas encore d'évaluation
- ERT SyllabusDocument2 pagesERT Syllabusnavneetkpatil8409Pas encore d'évaluation
- MEC7110: Solar Energy TechnologyDocument3 pagesMEC7110: Solar Energy TechnologyNkugwa Mark WilliamPas encore d'évaluation
- CollectionDocument7 pagesCollectionRohan RustagiPas encore d'évaluation
- Design of Solar Enhanced Natural Draft Dry Cooling Tower For Solar Thermal Power PlantsDocument7 pagesDesign of Solar Enhanced Natural Draft Dry Cooling Tower For Solar Thermal Power PlantsUpendranath BhupalPas encore d'évaluation
- 924K Wheel Loader PWR00001-UP (MACHINE) POWERED BY C6.6 Engine (SEBP5135 - 70) - Sistemas y Componentes 1 PDFDocument2 pages924K Wheel Loader PWR00001-UP (MACHINE) POWERED BY C6.6 Engine (SEBP5135 - 70) - Sistemas y Componentes 1 PDFubaldo caraballoPas encore d'évaluation
- HydropowerDocument113 pagesHydropowerJames100% (1)
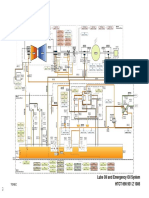
- Lube Oil and Emergency Oil SystemDocument1 pageLube Oil and Emergency Oil SystemAdetunji Babatunde TaiwoPas encore d'évaluation
- Field Trip Report 3Document11 pagesField Trip Report 3Michael BOATEYPas encore d'évaluation
- Steam Gas Turbine 2 Assignment (18%)Document12 pagesSteam Gas Turbine 2 Assignment (18%)Khairul HishamPas encore d'évaluation
- Chapter No-5 Steam Condensers and Cooling Towers Marks-16Document22 pagesChapter No-5 Steam Condensers and Cooling Towers Marks-16Vera WidyaPas encore d'évaluation
- Final Ppt-Wind PowerDocument33 pagesFinal Ppt-Wind Powerkit1016513010Pas encore d'évaluation
- P189963.67.9271.05-C4006 MM-03672Document2 pagesP189963.67.9271.05-C4006 MM-03672Aswindana Ibnu SenaPas encore d'évaluation