Vous aimerez peut-être aussi
- Machines, Tools and Methods of Automobile ManufactureD'EverandMachines, Tools and Methods of Automobile ManufactureÉvaluation : 4 sur 5 étoiles4/5 (1)
- Cambridge Checkpoint Science Coursebook 8pdf PDFDocument190 pagesCambridge Checkpoint Science Coursebook 8pdf PDFHùng Võ Hoàng86% (58)
- Ezz Steel Financial AnalysisDocument31 pagesEzz Steel Financial Analysismohamed ashorPas encore d'évaluation
- Fundamentals of Steam Heating SystemsDocument8 pagesFundamentals of Steam Heating Systemsdelta_scopePas encore d'évaluation
- Refining Major Projects General ManagemeDocument62 pagesRefining Major Projects General ManagemeZafr O'ConnellPas encore d'évaluation
- MIDREX Process-Brochure PDFDocument12 pagesMIDREX Process-Brochure PDFJorge OsorioPas encore d'évaluation
- AODDocument8 pagesAODPrakash Mishra100% (1)
- Midrex 2018 DFM4QTR Final2 PDFDocument20 pagesMidrex 2018 DFM4QTR Final2 PDFkalaiPas encore d'évaluation
- Condenser Feedwater Heater BrochureDocument5 pagesCondenser Feedwater Heater Brochureendri2000Pas encore d'évaluation
- 469 SuezSteelDocument5 pages469 SuezSteelSeshadri Deb RoyPas encore d'évaluation
- Correlation of Oxidation Carburization and Metal Dusting Controlling Corrosion by Corrosion (51300-01374-Sg)Document38 pagesCorrelation of Oxidation Carburization and Metal Dusting Controlling Corrosion by Corrosion (51300-01374-Sg)coolguy12345Pas encore d'évaluation
- Mercury RemovalDocument15 pagesMercury RemovalannaPas encore d'évaluation
- SCORE Furnace Erection SequenceDocument12 pagesSCORE Furnace Erection SequenceAleem QureshiPas encore d'évaluation
- CO2 SMR White Paper - Shell Catalysts & TechnologiesDocument12 pagesCO2 SMR White Paper - Shell Catalysts & Technologiespierre-françois Le BouillePas encore d'évaluation
- Voestalpine Permit Amendment Request 2019Document43 pagesVoestalpine Permit Amendment Request 2019callertimesPas encore d'évaluation
- Midrex 2017 DFM1stQtrPrintFinalDocument13 pagesMidrex 2017 DFM1stQtrPrintFinalMohamed ShabanPas encore d'évaluation
- Complexity in World Politics (0791468070)Document222 pagesComplexity in World Politics (0791468070)Aleksandar Tomašević100% (2)
- Cinar Cement ProjectsDocument2 pagesCinar Cement ProjectsJunaid MazharPas encore d'évaluation
- MCC Comments 1 TechDocument55 pagesMCC Comments 1 TechSUDDHA CHAKRABARTYPas encore d'évaluation
- Brochure Uk ProductsDocument2 pagesBrochure Uk ProductsJavier TrujillanoPas encore d'évaluation
- Chapter 2 Kinetic Particle TheoryDocument9 pagesChapter 2 Kinetic Particle TheorykitoniumPas encore d'évaluation
- Fives CryogenieDocument17 pagesFives CryogenieA RPas encore d'évaluation
- Mil C 16173Document28 pagesMil C 16173Lokesh Narasimhaiah100% (1)
- CausticDocument40 pagesCausticMulugeta ShiferawPas encore d'évaluation
- PEMEX Day NY - Industrial TransformationDocument37 pagesPEMEX Day NY - Industrial TransformationJoelay Figueredo CabreraPas encore d'évaluation
- Process Flow Diagram - Nitric AcidDocument1 pageProcess Flow Diagram - Nitric AcidAsma NasserPas encore d'évaluation
- CEN - TR 15281-2006 Guidance On Inerting For The Prevention of ExplosionsDocument54 pagesCEN - TR 15281-2006 Guidance On Inerting For The Prevention of Explosionsstion100% (1)
- Modeling and Simulations of A Reformer U PDFDocument8 pagesModeling and Simulations of A Reformer U PDFali AbbasPas encore d'évaluation
- Colla 2016Document19 pagesColla 2016Venkatakrishnan P.G.Pas encore d'évaluation
- Environment & Energy Aspects of Corex at JSW Steel LTDDocument19 pagesEnvironment & Energy Aspects of Corex at JSW Steel LTDkumarcv89Pas encore d'évaluation
- Aist 2018 ZR and Hyl Iii PDFDocument28 pagesAist 2018 ZR and Hyl Iii PDFteresaPas encore d'évaluation
- TSML Report - ShazDocument21 pagesTSML Report - ShazUmer AleemPas encore d'évaluation
- Proposal For Coal GasificationDocument7 pagesProposal For Coal GasificationDeepakGawasPas encore d'évaluation
- Radiative Models For The Furnace Side of A Bottom-Fired ReformerDocument14 pagesRadiative Models For The Furnace Side of A Bottom-Fired Reformerquercitron_7Pas encore d'évaluation
- PR 368 101.12044Document1 pagePR 368 101.12044abhinay02mePas encore d'évaluation
- GRP Pipe Case History - Revised Shoiaba Eng Large DiaDocument4 pagesGRP Pipe Case History - Revised Shoiaba Eng Large DiaA.Subin DasPas encore d'évaluation
