Vous aimerez peut-être aussi
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerD'EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerÉvaluation : 5 sur 5 étoiles5/5 (1)
- Sec 02620Document10 pagesSec 02620Xtral LacoPas encore d'évaluation
- FM 1613 2017 Sample Specification HDPE Pipe Fittings Fusion For Firewater ServiceDocument6 pagesFM 1613 2017 Sample Specification HDPE Pipe Fittings Fusion For Firewater Servicemohamed fathiPas encore d'évaluation
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionD'EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionÉvaluation : 4.5 sur 5 étoiles4.5/5 (16)
- Hdpe PresentationDocument9 pagesHdpe PresentationFred ChirwaPas encore d'évaluation
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsD'Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsÉvaluation : 4 sur 5 étoiles4/5 (1)
- IFB No - Aspa14.1212 - ASG Housing - Technical Specs - HDPE Pipe and FittingsDocument9 pagesIFB No - Aspa14.1212 - ASG Housing - Technical Specs - HDPE Pipe and FittingsObaidUrRehmanPas encore d'évaluation
- All-in-One Manual of Industrial Piping Practice and MaintenanceD'EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceÉvaluation : 5 sur 5 étoiles5/5 (1)
- HDPE Pipe and Fittings PDFDocument9 pagesHDPE Pipe and Fittings PDFCris BandaPas encore d'évaluation
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsD'EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- HDPE Pipe and Fitting Materials Fusion Joining and Installation 1Document8 pagesHDPE Pipe and Fitting Materials Fusion Joining and Installation 1Mohamed ElsayedPas encore d'évaluation
- FM 1613 2017 Sample Specification HDPE Pipe Fittings Fusion For Firewater ServiceDocument6 pagesFM 1613 2017 Sample Specification HDPE Pipe Fittings Fusion For Firewater Servicelo poPas encore d'évaluation
- Sample Spec For AWWA HDPE Pipe Fittings 6.02revDocument6 pagesSample Spec For AWWA HDPE Pipe Fittings 6.02revmg4myPas encore d'évaluation
- 1.4.2 Resource Center Sample Spec Csi Section 15300 Fire Protection Spec RevDocument3 pages1.4.2 Resource Center Sample Spec Csi Section 15300 Fire Protection Spec RevJulio RodriguezPas encore d'évaluation
- Specification For HDPE MANHOLES PDFDocument4 pagesSpecification For HDPE MANHOLES PDFPipeline EngineerPas encore d'évaluation
- HDPE Dual Wall Containment Pipe SpecDocument5 pagesHDPE Dual Wall Containment Pipe SpecwilliaeaPas encore d'évaluation
- Spec Pe Pipe Tubing Fittings WaterDocument12 pagesSpec Pe Pipe Tubing Fittings WatersabahiraqPas encore d'évaluation
- 03 Appendix A WL-22-05Document5 pages03 Appendix A WL-22-05pepePas encore d'évaluation
- Pex Plumbing Pipe SpecificationDocument7 pagesPex Plumbing Pipe SpecificationAnonymous BW1EW9beJq100% (1)
- Sanitary Sewer PipeDocument10 pagesSanitary Sewer PipeSaiful Imran Mohamed YusofPas encore d'évaluation
- Water PipingDocument15 pagesWater Pipingroinbanerji100% (1)
- Polythene Pipes Fittings Specials and AccessoriesDocument15 pagesPolythene Pipes Fittings Specials and Accessoriestebodin_319100% (1)
- Section 20 Horizontal Directional Drilling (HDD) /hdpe Pipe: 20.01 Scope: A. GeneralDocument6 pagesSection 20 Horizontal Directional Drilling (HDD) /hdpe Pipe: 20.01 Scope: A. GeneralRon CylPas encore d'évaluation
