Vous aimerez peut-être aussi
- Hoja de Cálculo para KO DRUMDocument28 pagesHoja de Cálculo para KO DRUMFranklin SucllaPas encore d'évaluation
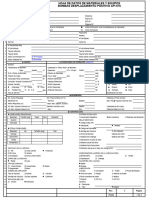
- Hojas de Datos Api 675-676-610-674Document16 pagesHojas de Datos Api 675-676-610-674Deby PrietoPas encore d'évaluation
- Nag 112Document78 pagesNag 112poggiojPas encore d'évaluation
- MDP - 05 - e - 04 (Procedimiento de Diseño para Intercambiadores de Doble Tubo)Document27 pagesMDP - 05 - e - 04 (Procedimiento de Diseño para Intercambiadores de Doble Tubo)Noah RuizPas encore d'évaluation
- Especificações Metilato de Sódio Sol.30 ESDocument11 pagesEspecificações Metilato de Sódio Sol.30 ESCDAMNUPas encore d'évaluation
- 903 HM120 P09 Gud 030 1Document17 pages903 HM120 P09 Gud 030 1Agustin Fabian HaddadPas encore d'évaluation
- Cálculo VenteoDocument3 pagesCálculo VenteofedericomoriPas encore d'évaluation
- Calculo de Separador Bifasico EmitidoDocument3 pagesCalculo de Separador Bifasico EmitidoHsein WangPas encore d'évaluation
- Acumulador de CondensadoDocument4 pagesAcumulador de CondensadoJhonny Rafael Blanco CauraPas encore d'évaluation
- HF031001 PB0D3 PD0403Document35 pagesHF031001 PB0D3 PD0403skeylaPas encore d'évaluation
- Dimensionado de Válvulas de SeguridadDocument42 pagesDimensionado de Válvulas de SeguridadwillPas encore d'évaluation
- Analisis Flexibilidad 3 Part2Document14 pagesAnalisis Flexibilidad 3 Part2Julio Miguel Carrillo Palma100% (1)
- Tea Ko Drum T-MBD-101Document19 pagesTea Ko Drum T-MBD-101carloslimasanchezPas encore d'évaluation
- CRUDO-GASOIL - Intercambiador - Blog PDFDocument18 pagesCRUDO-GASOIL - Intercambiador - Blog PDFLenin GotopoPas encore d'évaluation
- Api 510 Sec 5,6 y 7Document36 pagesApi 510 Sec 5,6 y 7Aye ToncelPas encore d'évaluation
- Copia de ASME Pressure Vessel Design-ADocument190 pagesCopia de ASME Pressure Vessel Design-Aebracho2002Pas encore d'évaluation
- Balance de Materia PetroleoDocument8 pagesBalance de Materia PetroleoahmtyPas encore d'évaluation
- Acumulador de Vapor Otro de SpiraxDocument16 pagesAcumulador de Vapor Otro de SpiraxWilliam Muñoz VelezPas encore d'évaluation
- Informe Evaluacion Golpe de ArieteDocument22 pagesInforme Evaluacion Golpe de ArietejlcegarraPas encore d'évaluation
- Diseño Sep. Trifasico (PDVSA)Document16 pagesDiseño Sep. Trifasico (PDVSA)Irene OjaraPas encore d'évaluation
- Venteos API 2000 7th EditionDocument5 pagesVenteos API 2000 7th EditionRicardo LópezPas encore d'évaluation
- Memoria DescriptivaDocument19 pagesMemoria DescriptivarigoalfonzoPas encore d'évaluation
- Presentacion Flujo BifasicoDocument17 pagesPresentacion Flujo BifasicoPablo ChinchillaPas encore d'évaluation
- Filtro CoalescedorDocument2 pagesFiltro CoalescedorMiriam Torres Torres100% (1)
- 903 HM120 P09 Gud 017Document62 pages903 HM120 P09 Gud 017Marina DebernardiPas encore d'évaluation
- Cálculo de Tanques Atmosféricos - OriginalDocument7 pagesCálculo de Tanques Atmosféricos - OriginalarcelitasPas encore d'évaluation
- Especificaciones PinturaDocument51 pagesEspecificaciones PinturaSebas FaustoPas encore d'évaluation
- Tesis Detalle de Ductos Red de PetroleoDocument197 pagesTesis Detalle de Ductos Red de Petroleofreddy.sucuytanaPas encore d'évaluation
- Proceso Filtro Cascara NuezDocument12 pagesProceso Filtro Cascara NuezJessika LópezPas encore d'évaluation
- Diseño de Las Líneas de Vapor para El Calentamiento de Los Tanques de almacenamientoTESIS-Ok-CABRERA-TROYADocument256 pagesDiseño de Las Líneas de Vapor para El Calentamiento de Los Tanques de almacenamientoTESIS-Ok-CABRERA-TROYAAlvaro Villabona100% (3)
- Manual OTI 2015Document152 pagesManual OTI 2015Mike Ank GM100% (1)
- Curso P&ID CADWORXDocument6 pagesCurso P&ID CADWORXIvo Paris SilesPas encore d'évaluation
