Vous aimerez peut-être aussi
- Prfmi 1Document2 pagesPrfmi 1Jose A LopezPas encore d'évaluation
- Prfmi 2Document1 pagePrfmi 2ChevronellePas encore d'évaluation
- Alberta Dishwashing StandardDocument5 pagesAlberta Dishwashing StandardChevronellePas encore d'évaluation
- Bombas Savino Barbera - Europump CE Marking GuidelineDocument11 pagesBombas Savino Barbera - Europump CE Marking GuidelineChevronellePas encore d'évaluation
- 13787, C, EIS, Probes Industrial, BetaDocument2 pages13787, C, EIS, Probes Industrial, BetaChevronellePas encore d'évaluation
- Instituto Superior T Ecnico Departamento de Matem Atica Sec C Aode Algebra e An AliseDocument2 pagesInstituto Superior T Ecnico Departamento de Matem Atica Sec C Aode Algebra e An AliseChevronellePas encore d'évaluation
- (Welding) MIG-MAG Welding Guide - Lincoln Electric (Ebook, 48 Pages)Document48 pages(Welding) MIG-MAG Welding Guide - Lincoln Electric (Ebook, 48 Pages)Ahmad Arafa100% (10)
- Pump Life Cycle CostDocument19 pagesPump Life Cycle CostSAMEER100% (3)
- Accessories: Components & SizesDocument1 pageAccessories: Components & SizesChevronellePas encore d'évaluation
- CatalogDocument0 pageCatalogChevronellePas encore d'évaluation
- Bombas Savino Barbera - Europump Atex GuidelineDocument22 pagesBombas Savino Barbera - Europump Atex GuidelineChevronellePas encore d'évaluation
- BETE Application Intake SheetDocument1 pageBETE Application Intake SheetChevronellePas encore d'évaluation
- Bombas Savino Barbera - Europump Atex GuidelineDocument22 pagesBombas Savino Barbera - Europump Atex GuidelineChevronellePas encore d'évaluation
- Pump Efficiency For Single Stage Centrifugal PumpsDocument8 pagesPump Efficiency For Single Stage Centrifugal PumpsPerrobast100% (1)
- Failure Modes and Effects Analysis (FMEA)Document7 pagesFailure Modes and Effects Analysis (FMEA)DURANLEEPas encore d'évaluation
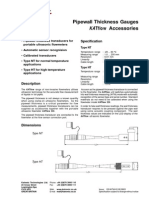
- Pipewall Thickness Gauges Accessories: KatflowDocument1 pagePipewall Thickness Gauges Accessories: KatflowChevronellePas encore d'évaluation
- Data Sheet KATflow 10 Kat V10 E0100Document2 pagesData Sheet KATflow 10 Kat V10 E0100ChevronellePas encore d'évaluation
- Coin Meter Work Sheet: 3 Stack Rotary SwitchDocument1 pageCoin Meter Work Sheet: 3 Stack Rotary SwitchChevronellePas encore d'évaluation
- Data Sheet Sonometer 11 Kat V10 E0597Document2 pagesData Sheet Sonometer 11 Kat V10 E0597ChevronellePas encore d'évaluation
- Data Sheet Sonocontrol 20 Kat V10 E1198Document2 pagesData Sheet Sonocontrol 20 Kat V10 E1198ChevronellePas encore d'évaluation
- Flowmeter Based Sprayer Plumbing Diagrams: Console Should Be Ground Speed OrientedDocument1 pageFlowmeter Based Sprayer Plumbing Diagrams: Console Should Be Ground Speed OrientedChevronellePas encore d'évaluation
- Ultrasonic Flowmeter: Katflow 160Document4 pagesUltrasonic Flowmeter: Katflow 160ChevronellePas encore d'évaluation
- Ultrasonic Flowmeter: Katflow 160Document4 pagesUltrasonic Flowmeter: Katflow 160ChevronellePas encore d'évaluation
- Data Sheet Sonometer 30 Kat V10 E0698Document2 pagesData Sheet Sonometer 30 Kat V10 E0698ChevronellePas encore d'évaluation
- Data Sheet Sonocontrol 11 Kat V10 E0698Document2 pagesData Sheet Sonocontrol 11 Kat V10 E0698ChevronellePas encore d'évaluation
- Data Sheet KATflow 110 V10 E0803Document4 pagesData Sheet KATflow 110 V10 E0803Chevronelle100% (1)
- Coin Meter Work Sheet GuideDocument1 pageCoin Meter Work Sheet GuideChevronellePas encore d'évaluation
- Pressure-Based Sprayer Plumbing DiagramsDocument1 pagePressure-Based Sprayer Plumbing DiagramsChevronellePas encore d'évaluation