- High Density Polyethylene - HDPE - Pipe and FittingsDocument8 pagesHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusPas encore d'évaluation
- Ducts For Irrigation WorkADM SpecficationDocument3 pagesDucts For Irrigation WorkADM Specficationbuddy1971Pas encore d'évaluation
- General 1.1. Scope: WWW - Uponor.caDocument6 pagesGeneral 1.1. Scope: WWW - Uponor.caalfredo_mqiPas encore d'évaluation
- Guide To Specifying Hdpe Conduit TN-50 2019Document13 pagesGuide To Specifying Hdpe Conduit TN-50 2019Rahul MandalPas encore d'évaluation
- Sdpc-76613-Works-itb-056 - Annex III To The Contract - Bill of Quantities (Boq)Document8 pagesSdpc-76613-Works-itb-056 - Annex III To The Contract - Bill of Quantities (Boq)Hemn Rafiq TofiqPas encore d'évaluation
- Corzan CPVC Potable Specification 080709Document6 pagesCorzan CPVC Potable Specification 080709octavioPas encore d'évaluation
- Pipelines Process PipingDocument16 pagesPipelines Process PipingmariomatoPas encore d'évaluation
- Astm F894Document9 pagesAstm F894Hernando Andrés Ramírez Gil100% (1)
- SECTION 15065 High Density Polyethylene (Hdpe) Pipe and Fittings - GeneralDocument15 pagesSECTION 15065 High Density Polyethylene (Hdpe) Pipe and Fittings - GeneralROGER MANUEL GUERRERO VASQUEZPas encore d'évaluation
- CPVC Piping System SpecificationDocument2 pagesCPVC Piping System SpecificationamlanfacebookPas encore d'évaluation
- HDPE PipesDocument17 pagesHDPE PipesQuerubin R Yolando Jr.100% (2)
- D3034 16Document12 pagesD3034 16masoudPas encore d'évaluation
- 33 11 00.13 - High Density Polyethylene (HDPE) PipeDocument7 pages33 11 00.13 - High Density Polyethylene (HDPE) PipeGerryPas encore d'évaluation
- D 2447 - 01 - Rdi0ndctukve PDFDocument9 pagesD 2447 - 01 - Rdi0ndctukve PDFAndre CasteloPas encore d'évaluation
- Section 12 - Sanitary Sewer System (PDF) - 201601061536408543Document26 pagesSection 12 - Sanitary Sewer System (PDF) - 201601061536408543Sean ChanPas encore d'évaluation
- Project Standard Specification: Water Distribution Piping 15411 - Page 1/10Document10 pagesProject Standard Specification: Water Distribution Piping 15411 - Page 1/10adel rihanaPas encore d'évaluation
- Inspection Check List 3Document22 pagesInspection Check List 3r.devendranPas encore d'évaluation
- Astm F714Document10 pagesAstm F714CarlosChaconPas encore d'évaluation
- F1412 16Document7 pagesF1412 16masoud132Pas encore d'évaluation
- Sovent SpecificationsDocument1 pageSovent SpecificationsBruce DoyaoenPas encore d'évaluation
- BlazeMaster Sample Specification - CanadaDocument4 pagesBlazeMaster Sample Specification - CanadaHugo Mario Ariza PalacioPas encore d'évaluation
- Fiberglass Gravity Sewer Pipe: Part 1: GeneralDocument2 pagesFiberglass Gravity Sewer Pipe: Part 1: GeneralDaniel MoralesPas encore d'évaluation
- 1a Aquaflow HDPE Pipe CatalogueDocument12 pages1a Aquaflow HDPE Pipe CatalogueNick BesterPas encore d'évaluation
- Is 14333 HDPE For SewerageDocument35 pagesIs 14333 HDPE For SewerageSAURABH_SINGH2676Pas encore d'évaluation
- Sclairpipe MS r12072011Document10 pagesSclairpipe MS r12072011Daniel Cisterna BilbaoPas encore d'évaluation