- Innovative DR Technology For Innovative SteelmakingDocument23 pagesInnovative DR Technology For Innovative SteelmakingrxpePas encore d'évaluation
- Operation of The First HIsmelt Plant in ChinaDocument8 pagesOperation of The First HIsmelt Plant in ChinaJJPas encore d'évaluation
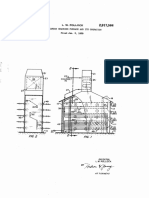
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Document6 pagesDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaPas encore d'évaluation
- Direct ReductionDocument10 pagesDirect Reductionحسن البوبPas encore d'évaluation
- United States PatentDocument5 pagesUnited States PatentDIEGOPas encore d'évaluation
- Energy Optimization at EafDocument32 pagesEnergy Optimization at Eafmetudgn100% (1)
- CASE STUDY-Rockwell PetroleumDocument2 pagesCASE STUDY-Rockwell Petroleumanurag10julyPas encore d'évaluation
- RC 17015Document4 pagesRC 17015Shubham MorePas encore d'évaluation
- Flu or Delayed Coking ExperienceDocument5 pagesFlu or Delayed Coking ExperienceLeon SanchezPas encore d'évaluation
- VDU Velocity Steam LineDocument6 pagesVDU Velocity Steam LineSampatPas encore d'évaluation
- Alumina Brick RESCODocument2 pagesAlumina Brick RESCOgems_gce074325Pas encore d'évaluation
- KAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enDocument4 pagesKAT A 1332 G Gu Lug CEREX300 L Cast Iron Gas Edition8 03.07.2018 enCarlos Alfaro GuerraPas encore d'évaluation
- Scope of CFD in The Process IndustryDocument10 pagesScope of CFD in The Process IndustrydkrnambiarPas encore d'évaluation
- Drive Failure and Interruption in SCP Machines of Battery 567, Coke PlantDocument37 pagesDrive Failure and Interruption in SCP Machines of Battery 567, Coke Plantnarendramaharana39Pas encore d'évaluation
- Astm 4140 PDFDocument3 pagesAstm 4140 PDFRameshPas encore d'évaluation
- 1 Koytsoumpa 2017Document14 pages1 Koytsoumpa 2017AlejandraPas encore d'évaluation
- 4 - Watkinson - Coke Formation - F - FoulingDocument8 pages4 - Watkinson - Coke Formation - F - Foulingeragorn100% (1)
- Regressive Films v. Wax Trax - Documentary Authorship Complaint PDFDocument12 pagesRegressive Films v. Wax Trax - Documentary Authorship Complaint PDFMark JaffePas encore d'évaluation
- Collection and Preparation of Coke Samples For Laboratory AnalysisDocument4 pagesCollection and Preparation of Coke Samples For Laboratory Analysisharrison_sPas encore d'évaluation
- De-Lacquering Process PDFDocument7 pagesDe-Lacquering Process PDFsyamPas encore d'évaluation
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFDocument4 pagesPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiPas encore d'évaluation
- Stel Casting Handbook - Sample PagesDocument5 pagesStel Casting Handbook - Sample PagesBobby WongPas encore d'évaluation
- Outotec en MMH PDFDocument24 pagesOutotec en MMH PDFjaja_543Pas encore d'évaluation
- Processes and Types of Rolling MillsDocument7 pagesProcesses and Types of Rolling Millsdroy21Pas encore d'évaluation
- Blast Furnace Japan DevelopmentDocument14 pagesBlast Furnace Japan DevelopmentShyam JiPas encore d'évaluation
- Syaukani Muhammad AliDocument6 pagesSyaukani Muhammad AlidotcomPas encore d'évaluation
- Port Facilities BangladeshDocument45 pagesPort Facilities BangladeshGiveawayPas encore d'évaluation
- Sulphuric AcidDocument1 pageSulphuric AcidMuhammad FarhanPas encore d'évaluation
- S BraneDocument16 pagesS Branemsr22Pas encore d'évaluation
- Start-Up Experience and Results of Consteel® at The SOVEL MeltshopDocument9 pagesStart-Up Experience and Results of Consteel® at The SOVEL Meltshopعمار احسنPas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 282Document1 pageWPQ 282proxywarPas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarPas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 462Document1 pageWPQ 462rohitbhat2345Pas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Pas encore d'évaluation
- WPQ 282Document1 pageWPQ 282proxywarPas encore d'évaluation
- Er 90SB 3Document1 pageEr 90SB 3ravi00098Pas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarPas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Pas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Pas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarPas encore d'évaluation
- WPQ 462Document1 pageWPQ 462rohitbhat2345Pas encore d'évaluation
