Vous aimerez peut-être aussi
- Physics of WeldingDocument8 pagesPhysics of WeldingAbu SaadPas encore d'évaluation
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroPas encore d'évaluation
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriPas encore d'évaluation
- Hypoeutectiod Steel Alloys - SteelDocument52 pagesHypoeutectiod Steel Alloys - SteelnotsofarPas encore d'évaluation
- Welding Process and TechnologyDocument63 pagesWelding Process and TechnologySuresh KumarPas encore d'évaluation
- (3143512) Diffusion WeldingDocument29 pages(3143512) Diffusion Weldingsushil sandhu100% (1)
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDocument44 pagesArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluPas encore d'évaluation
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelPas encore d'évaluation
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanPas encore d'évaluation
- IWCP: How To Apply For Qualifying by Alternative RouteDocument4 pagesIWCP: How To Apply For Qualifying by Alternative RoutearunkumarPas encore d'évaluation
- 5 Iron-Cementite Phase DiagramDocument46 pages5 Iron-Cementite Phase DiagramsmrutiPas encore d'évaluation
- Usability Designators FCAWDocument5 pagesUsability Designators FCAWAnonymous dh6DITPas encore d'évaluation
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDocument60 pagesInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanPas encore d'évaluation
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123Pas encore d'évaluation
- CE Equations For Weldability of SteelsDocument1 pageCE Equations For Weldability of SteelsVivek Panse100% (1)
- Welding Symbols (As Per ISO 2553) and Weld Joint DesignDocument22 pagesWelding Symbols (As Per ISO 2553) and Weld Joint DesignMuhammed SulfeekPas encore d'évaluation
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Document2 pagesTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanPas encore d'évaluation
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellPas encore d'évaluation
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohPas encore d'évaluation
- Brazing and Soldering 1.0 Basics of Brazing and SolderingDocument4 pagesBrazing and Soldering 1.0 Basics of Brazing and SolderingDhananjay ParasharPas encore d'évaluation
- Physics of WeldingDocument3 pagesPhysics of WeldingKhurram RehmanPas encore d'évaluation
- WeldingDocument68 pagesWeldingRajneesh Patel100% (1)
- Study On Welding Temperature Distribution in Thin Welded Plates Through Experimental Measurements and Finite Element SimulationDocument7 pagesStudy On Welding Temperature Distribution in Thin Welded Plates Through Experimental Measurements and Finite Element SimulationManuel CarreñoPas encore d'évaluation
- Problems 13.1: Difficulties Associated With The Partially Melted ZoneDocument2 pagesProblems 13.1: Difficulties Associated With The Partially Melted ZoneSayyidah FarhanaPas encore d'évaluation
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienPas encore d'évaluation
- Tugas 04 - AndriyansaDocument7 pagesTugas 04 - AndriyansaAndriPas encore d'évaluation
- WeldabilityDocument26 pagesWeldabilityvivek bhangalePas encore d'évaluation
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkPas encore d'évaluation
- Heat Treatment ProcessDocument31 pagesHeat Treatment ProcessAbhishek IndalkarPas encore d'évaluation
- Arc Welding Electrodes Powerpoint PPT PresentationDocument4 pagesArc Welding Electrodes Powerpoint PPT PresentationramuPas encore d'évaluation
- Murex Oxy Welding Poster 2008 PDFDocument1 pageMurex Oxy Welding Poster 2008 PDFPCPas encore d'évaluation
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUPas encore d'évaluation
- Practise Question (Calculations) AnswerDocument26 pagesPractise Question (Calculations) AnswerYeo JosephPas encore d'évaluation
- 11-14%Cr IIW Document - Part 2Document21 pages11-14%Cr IIW Document - Part 2GagrigorePas encore d'évaluation