- Data Sheet KATflow 140 V09 E0803Document6 pagesData Sheet KATflow 140 V09 E0803ChevronellePas encore d'évaluation
- Start WashDocument0 pageStart WashChevronellePas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Kitchen Hygene & Food SafetyDocument10 pagesKitchen Hygene & Food SafetyVivek VkPas encore d'évaluation
- Food Safety Case 1Document1 pageFood Safety Case 1Stephen Cubar100% (2)
- FS Audit Report Final Edit0702Document58 pagesFS Audit Report Final Edit0702caya1172Pas encore d'évaluation
- Report PDFDocument43 pagesReport PDFAyoub Chouikh0% (1)
- Fish CaptureDocument40 pagesFish CaptureFlorenz Shemil BesaPas encore d'évaluation
- MSc Food Safety: Technical, Managerial & Legal AspectsDocument2 pagesMSc Food Safety: Technical, Managerial & Legal AspectsAdi SutakwaPas encore d'évaluation
- Mrs. Mabhullika Prakash & Mr. Chinmay Dwivedi PDFDocument50 pagesMrs. Mabhullika Prakash & Mr. Chinmay Dwivedi PDFZachariah JosephPas encore d'évaluation
- Seteru Niaga Ent ProjectDocument75 pagesSeteru Niaga Ent ProjectFazilla HataPas encore d'évaluation
- Tip Sheet 9 - Foodservice: Allergen ManagementDocument3 pagesTip Sheet 9 - Foodservice: Allergen ManagementLuis ReisPas encore d'évaluation
- E Hog ManualDocument362 pagesE Hog ManuallaggantigganPas encore d'évaluation
- Halal policy manual for Bin Ablan Foods IndustryDocument1 pageHalal policy manual for Bin Ablan Foods IndustrySaid SaidiPas encore d'évaluation
- GFN Safb Toolkit 1 093021Document24 pagesGFN Safb Toolkit 1 093021Etnikos Tejiendo EsperanzaPas encore d'évaluation
- Guidance For Food Retail Product RecallDocument45 pagesGuidance For Food Retail Product Recalljai soniPas encore d'évaluation
- Ensure Food SecurityDocument17 pagesEnsure Food SecuritystevierayoPas encore d'évaluation
- Fady Magdy Selim Fahmy: EducationDocument4 pagesFady Magdy Selim Fahmy: Educationfido30Pas encore d'évaluation
- 2018 School Inspections SpreadsheetDocument168 pages2018 School Inspections SpreadsheetMaritza NunezPas encore d'évaluation
- PNS For MilkfishDocument11 pagesPNS For MilkfishJohn Christopher NolialPas encore d'évaluation
- Restaurant Report Card: July 20, 2023Document6 pagesRestaurant Report Card: July 20, 2023KBTXPas encore d'évaluation
- The Laws and Agencies Relating To Food Safety and SanitationDocument32 pagesThe Laws and Agencies Relating To Food Safety and SanitationSheena HarrienPas encore d'évaluation
- BRCGS Food Issue 9.0 2023Document20 pagesBRCGS Food Issue 9.0 2023tmc.bhaveshPas encore d'évaluation
- Vendor Approval Problem - Food Safety NetworkDocument3 pagesVendor Approval Problem - Food Safety NetworkPoulami DePas encore d'évaluation
- Iso 22000 Checklist Fsms f6.4-22 (FSMS)Document14 pagesIso 22000 Checklist Fsms f6.4-22 (FSMS)BRIGHT DZAHPas encore d'évaluation
- Pete SnyderDocument48 pagesPete SnyderHariahranPas encore d'évaluation
- HACCPDocument4 pagesHACCPANKUSHPas encore d'évaluation
- Critical Analysis of Food AdulterationDocument6 pagesCritical Analysis of Food AdulterationSaumya JaiswalPas encore d'évaluation
- HACCP Refrigeration Temperature LogDocument1 pageHACCP Refrigeration Temperature LogArman Al Nasar0% (1)
- McDonalds Test PaperDocument102 pagesMcDonalds Test PaperHimanshu Jhuria100% (1)
- Consumerism, Marketing, and Consumer Protection Act in ManipurDocument12 pagesConsumerism, Marketing, and Consumer Protection Act in ManipurWahengbam Jotin LuwangPas encore d'évaluation
- Food Sanitation: Observing Personal Hygiene ElementsDocument5 pagesFood Sanitation: Observing Personal Hygiene ElementsHabade GauravPas encore d'évaluation
- Cook-Chill Systems PDFDocument32 pagesCook-Chill Systems PDFTanakorn RachapilaPas encore d'évaluation