Vous aimerez peut-être aussi
- Anexo 7 Estaciones Distritales de Regulación 2015Document21 pagesAnexo 7 Estaciones Distritales de Regulación 2015Claudio Chavarria MendozaPas encore d'évaluation
- Anexo 7 Estaciones Distritales de Regulación 2015Document21 pagesAnexo 7 Estaciones Distritales de Regulación 2015Claudio Chavarria MendozaPas encore d'évaluation
- Equipos AtexDocument1 pageEquipos AtexnereaPas encore d'évaluation
- Toma de DatosDocument1 pageToma de DatosRafael Calle Napoleon LuisPas encore d'évaluation
- Prevencion de Incendios e Instalacionesindustriales Servicios y ComercialesDocument2 pagesPrevencion de Incendios e Instalacionesindustriales Servicios y ComercialesRafael Calle Napoleon LuisPas encore d'évaluation
- Simulacion Del Proceso de Enfriamiento de Una Pieza de Acero - Rgo PDFDocument4 pagesSimulacion Del Proceso de Enfriamiento de Una Pieza de Acero - Rgo PDFRafael Calle Napoleon LuisPas encore d'évaluation
- Solcitud de RespaldoDocument1 pageSolcitud de RespaldoRafael Calle Napoleon LuisPas encore d'évaluation
- Adr 81Document1 pageAdr 81Rafael Calle Napoleon LuisPas encore d'évaluation
- Adr 51Document1 pageAdr 51Rafael Calle Napoleon LuisPas encore d'évaluation
- Libro 2 Medidores de Transferencia en CustodiaDocument1 pageLibro 2 Medidores de Transferencia en CustodiaRafael Calle Napoleon LuisPas encore d'évaluation
- Toma de Datos 1Document1 pageToma de Datos 1Rafael Calle Napoleon LuisPas encore d'évaluation
- Visio Dibujo1fgfgfDocument1 pageVisio Dibujo1fgfgfRafael Calle Napoleon LuisPas encore d'évaluation
- 1 PDFDocument8 pages1 PDFRafael Calle Napoleon LuisPas encore d'évaluation
- Paper ValidacionDocument10 pagesPaper ValidacionRodrigo BahamondesPas encore d'évaluation
- Reclutatalentos PDFDocument4 pagesReclutatalentos PDFRafael Calle Napoleon LuisPas encore d'évaluation
- Cabron PDFDocument9 pagesCabron PDFRafael Calle Napoleon LuisPas encore d'évaluation
- YPFB convocatoria pública 12 cargosDocument6 pagesYPFB convocatoria pública 12 cargosZC ArielPas encore d'évaluation
- Plastic OsDocument47 pagesPlastic OsJavi Quebrajo MuñozPas encore d'évaluation
- Mejores envases para más personasDocument3 pagesMejores envases para más personasRafael Calle Napoleon Luis0% (1)
- Fidel PDFDocument13 pagesFidel PDFRodrigo Roko MartinezPas encore d'évaluation
- Capitulo4-Cálculo A Fatiga Segãºn Cã Digos o Normativas PDFDocument46 pagesCapitulo4-Cálculo A Fatiga Segãºn Cã Digos o Normativas PDFRafael Calle Napoleon LuisPas encore d'évaluation
- Tesis Ingenieria IndustrialDocument144 pagesTesis Ingenieria IndustrialJose Balladares100% (1)
- Tema I Ciclos de Refrigeracic3b3n Por Compresic3b3n de Vapor1Document14 pagesTema I Ciclos de Refrigeracic3b3n Por Compresic3b3n de Vapor1Nataalia NatyPas encore d'évaluation
- RectiDocument8 pagesRectiRafael Calle Napoleon LuisPas encore d'évaluation
- Capitulo 2dDocument40 pagesCapitulo 2dAnonymous 4CnOgVPas encore d'évaluation
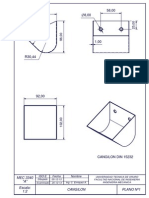
- Cangilon DIN 15232 planosDocument18 pagesCangilon DIN 15232 planosRafael Calle Napoleon LuisPas encore d'évaluation
- Capà Tulo2 - Modelos para La Prediccià N de Vida A Fatiga PDFDocument23 pagesCapà Tulo2 - Modelos para La Prediccià N de Vida A Fatiga PDFRafael Calle Napoleon LuisPas encore d'évaluation
- Software Termoformado y Moldeo Por Soplado PDFDocument6 pagesSoftware Termoformado y Moldeo Por Soplado PDFcharwinsPas encore d'évaluation