- Falta de PenetracionDocument32 pagesFalta de PenetracionJose ContrerasPas encore d'évaluation
- 2 IiwDocument9 pages2 IiwRinshad Abdul RahimanPas encore d'évaluation
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Non-Arc Welding ProcessesDocument30 pagesNon-Arc Welding ProcessesKhalid El MasryPas encore d'évaluation
- Welcome YOU: Science & Technology of WeldingDocument74 pagesWelcome YOU: Science & Technology of WeldingShrikant MojePas encore d'évaluation
- Notes On Welding & Metal CuttingDocument69 pagesNotes On Welding & Metal CuttingSaptarshi PalPas encore d'évaluation
- Chapter-3 General Information of WeldingDocument5 pagesChapter-3 General Information of WeldingKumar DneshPas encore d'évaluation
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- Shielding GasesDocument27 pagesShielding GasesvarunPas encore d'évaluation
- Effect of Alloying Elements On Steels Rev.BDocument402 pagesEffect of Alloying Elements On Steels Rev.BCharlie Chong100% (23)
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajPas encore d'évaluation
- Gas WeldingDocument15 pagesGas WeldingParishey JahanzaibPas encore d'évaluation
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Pas encore d'évaluation
- ARTICLE - Destructive Testing Basics (2012)Document4 pagesARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajPas encore d'évaluation
- Unit 1 Physics of Welding Arc WeldingDocument106 pagesUnit 1 Physics of Welding Arc WeldingyashPas encore d'évaluation
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयPas encore d'évaluation
- Defects Lamellar TearingDocument6 pagesDefects Lamellar Tearingguru_terexPas encore d'évaluation
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIREPas encore d'évaluation
- Problem Chapter 1: Contact TubeDocument2 pagesProblem Chapter 1: Contact TubeSri Ramayanti SimanjuntakPas encore d'évaluation
- 3 ElectricArcWeldingDocument35 pages3 ElectricArcWeldingKirandeep GandhamPas encore d'évaluation
- Stainless Steel: by Nikhil Asok 1 Year PGDocument27 pagesStainless Steel: by Nikhil Asok 1 Year PGNikhilAsokPas encore d'évaluation
- Welding and Joining Process: Basic Concept of WeldingDocument7 pagesWelding and Joining Process: Basic Concept of WeldingNaresh kumarPas encore d'évaluation
- Creating A Successful Online OrientationDocument44 pagesCreating A Successful Online OrientationSarjitoPas encore d'évaluation
- ASTM A53 Standard Specification PDFDocument5 pagesASTM A53 Standard Specification PDFFrancisco ChevezPas encore d'évaluation
- Pipa Hitam, Carbon Steel Pipe, Welded, Seamless SCH 40Document1 pagePipa Hitam, Carbon Steel Pipe, Welded, Seamless SCH 40SarjitoPas encore d'évaluation
- Pipa Hitam Wilded MMDocument1 pagePipa Hitam Wilded MMSarjitoPas encore d'évaluation
- Foto TraktorDocument4 pagesFoto TraktorSarjitoPas encore d'évaluation
- Roller Chain Selection TableDocument1 pageRoller Chain Selection TableSarjitoPas encore d'évaluation
- Ergonomic #1 Cumulative Trauma Disorder: Universitas Muhammadiyah YogyakartaDocument24 pagesErgonomic #1 Cumulative Trauma Disorder: Universitas Muhammadiyah YogyakartaSarjitoPas encore d'évaluation
- Questions 1 Through 10 Are Based On The Following PassageDocument5 pagesQuestions 1 Through 10 Are Based On The Following PassageSarjitoPas encore d'évaluation
- Setting Up Subversion On DreamweaverDocument2 pagesSetting Up Subversion On DreamweaverSarjitoPas encore d'évaluation
- Contoh Soal TOEFL Structure Lengkap Dengan Kunci JawabanDocument3 pagesContoh Soal TOEFL Structure Lengkap Dengan Kunci JawabanSarjito0% (1)
- Questions 1 Through 10 Are Based On The Following PassageDocument5 pagesQuestions 1 Through 10 Are Based On The Following PassageSarjitoPas encore d'évaluation
- Vibration ModelsDocument14 pagesVibration ModelsSarjitoPas encore d'évaluation