- WPQ 282Document1 pageWPQ 282proxywarPas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 153Document1 pageWPQ 153proxywarPas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 282Document1 pageWPQ 282proxywarPas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Pas encore d'évaluation
- WPQ 348Document1 pageWPQ 348rohitbhat2345Pas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 282Document1 pageWPQ 282proxywarPas encore d'évaluation
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Pas encore d'évaluation
- WPQ 462Document1 pageWPQ 462rohitbhat2345Pas encore d'évaluation
- WPQ 462Document1 pageWPQ 462rohitbhat2345Pas encore d'évaluation
- WPQ 462Document1 pageWPQ 462rohitbhat2345Pas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- WPQ 292Document1 pageWPQ 292rohitbhat2345Pas encore d'évaluation
- Lecture 6Document18 pagesLecture 6Tural EmirliPas encore d'évaluation
- Van Der WallsDocument24 pagesVan Der WallsAnonymous oVRvsdWzfBPas encore d'évaluation
- Gas Measurement Fundamentals & EFMDocument4 pagesGas Measurement Fundamentals & EFMAtiqah OmarPas encore d'évaluation
- Patente Proceso aMDEA de BASFDocument9 pagesPatente Proceso aMDEA de BASFizurietaeduardoPas encore d'évaluation
- Definition Sem 1 PSTDocument8 pagesDefinition Sem 1 PSTNurul ShaiedahPas encore d'évaluation
- Increased Availability and Optimization of Calciner Performance Due To AutomationDocument6 pagesIncreased Availability and Optimization of Calciner Performance Due To AutomationIdhamtanahbaruPas encore d'évaluation
- Flame ScannerDocument4 pagesFlame ScannerAlok Kumar NayakPas encore d'évaluation
- ATE Cheng2020 Heat Recovery by Solid GranuelsDocument21 pagesATE Cheng2020 Heat Recovery by Solid GranuelsAJEET PRATAP SINGH Dept. of Mech. Engg., IIT (BHU) VaranasiPas encore d'évaluation
- 2-Conduction and Breakdown in Gases UpdatedDocument46 pages2-Conduction and Breakdown in Gases UpdatedsyakirmustapaPas encore d'évaluation
- Divisional Contact: Dr. Reza Razeghifard, (954) 262-8333 Razeghif@nova - EduDocument6 pagesDivisional Contact: Dr. Reza Razeghifard, (954) 262-8333 Razeghif@nova - EduLucas RyanPas encore d'évaluation
- Lesson 5.3 Ideal Gas LawDocument6 pagesLesson 5.3 Ideal Gas LawAqshin BabaevPas encore d'évaluation
- 1 - Prob Kinet 11-12 1-13 EnglishDocument4 pages1 - Prob Kinet 11-12 1-13 EnglishYenPas encore d'évaluation
- Bagasse Sistem DryingDocument34 pagesBagasse Sistem Dryingadriansyah1100% (1)
- 9th Science PBQ Chapter 1 To 15Document31 pages9th Science PBQ Chapter 1 To 15YogithaPas encore d'évaluation
- Multiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingDocument9 pagesMultiobjective Optimization of Methanol Synthesis Loop From Synthesis Gas Via A Multibed Adiabatic Reactor With Additional Interstage CO2 QuenchingElnovista NababanPas encore d'évaluation
- 化熱chapt2Document8 pages化熱chapt2TsaiBenyanPas encore d'évaluation
- Ap Lab Manual 15 - Determination of The Molar Mass of GasesDocument6 pagesAp Lab Manual 15 - Determination of The Molar Mass of GasesJaxon D EichackerPas encore d'évaluation
- Why Do Gas Bubbles Get Larger As They Rise?: Why Does The Bubble Grow?Document4 pagesWhy Do Gas Bubbles Get Larger As They Rise?: Why Does The Bubble Grow?Princes Katherine VergaraPas encore d'évaluation
- D2879-Standard Test Method For Vapor Pressure-Temperature Relationship and Initial Decomposition Temperature of Liquids by IsoteniscopeDocument6 pagesD2879-Standard Test Method For Vapor Pressure-Temperature Relationship and Initial Decomposition Temperature of Liquids by IsoteniscoperezaPas encore d'évaluation
- Thermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideDocument16 pagesThermodynamic Analysis of Zinc Ferrite ZnFe2O4 Formation InsideFatemeh RezaeiPas encore d'évaluation
- Entry Exam - M.Sc. / 2015-2016 Chemical Engineering Department University of Baghdad Date 2/9/2015 (2 Attempt) Time: 3 HrsDocument5 pagesEntry Exam - M.Sc. / 2015-2016 Chemical Engineering Department University of Baghdad Date 2/9/2015 (2 Attempt) Time: 3 Hrshiba thamirPas encore d'évaluation
- S13 Diffuser V2Document39 pagesS13 Diffuser V2INNOVIUS SOLUTIONSPas encore d'évaluation
- Simple Kinetic Molecular Model of Matter 1 QPDocument10 pagesSimple Kinetic Molecular Model of Matter 1 QPmomentum bdPas encore d'évaluation