- Calculoaislamiento en TuberiasDocument10 pagesCalculoaislamiento en TuberiasSubsonic ManPas encore d'évaluation
- 2013 Htri TutorialDocument24 pages2013 Htri TutorialNatalia Bortnyk67% (3)
- Guía para cálculos de gas blow-byDocument20 pagesGuía para cálculos de gas blow-byAnonymous tYQmhe6Z4CPas encore d'évaluation
- Análisis previo a cálculo de tensiones en tuberíasDocument10 pagesAnálisis previo a cálculo de tensiones en tuberíasArturo Roberto AvilaPas encore d'évaluation
- Calculo Nitrogeno para Leak Test 1Document26 pagesCalculo Nitrogeno para Leak Test 1uriel quinteroPas encore d'évaluation
- Ot Xxx-H-Me-200-001Document1 pageOt Xxx-H-Me-200-001dikinolisPas encore d'évaluation
- AmetankDocument8 pagesAmetankMiguelRagas100% (1)
- 0508 - Memoria de Calculo Tanque - AHDocument6 pages0508 - Memoria de Calculo Tanque - AHAlfonso López JiménezPas encore d'évaluation
- A - Teoría CompresoresDocument22 pagesA - Teoría CompresoresSalgueiro JCPas encore d'évaluation
- Cálculo de Vent - API STD 2000Document7 pagesCálculo de Vent - API STD 2000lesliePas encore d'évaluation
- DespresurizaciónDocument9 pagesDespresurizaciónsalcedopozasPas encore d'évaluation
- Diseño de Tanque CriogénicoDocument17 pagesDiseño de Tanque Criogénicoelsalserito0% (1)
- GSJ Re E02 Um XXXDocument83 pagesGSJ Re E02 Um XXXmartinPas encore d'évaluation
- Almacenamiento de Fuel Oil N 6Document7 pagesAlmacenamiento de Fuel Oil N 6Diego Felipe Gavilán RetamalesPas encore d'évaluation
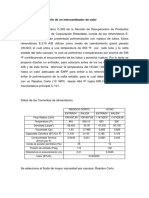
- Diseno de Un Intercambiador de Calor Ejercicio ResueltoDocument9 pagesDiseno de Un Intercambiador de Calor Ejercicio ResueltoDiego Andres Martinez ForeroPas encore d'évaluation
- Cálculo de espesor de pared de tuberías bajo presión internaDocument67 pagesCálculo de espesor de pared de tuberías bajo presión internaSicea IngenieriaPas encore d'évaluation
- Estudio Semidetallado AmbientalDocument467 pagesEstudio Semidetallado AmbientalArom Bryam Arias MarcésPas encore d'évaluation
- Requisitos de construcción de tanques cilíndricos verticalesDocument4 pagesRequisitos de construcción de tanques cilíndricos verticalesMiguel Suazo C.Pas encore d'évaluation
- PI-SUP-55ANEXO6.4 Clases de ValvulasDocument69 pagesPI-SUP-55ANEXO6.4 Clases de ValvulasfrankcengelPas encore d'évaluation
- Diseño de SeparadorDocument9 pagesDiseño de SeparadorZafary DexirusPas encore d'évaluation
- Modulo 6 Refuerzos de Aberturas Boquillas y Cargas PermisiblesDocument29 pagesModulo 6 Refuerzos de Aberturas Boquillas y Cargas PermisiblestasingenieriaPas encore d'évaluation
- Sistemas de drenaje en planta de compresiónDocument5 pagesSistemas de drenaje en planta de compresiónJuan Pablo SanchezPas encore d'évaluation
- Memoria de CalculoDocument23 pagesMemoria de CalculoAlfredo Bautista Hernández100% (1)
- Diseño de Columnas de DestilaciónDocument59 pagesDiseño de Columnas de DestilaciónFranklin Santiago Suclla Podesta100% (1)
- Chapter14S-Dispositivos de Energia RenovablesDocument79 pagesChapter14S-Dispositivos de Energia RenovablesFelipe AvilaPas encore d'évaluation
- StirlingDocument111 pagesStirlingCarlos ChavarreaPas encore d'évaluation
- Examen FinalDocument9 pagesExamen FinalReg SaiPas encore d'évaluation
- Termodinámica: taller sobre calor, temperatura y procesos termodinámicosDocument3 pagesTermodinámica: taller sobre calor, temperatura y procesos termodinámicoslorena quintero guerreroPas encore d'évaluation
- Practico Balance de EnergíaDocument4 pagesPractico Balance de EnergíaJuliana GrilloPas encore d'évaluation
- Calderas Con Tubos Múltiples de HumoDocument4 pagesCalderas Con Tubos Múltiples de Humopablo cesar gonzalez camachoPas encore d'évaluation