- Soal Tes TOEFL Dan Pembahasan Jawaban StructureDocument6 pagesSoal Tes TOEFL Dan Pembahasan Jawaban StructureSarjito100% (1)
- 20 Kumpulan Soal Toelf Bahasa Inggris Error Recognition TerbaruDocument4 pages20 Kumpulan Soal Toelf Bahasa Inggris Error Recognition TerbaruSarjitoPas encore d'évaluation
- HowDocument2 pagesHowSarjitoPas encore d'évaluation
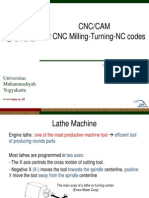
- 2 Milling Turning NCcodes CNC PDFDocument26 pages2 Milling Turning NCcodes CNC PDFSarjitoPas encore d'évaluation
- Aging Productivity, Some Physiological Issues (11 LBR)Document11 pagesAging Productivity, Some Physiological Issues (11 LBR)SarjitoPas encore d'évaluation
- Chart R134aDocument1 pageChart R134aSarjitoPas encore d'évaluation
- Wifi Flash Zone YogyakartaDocument1 pageWifi Flash Zone YogyakartaSarjitoPas encore d'évaluation
- 12Document110 pages12SarjitoPas encore d'évaluation
- Tube Chart CharacteristicsDocument3 pagesTube Chart CharacteristicsHussain FakhruddinPas encore d'évaluation
- B.W.G. ChartDocument1 pageB.W.G. ChartVajid MadathilPas encore d'évaluation
- Harga Agen Pulsa MediaDocument1 pageHarga Agen Pulsa MediaSarjitoPas encore d'évaluation
- Blank: Submit at Quiz 2Document2 pagesBlank: Submit at Quiz 2SarjitoPas encore d'évaluation
- Propiedades Termodinámicas R134ADocument4 pagesPropiedades Termodinámicas R134AedhcoPas encore d'évaluation
- Grafik Tugas I GMDocument4 pagesGrafik Tugas I GMSarjitoPas encore d'évaluation
- Engineering Vibrations 2nd Edition Inman PDFDocument322 pagesEngineering Vibrations 2nd Edition Inman PDFPaulo Venicio Alves Vieira100% (1)
- Exel Surya 3Document8 pagesExel Surya 3SarjitoPas encore d'évaluation
- Shell MoldingDocument7 pagesShell MoldingSarjitoPas encore d'évaluation
- Simbologia Eletrica 1Document4 pagesSimbologia Eletrica 1SarjitoPas encore d'évaluation
- Banaag Reflective Journal BlsDocument3 pagesBanaag Reflective Journal BlsR Hornilla ArcegaPas encore d'évaluation
- Lord You Know All Things, You Can Do All Things and You Love Me Very MuchDocument4 pagesLord You Know All Things, You Can Do All Things and You Love Me Very Muchal bentulanPas encore d'évaluation
- Hydraulic Fluid CategoriesDocument3 pagesHydraulic Fluid CategoriesJako MishyPas encore d'évaluation
- Karan Chawla and Joshua Lee November 21, 2016 MEDS 3020 - Fall 2016 Dr. Rosevear, Dr. Cartwright, Dr. LiebermanDocument2 pagesKaran Chawla and Joshua Lee November 21, 2016 MEDS 3020 - Fall 2016 Dr. Rosevear, Dr. Cartwright, Dr. LiebermanJeremy DelaneyPas encore d'évaluation
- 2mw Biomass Gasification Gas Power Plant ProposalDocument9 pages2mw Biomass Gasification Gas Power Plant ProposalsabrahimaPas encore d'évaluation
- Clobazam For The Treatment ofDocument3 pagesClobazam For The Treatment ofpronto4mePas encore d'évaluation
- Philosophy For Management and DisciplineDocument8 pagesPhilosophy For Management and Disciplineapi-300120362Pas encore d'évaluation
- Tom Kenyon - ImmunityDocument9 pagesTom Kenyon - ImmunityDren Hoti100% (2)
- Chapter 2Document5 pagesChapter 2ERICKA MAE NATOPas encore d'évaluation
- Affidavit: IN WITNESS WHEREOF, I Have Hereunto Affixed MyDocument2 pagesAffidavit: IN WITNESS WHEREOF, I Have Hereunto Affixed Myceleste LorenzanaPas encore d'évaluation
- Physical Fitness TestDocument1 pagePhysical Fitness TestGiessen Fran RamosPas encore d'évaluation
- WaterproofingDocument38 pagesWaterproofingPranay GandhiPas encore d'évaluation
- MCQDocument5 pagesMCQJagdishVankar100% (1)
- Impact of Odor From A Landfill Site On Surrounding Areas: A Case Study in Ho Chi Minh City, VietnamDocument11 pagesImpact of Odor From A Landfill Site On Surrounding Areas: A Case Study in Ho Chi Minh City, VietnamNgọc HảiPas encore d'évaluation
- UAW-FCA Hourly Contract SummaryDocument20 pagesUAW-FCA Hourly Contract SummaryClickon DetroitPas encore d'évaluation
- X FEDEX EIDocument13 pagesX FEDEX EINISREEN WAYAPas encore d'évaluation
