Vous aimerez peut-être aussi
- Diccionario Anaya English Student English-Spanish Español-Inglés PDFDocument896 pagesDiccionario Anaya English Student English-Spanish Español-Inglés PDFenrgonmePas encore d'évaluation
- Los Verbos en InglesDocument256 pagesLos Verbos en Inglesjesus10056882% (11)
- Sfits SPDocument8 pagesSfits SPfzrtruenoPas encore d'évaluation
- Servicio A RefrigeradoresDocument19 pagesServicio A RefrigeradoresJoseBarrera100% (5)
- Phrasalverbs PDFDocument11 pagesPhrasalverbs PDFenrgonmePas encore d'évaluation
- Biblioteca Atrium de La Carpinteria-.Tomo .4 PDFDocument117 pagesBiblioteca Atrium de La Carpinteria-.Tomo .4 PDFJesus De SantiagoPas encore d'évaluation
- Biblioteca Atrium de La Carpinteria - JPR504 - Tomo 5 PDFDocument116 pagesBiblioteca Atrium de La Carpinteria - JPR504 - Tomo 5 PDFHelber SepulvedaPas encore d'évaluation
- El Caracter de Um MetodistaDocument21 pagesEl Caracter de Um MetodistaenrgonmePas encore d'évaluation
- Carpinteria 2Document118 pagesCarpinteria 2fmrcb100% (2)
- Diccionario para IngenierosDocument677 pagesDiccionario para IngenierosAlexSora100% (10)
- Medidas Comerciales para La MaderaDocument9 pagesMedidas Comerciales para La MaderaMario Graniel OrtegaPas encore d'évaluation
- Antologia de Fundamentos de Quimica ElabDocument120 pagesAntologia de Fundamentos de Quimica ElabPonchito GrajalesPas encore d'évaluation
- QMC - 200 Trabajos PracticosDocument20 pagesQMC - 200 Trabajos PracticosFabricio Almendras100% (2)
- El Procesado Rutinario de Las Muestras Histológicas Consta de Las Siguientes Fases-ArlinnDocument18 pagesEl Procesado Rutinario de Las Muestras Histológicas Consta de Las Siguientes Fases-ArlinnArlinn Matthew HarriswanglerPas encore d'évaluation
- INFORMEDocument16 pagesINFORMESegundo Augusto Bravo VidartePas encore d'évaluation
- La Meteorización QuímicaDocument6 pagesLa Meteorización QuímicaJhon Michael Rojas GutierrezPas encore d'évaluation
- Ley de OhmDocument9 pagesLey de OhmBruno Blas LauraPas encore d'évaluation
- Colegio de Bachilleres Del Estado de Tlaxcala Fisica Portafolio de EvidenciasDocument14 pagesColegio de Bachilleres Del Estado de Tlaxcala Fisica Portafolio de EvidenciasGalileo Figaro HdzCmPas encore d'évaluation
- La Capa de OzonoDocument4 pagesLa Capa de OzonoSariThaa Florez OcampoPas encore d'évaluation
- NTC 120 Método de Ensayo para Determinar La Resistencia A La Flexión de Morteros de Cemento Hidráulico PDFDocument14 pagesNTC 120 Método de Ensayo para Determinar La Resistencia A La Flexión de Morteros de Cemento Hidráulico PDFMarcos Suarez50% (2)
- Informe - Alcoholes y FenolesDocument15 pagesInforme - Alcoholes y FenolesMacyory GutierrezPas encore d'évaluation
- Actividad de Las GrasasDocument4 pagesActividad de Las Grasasclaudia marcela rubio rojasPas encore d'évaluation
- Soluciones VerdaderasDocument77 pagesSoluciones VerdaderascreepyvektorPas encore d'évaluation
- Estructuras de Concreto PresforzadoDocument71 pagesEstructuras de Concreto PresforzadoGustavo CervantesPas encore d'évaluation
- Esquema UTIDocument5 pagesEsquema UTIDennis AnchantePas encore d'évaluation
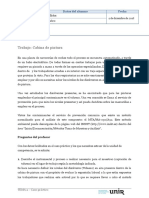
- Trabajo Cabina de PinturaDocument4 pagesTrabajo Cabina de PinturaCarolPas encore d'évaluation
- 12 TermometríaDocument12 pages12 TermometríaNathalia ramirezPas encore d'évaluation
- Examen General 1ro de SecundariaDocument10 pagesExamen General 1ro de SecundariaJakson Castillo100% (1)
- Cuestionario Factores y Procesos de Formacion Del Suelo en CundinamarcaDocument8 pagesCuestionario Factores y Procesos de Formacion Del Suelo en CundinamarcaSantiago SoraPas encore d'évaluation