- TecnoporDocument52 pagesTecnoporJEAN CARLA CANEDO ZAMBRANA100% (1)
- Residuos Peligrosos e InfecciososDocument21 pagesResiduos Peligrosos e Infecciososjuan carlos rubio gonzalezPas encore d'évaluation
- S1-2 Introducción A La Máquinas Térmicas.Document22 pagesS1-2 Introducción A La Máquinas Térmicas.Carolina Mamani CoaquiraPas encore d'évaluation
- Conferencia Alejandro Dominguez Reglamentaciones de Aparatos A Presion en ArgentinaDocument68 pagesConferencia Alejandro Dominguez Reglamentaciones de Aparatos A Presion en ArgentinaJhon Fabio ParraPas encore d'évaluation
- Tarea Norma IsaDocument2 pagesTarea Norma IsaFrancisco Manuel Garibay AcevedoPas encore d'évaluation
- Universidad Nacional de San Antonio Abad Del Cusco: I.-Datos InformativosDocument7 pagesUniversidad Nacional de San Antonio Abad Del Cusco: I.-Datos InformativosALEJANDRO BENJAMIN SERRANO NAVARRETEPas encore d'évaluation
- CURADODocument5 pagesCURADOAnali VeliPas encore d'évaluation
- P16.Carlos BallesterosDocument44 pagesP16.Carlos BallesterosPedro Jaime Garay MuñozPas encore d'évaluation
- Residuos PeligrososDocument29 pagesResiduos Peligrososelyda margot arroyo canalesPas encore d'évaluation
- Modelo matemático caldera bagacera Ingenio San CarlosDocument59 pagesModelo matemático caldera bagacera Ingenio San CarlosAna OchoaPas encore d'évaluation
- Intercambiadores de CalorDocument24 pagesIntercambiadores de CalorDiana gonzalezPas encore d'évaluation
- Requisitos para Calcular Los Caballos de Fuerza de La Caldera - EngormixDocument4 pagesRequisitos para Calcular Los Caballos de Fuerza de La Caldera - EngormixALEXANDER VARELAPas encore d'évaluation
- Instrumentación Hoy - SMARTPLANT INSTRUMENTATIONDocument10 pagesInstrumentación Hoy - SMARTPLANT INSTRUMENTATIONJavier CarrasquelPas encore d'évaluation
- 903 HM120 P09 Gud 085 PDFDocument476 pages903 HM120 P09 Gud 085 PDFzi zuPas encore d'évaluation
- Legislación y Normativa en Seguridad Industrial e Higiene IndustrialDocument8 pagesLegislación y Normativa en Seguridad Industrial e Higiene IndustrialJose Angel Deleon DuranPas encore d'évaluation
- Planchadora a calandra PIG 150: Guía completaDocument10 pagesPlanchadora a calandra PIG 150: Guía completamartinPas encore d'évaluation
- Maquina TermicaDocument7 pagesMaquina TermicaJose Enrique Perez EspinozaPas encore d'évaluation
- Destilacion Diferencial IPN ESIQIEDocument13 pagesDestilacion Diferencial IPN ESIQIEAraceli García100% (1)
- Aceites Esenciales InformeDocument16 pagesAceites Esenciales InformeEdson Mérida GutiérrezPas encore d'évaluation
- VaporDocument25 pagesVaporDenise SilvaPas encore d'évaluation
- 013-Intercambiadores de CalorDocument39 pages013-Intercambiadores de CalorCarlos Daniel EscobedoPas encore d'évaluation
- Actividad EntregableDocument15 pagesActividad EntregablePahulito ÑikhePas encore d'évaluation
- P19 - Pre-Reporte - Equipo DDocument5 pagesP19 - Pre-Reporte - Equipo DMARIA GUADALUPE RAMIREZ VALLEPas encore d'évaluation
- Ficha TecnicaDocument1 pageFicha TecnicaAlexis JaraPas encore d'évaluation
- Final Introduccion A La Ingenieria MedioambientalDocument39 pagesFinal Introduccion A La Ingenieria MedioambientalDefritti Vincent DeuskPas encore d'évaluation
- Actividad Virtual 01 - Cuestionario - CENTRALES ELÉCTRICAS I - UC0073Document3 pagesActividad Virtual 01 - Cuestionario - CENTRALES ELÉCTRICAS I - UC0073César Collins Gutierrez ZuñigaPas encore d'évaluation
- Ejemplos Practicos - Simbologia de Procesos Sin Indicadores de InstrumentacionDocument31 pagesEjemplos Practicos - Simbologia de Procesos Sin Indicadores de InstrumentacionDiego MarteloPas encore d'évaluation
- Informe Termodinamica PDFDocument7 pagesInforme Termodinamica PDFAndres Ricardo Freire GuzmanPas encore d'évaluation