- Extubation After Difficult IntubationDocument3 pagesExtubation After Difficult Intubationramanrajesh83Pas encore d'évaluation
- Lesson Plan On Digestion in Stomach and Intestines Grade 4Document3 pagesLesson Plan On Digestion in Stomach and Intestines Grade 4jaydalene saga macay100% (5)
- FISPQ - Innova - Force - ADY - EN - 7143812336Document6 pagesFISPQ - Innova - Force - ADY - EN - 7143812336Talia EllaPas encore d'évaluation
- Significant Supreme Court RulingsDocument5 pagesSignificant Supreme Court Rulingsapi-307941674Pas encore d'évaluation
- Separating Mixtures: Techniques and Applications: Evaporation, Distillation and FiltrationDocument4 pagesSeparating Mixtures: Techniques and Applications: Evaporation, Distillation and FiltrationAndrea SobredillaPas encore d'évaluation
- Scots-Supply Chain ManagementDocument3 pagesScots-Supply Chain Managementgamer godPas encore d'évaluation
- Rotorcraft-Flight-Manual 5ab11c331723dd329c63732fDocument12 pagesRotorcraft-Flight-Manual 5ab11c331723dd329c63732fpilot digitalPas encore d'évaluation
- Job Vacancy Kabil - Batam April 2017 RECARE PDFDocument2 pagesJob Vacancy Kabil - Batam April 2017 RECARE PDFIlham AdePas encore d'évaluation
- Assessment in The Affective DomainDocument19 pagesAssessment in The Affective DomainChano MorenoPas encore d'évaluation
- Female Education ThesisDocument48 pagesFemale Education ThesisHashmie Ali73% (11)
- Manual Jib 25 10 02Document256 pagesManual Jib 25 10 02Luis Jose LlobanPas encore d'évaluation
- PAP and PAPE ReviewDocument9 pagesPAP and PAPE ReviewYG1Pas encore d'évaluation
- Answers To Competency Assessment SectionDocument16 pagesAnswers To Competency Assessment Sectionapi-209542414100% (1)
- HMPE1 (Catering MGT.)Document17 pagesHMPE1 (Catering MGT.)Rysyl Mae MoquerioPas encore d'évaluation
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticD'EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticÉvaluation : 3.5 sur 5 étoiles3.5/5 (10)
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedD'EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherD'EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherPas encore d'évaluation
- The Importance of Being Earnest: Classic Tales EditionD'EverandThe Importance of Being Earnest: Classic Tales EditionÉvaluation : 4.5 sur 5 étoiles4.5/5 (44)
- The Most Forbidden Knowledge: 151 Things NO ONE Should Know How to DoD'EverandThe Most Forbidden Knowledge: 151 Things NO ONE Should Know How to DoÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Pickup Lines: The Ultimate Collection of the World's Best Pickup Lines!D'EverandPickup Lines: The Ultimate Collection of the World's Best Pickup Lines!Évaluation : 5 sur 5 étoiles5/5 (1)
- The Inimitable Jeeves [Classic Tales Edition]D'EverandThe Inimitable Jeeves [Classic Tales Edition]Évaluation : 5 sur 5 étoiles5/5 (3)
- The Comedians in Cars Getting Coffee BookD'EverandThe Comedians in Cars Getting Coffee BookÉvaluation : 4.5 sur 5 étoiles4.5/5 (8)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseD'EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseÉvaluation : 4.5 sur 5 étoiles4.5/5 (51)
- Travel: The Worst-Case Scenario Survival Handbook: How to Survive Runaway Camels, UFO Abductions, High-Rise Hotel Fires, LeechesD'EverandTravel: The Worst-Case Scenario Survival Handbook: How to Survive Runaway Camels, UFO Abductions, High-Rise Hotel Fires, LeechesÉvaluation : 3.5 sur 5 étoiles3.5/5 (126)
- The Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolD'EverandThe Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolÉvaluation : 4 sur 5 étoiles4/5 (14)
- The Laws of Thermodynamics: A Very Short IntroductionD'EverandThe Laws of Thermodynamics: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- What I Was Doing While You Were Breeding: A MemoirD'EverandWhat I Was Doing While You Were Breeding: A MemoirÉvaluation : 4 sur 5 étoiles4/5 (117)