- D 1785 - 03 - Rde3odutukve PDFDocument12 pagesD 1785 - 03 - Rde3odutukve PDFAndre CasteloPas encore d'évaluation
- Astm D3034-00 PDFDocument10 pagesAstm D3034-00 PDFericpardo59100% (4)
- Volume-IIID Technical Specification of Pipe WorksDocument44 pagesVolume-IIID Technical Specification of Pipe WorksVikas DwivediPas encore d'évaluation
- ASTM D2467-1999 Accesorios PlasticosDocument8 pagesASTM D2467-1999 Accesorios PlasticosRicardoLauferPas encore d'évaluation
- 01LK0F01Document4 pages01LK0F01raobabar21Pas encore d'évaluation
- GRP Pipe For SeawaterDocument22 pagesGRP Pipe For Seawatersethu1091100% (2)
- 4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Document9 pages4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Anonymous NupAudbjjPas encore d'évaluation
- Fusible PVC SpecificationsDocument17 pagesFusible PVC Specificationsamir_hayfaPas encore d'évaluation
- Submittal For Atlanta Pipe Polyethylene (PE) Pipes For Water SupplyDocument2 pagesSubmittal For Atlanta Pipe Polyethylene (PE) Pipes For Water SupplytrishanuPas encore d'évaluation
- Astm F2648Document8 pagesAstm F2648Ingeniero Civil100% (1)
- Plumbing Connections: 7-1 GeneralDocument7 pagesPlumbing Connections: 7-1 GeneralJojolasPas encore d'évaluation
- PCR LateralDocument1 pagePCR LateralnerioalfonsoPas encore d'évaluation
- Control ValveDocument12 pagesControl ValvenerioalfonsoPas encore d'évaluation
- PCR SuperiorDocument1 pagePCR SuperiornerioalfonsoPas encore d'évaluation
- Add InstrDocument8 pagesAdd InstrnerioalfonsoPas encore d'évaluation
- Pipe Rack DetailDocument12 pagesPipe Rack DetailnerioalfonsoPas encore d'évaluation
- Aislamiento Hrizontal Y VerticalDocument2 pagesAislamiento Hrizontal Y VerticalnerioalfonsoPas encore d'évaluation
- Production PlatformDocument23 pagesProduction PlatformnerioalfonsoPas encore d'évaluation
- Natural Gas EngineeringDocument106 pagesNatural Gas Engineeringnerioalfonso100% (1)
- L Coa: by Janet RamageDocument30 pagesL Coa: by Janet RamagenerioalfonsoPas encore d'évaluation
- Emissivity TableDocument14 pagesEmissivity TablenerioalfonsoPas encore d'évaluation
- T206 Book2 Chap9Document42 pagesT206 Book2 Chap9nerioalfonsoPas encore d'évaluation
- PMP - Plantilla de RegistroDocument4 pagesPMP - Plantilla de RegistronerioalfonsoPas encore d'évaluation
- Wind 28pgdDocument28 pagesWind 28pgdnerioalfonsoPas encore d'évaluation
- Wind 27pgdDocument27 pagesWind 27pgdnerioalfonsoPas encore d'évaluation
- L Coa: by Janet RamageDocument30 pagesL Coa: by Janet RamagenerioalfonsoPas encore d'évaluation
- A Survey of One of The Most Important Pressure Pipe CodesDocument3 pagesA Survey of One of The Most Important Pressure Pipe CodesnerioalfonsoPas encore d'évaluation
- Marine Oily Handling Devices and Pollution Prevention: Oil Fuel TransferDocument55 pagesMarine Oily Handling Devices and Pollution Prevention: Oil Fuel Transfernerioalfonso100% (1)
- Microestructura DeFZ y Grain GrowthDocument17 pagesMicroestructura DeFZ y Grain GrowthnerioalfonsoPas encore d'évaluation
- 14.2.oil Tank FoundationDocument17 pages14.2.oil Tank Foundationnerioalfonso100% (2)
- Method Statement-DI-MWSPDocument19 pagesMethod Statement-DI-MWSPKumar Abhishek100% (1)
- Steam & Condensate Piping PDFDocument7 pagesSteam & Condensate Piping PDF황철Pas encore d'évaluation