- Flujo Efectivo Empresas PDFDocument11 pagesFlujo Efectivo Empresas PDFRafael Calle Napoleon LuisPas encore d'évaluation
- Capitulo 02 PDFDocument16 pagesCapitulo 02 PDFcircuitosintegradosPas encore d'évaluation
- El Mapa ConceptualDocument31 pagesEl Mapa ConceptualLino Alvarado AstoquilcaPas encore d'évaluation
- Poder PrismaticoDocument6 pagesPoder PrismaticoRicardoOswaldoValdiviesoValdivieso100% (1)
- PTAR Trabajos en CalienteDocument1 pagePTAR Trabajos en CalienteLucio Zegarra HuamaniPas encore d'évaluation
- Diodo Ideal PSPICE 9.2Document5 pagesDiodo Ideal PSPICE 9.2Textos de Ingenieria100% (1)
- Trayectoria Del ProyectilDocument3 pagesTrayectoria Del ProyectilPatty FajardoPas encore d'évaluation
- Clase No 6. LAS SOLUCIONES. Parte 2.Document4 pagesClase No 6. LAS SOLUCIONES. Parte 2.luis angel mancera caroPas encore d'évaluation
- Reparación y cambio de calaminasDocument20 pagesReparación y cambio de calaminasLUIS VICTOR CORI ORTIZ100% (1)
- Capacidades Térmicas EspecíficasDocument51 pagesCapacidades Térmicas EspecíficasGael GilPas encore d'évaluation
- Conservación de energía, momento y momento angularDocument4 pagesConservación de energía, momento y momento angularAllison IscarraPas encore d'évaluation
- Obtención sulfato cobre pentahidratado mediante precipitación (CuSO4*5H2ODocument26 pagesObtención sulfato cobre pentahidratado mediante precipitación (CuSO4*5H2OLuis Tiro GómezPas encore d'évaluation
- Espectroscopia de Absorcion AtomicaDocument11 pagesEspectroscopia de Absorcion AtomicalizbethpadillaPas encore d'évaluation
- Fundamentos de Alineacion!!Document3 pagesFundamentos de Alineacion!!Luis Arturo Salinas CarreonPas encore d'évaluation
- Solucionario Guía Práctica Dinámica I Fuerza y Leyes de Newton 2014Document12 pagesSolucionario Guía Práctica Dinámica I Fuerza y Leyes de Newton 2014Valeria Carolina0% (1)
- Guía #1 Onda y SonidoDocument4 pagesGuía #1 Onda y SonidoDiego Rioseco OlavePas encore d'évaluation
- Riesgo sísmico: Peligro, vulnerabilidad y condiciones localesDocument13 pagesRiesgo sísmico: Peligro, vulnerabilidad y condiciones localesIvan CisnerosPas encore d'évaluation
- Hoja de Trabajo 1 - Generalidades - Sep2019-Feb2020Document7 pagesHoja de Trabajo 1 - Generalidades - Sep2019-Feb2020Edgar GallegosPas encore d'évaluation
- Luz y Sonido Tercero PruebaDocument3 pagesLuz y Sonido Tercero PruebaXimena Farías Torres100% (17)
- Capitulo 3Document12 pagesCapitulo 3Oscar GamarraPas encore d'évaluation
- HT Membranil Vista V01.2017Document2 pagesHT Membranil Vista V01.2017Freddy Jahaziel Rodriguez CerveraPas encore d'évaluation
- Practica 2 AmperímetroDocument7 pagesPractica 2 AmperímetroMax MartinezPas encore d'évaluation
- Conta Admon 5a U05Document9 pagesConta Admon 5a U0589562Pas encore d'évaluation
- La Balanza Analìtica 2Document5 pagesLa Balanza Analìtica 2Damian GutierrezPas encore d'évaluation
- Ciclos HisteréticosDocument2 pagesCiclos HisteréticosLetzy Caballero LazartePas encore d'évaluation
- Funciones de BesselDocument8 pagesFunciones de BesselSam P. FilinichPas encore d'évaluation
- 1º Medio Guia 1 VectoresDocument3 pages1º Medio Guia 1 VectoresAngelo StalinPas encore d'évaluation
- Acero en El Mercado EcuatorianoDocument4 pagesAcero en El Mercado EcuatorianoJohn AndresPas encore d'évaluation
- Modelo corpuscular materiaDocument30 pagesModelo corpuscular materialeanabel77Pas encore d'évaluation
- BErnoulii Munson 10 EjerciciosDocument19 pagesBErnoulii Munson 10 EjerciciosAdriana Lucy0% (1)