- Informe de Práctica de Fundicion en Molde de Arena Con AlmaDocument6 pagesInforme de Práctica de Fundicion en Molde de Arena Con AlmaHugo FaguaPas encore d'évaluation
- Tables Tac AsDocument15 pagesTables Tac AsWaldir Menes Umayasi CondoriPas encore d'évaluation
- Recuperacion Secundaria Por Inyeccion de AguaDocument118 pagesRecuperacion Secundaria Por Inyeccion de AguaLuis Alberto Izarra67% (3)
- Informe Final Proceso MermeladaDocument40 pagesInforme Final Proceso MermeladaRigoPas encore d'évaluation
- Presentacion Lesiones Cervicales No Cariosas.Document54 pagesPresentacion Lesiones Cervicales No Cariosas.Adriana Jimenez TrujilloPas encore d'évaluation
- Informe Sedimentacion 2019-1 AnitaDocument36 pagesInforme Sedimentacion 2019-1 AnitaRuth Estefany Cornelio Vidal100% (1)
- Principios Basicos de Electricidad Del AutomovilDocument45 pagesPrincipios Basicos de Electricidad Del AutomovilJuan Manuel Mamani67% (3)
- Grupo 15 Calor Transmitido Atraves de SuperficiesDocument36 pagesGrupo 15 Calor Transmitido Atraves de SuperficiesMIGUELPas encore d'évaluation
- FORMATO EJERCICIOS-Fuerza MagneticaDocument4 pagesFORMATO EJERCICIOS-Fuerza MagneticaDarwin Eduardo Alban MarcilloPas encore d'évaluation
- Evaluacion Ciencias 6° BasicoDocument5 pagesEvaluacion Ciencias 6° Basicorodrigood27Pas encore d'évaluation
- Cuestionario Unidad 5-Ciclo RankineDocument6 pagesCuestionario Unidad 5-Ciclo RankineOscar Andrade100% (2)
- Composición y perspectiva: Una simple, pero poderosa guía para dibujar impresionantes y expresivos bocetos...D'EverandComposición y perspectiva: Una simple, pero poderosa guía para dibujar impresionantes y expresivos bocetos...Évaluation : 5 sur 5 étoiles5/5 (4)
- Nuevas tendencias en dibujo: Grandes obras D&PD'EverandNuevas tendencias en dibujo: Grandes obras D&PÉvaluation : 5 sur 5 étoiles5/5 (3)
- Aula de Dibujo. Fundamentos del dibujo artísticoD'EverandAula de Dibujo. Fundamentos del dibujo artísticoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Manuales Parramón: Mezcla de colores: 1: AcuarelaD'EverandManuales Parramón: Mezcla de colores: 1: AcuarelaÉvaluation : 5 sur 5 étoiles5/5 (12)
- Método Parramón: Recursos y consejos imprescindibles para dibujar y pintarD'EverandMétodo Parramón: Recursos y consejos imprescindibles para dibujar y pintarÉvaluation : 5 sur 5 étoiles5/5 (1)
- Guías Parramón para empezar a pintar. DibujoD'EverandGuías Parramón para empezar a pintar. DibujoÉvaluation : 4 sur 5 étoiles4/5 (2)
- Todo sobre la técnica del dibujoD'EverandTodo sobre la técnica del dibujoÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Cuaderno del artista. La técnica del dibujoD'EverandCuaderno del artista. La técnica del dibujoÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Dibujo: Método para aprender, dominar y disfrutar los secretos del dibujo y la pinturaD'EverandDibujo: Método para aprender, dominar y disfrutar los secretos del dibujo y la pinturaÉvaluation : 4.5 sur 5 étoiles4.5/5 (12)
- Acuarela: Método para aprender, dominar y disfrutar los secretos del dibujo y la pinturaD'EverandAcuarela: Método para aprender, dominar y disfrutar los secretos del dibujo y la pinturaÉvaluation : 4 sur 5 étoiles4/5 (3)
- Dibujo a mano alzada para diseñadores de interioresD'EverandDibujo a mano alzada para diseñadores de interioresÉvaluation : 4 sur 5 étoiles4/5 (1)
- Gestos de aire y de piedra: Sobre la materia de las imágenesD'EverandGestos de aire y de piedra: Sobre la materia de las imágenesPas encore d'évaluation