- 1078 TBDocument16 pages1078 TBArief HidayatPas encore d'évaluation
- PT SiemensDocument82 pagesPT SiemensAnthony AdamsPas encore d'évaluation
- Irb 6700 PDFDocument170 pagesIrb 6700 PDFArvydas GaurilkaPas encore d'évaluation
- Opw Kps Product Catalog 2016 10 Rev 0 English Web PDFDocument24 pagesOpw Kps Product Catalog 2016 10 Rev 0 English Web PDFSara HusejnovicPas encore d'évaluation
- CCCW Heat exchanger instruction manual闭式循环冷却水换热器使用说明书Document17 pagesCCCW Heat exchanger instruction manual闭式循环冷却水换热器使用说明书Muchammad Shidieq MunadzarPas encore d'évaluation
- LPG Project SpecificationsDocument14 pagesLPG Project Specificationspraveenvelath100% (1)
- MSS SP-61 2009 Pressure Testing of Valves PDFDocument9 pagesMSS SP-61 2009 Pressure Testing of Valves PDFNatree TeePas encore d'évaluation
- Support Service Documents AP308 Op Man V15Document35 pagesSupport Service Documents AP308 Op Man V15cookie01543Pas encore d'évaluation
- EH3500AC 3 - Workshop - WQEB EN 01 (20151120) 153 164Document12 pagesEH3500AC 3 - Workshop - WQEB EN 01 (20151120) 153 164Omar HajjiPas encore d'évaluation
- Yamaha Mio - 2004-5TL2 - 1d5tl460e1Document51 pagesYamaha Mio - 2004-5TL2 - 1d5tl460e1Dev NathanPas encore d'évaluation
- 05Document24 pages05Vivyan Gálvez100% (1)
- EV SilaxDocument4 pagesEV SilaxFakhreddineZahiPas encore d'évaluation
- Nexus CD Perj0028Document167 pagesNexus CD Perj0028joakkko100% (3)
- 29 CarburetionDocument48 pages29 CarburetionABPas encore d'évaluation
- DV-5 Automatic Water Control Valve Deluge Fire Protection Systems 1-1/2 Inch To 8 Inch (DN40 To DN200) General DescriptionDocument34 pagesDV-5 Automatic Water Control Valve Deluge Fire Protection Systems 1-1/2 Inch To 8 Inch (DN40 To DN200) General DescriptionOscar GallettoPas encore d'évaluation
- VALCO Air Separation Valves ENGDocument15 pagesVALCO Air Separation Valves ENGArun BabuPas encore d'évaluation
- 9working Hydraulic System - ENGLISG-G9165Document58 pages9working Hydraulic System - ENGLISG-G9165George Jhonson100% (3)
- Flanges General - Pressure-Temperature Ratings ASTM and ASMEDocument5 pagesFlanges General - Pressure-Temperature Ratings ASTM and ASMEkuku kukuPas encore d'évaluation
- In Japanese: Construction Code For Pressure VesselsDocument24 pagesIn Japanese: Construction Code For Pressure Vesselshugo.dutillet6002100% (1)
- P&ID of CCPDocument74 pagesP&ID of CCPNguyễnTrường80% (10)
- Norsok R-004Document30 pagesNorsok R-004Tor MoxnesPas encore d'évaluation
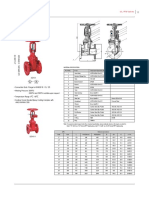
- MECH - Valvula de Compuerta OSY XZ41XDocument1 pageMECH - Valvula de Compuerta OSY XZ41XAlfredo BravoPas encore d'évaluation
- Jereh Wellhead EquipmentDocument25 pagesJereh Wellhead EquipmentYaroslav RuizPas encore d'évaluation
- Yenen LPG Pump BrochureDocument2 pagesYenen LPG Pump Brochureruhul010% (1)
- 5SLV 2005Document79 pages5SLV 2005maximchacaPas encore d'évaluation
- Service Manual: Hammermaster RockbreakersDocument423 pagesService Manual: Hammermaster RockbreakersredPas encore d'évaluation
- GP 43-50 31 January 2009Document52 pagesGP 43-50 31 January 2009Orlando RojasPas encore d'évaluation
- PumpDocument4 pagesPumpMario AvilesPas encore d'évaluation