Vous aimerez peut-être aussi
- Moldeo Por Inyeccion de Un Recipiente de PoliestirenoDocument15 pagesMoldeo Por Inyeccion de Un Recipiente de PoliestirenoSlocky10740Pas encore d'évaluation
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209D'EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Pas encore d'évaluation
- Moldes Inyeccion de PlasticoDocument112 pagesMoldes Inyeccion de PlasticoErnesto Hc100% (1)
- Transformación de materiales termoplásticos. QUIT0209D'EverandTransformación de materiales termoplásticos. QUIT0209Pas encore d'évaluation
- Proceso de InyeccionDocument166 pagesProceso de InyeccionALFONSO TORRES67% (3)
- Acondicionado de materiales termoplásticos para su transformación. QUIT0209D'EverandAcondicionado de materiales termoplásticos para su transformación. QUIT0209Pas encore d'évaluation
- Boquillas y NúcleosDocument34 pagesBoquillas y Núcleosbernardo100% (1)
- InyecciónDocument10 pagesInyecciónKaty EstradaPas encore d'évaluation
- Moldeo inyección seguridadDocument38 pagesMoldeo inyección seguridadLuis Manuel Càrdenas GarcìaPas encore d'évaluation
- Rotomoldeo Español PDFDocument35 pagesRotomoldeo Español PDFPombo SantiagoPas encore d'évaluation
- Curso de Moldeo Por Inyección, Proceso Parámetros PDFDocument4 pagesCurso de Moldeo Por Inyección, Proceso Parámetros PDFJohn Superdetalle0% (1)
- Guia Del Rotomoldeo (Spanish Ed - Constantino DelgadoDocument82 pagesGuia Del Rotomoldeo (Spanish Ed - Constantino DelgadoramonhinojosaPas encore d'évaluation
- Defectos y Soluciones Proceso de InyeccionDocument44 pagesDefectos y Soluciones Proceso de InyeccionJavier MendietaPas encore d'évaluation
- Capitulo 1 - Ciencia e Ingenieria de Los Materiales PlasticosDocument58 pagesCapitulo 1 - Ciencia e Ingenieria de Los Materiales Plasticosing_manceraPas encore d'évaluation
- Practica Inyeccion de PlasticoDocument11 pagesPractica Inyeccion de PlasticoelkimezsPas encore d'évaluation
- El Molde de InyeccionDocument16 pagesEl Molde de InyeccionWilzon ChambiPas encore d'évaluation
- Equipos Periféricos en Inyección de PlásticosDocument4 pagesEquipos Periféricos en Inyección de Plásticosroman cueva50% (6)
- Moldeo Por SopladoDocument9 pagesMoldeo Por SopladoBetsabe AndarciaPas encore d'évaluation
- Inyectora de PlasticoDocument3 pagesInyectora de PlasticoJaimeVp0% (1)
- Capitulo 2 - Maquinas de Inyeccion de PlasticosDocument36 pagesCapitulo 2 - Maquinas de Inyeccion de Plasticosing_mancera100% (3)
- Inyeccion de Materiales Plasticos II - Proceso de Inyeccion de PlasticosDocument55 pagesInyeccion de Materiales Plasticos II - Proceso de Inyeccion de PlasticosGerman FloresPas encore d'évaluation
- Curso de Extrusion IiDocument98 pagesCurso de Extrusion Iialfgraga604387% (15)
- Partes de Una Máquina InyectoraDocument6 pagesPartes de Una Máquina Inyectoraヴァン・デ・シュタット アーサーPas encore d'évaluation
- pdf3 PDFDocument4 pagespdf3 PDFjose demoyaPas encore d'évaluation
- Fuerza cierre molde inyección plásticoDocument5 pagesFuerza cierre molde inyección plásticoReciclarSAPas encore d'évaluation
- Características Críticas de Las Herramientas de Moldeo, Herramientas de Ensamble y Herramientas de Inspección.Document11 pagesCaracterísticas Críticas de Las Herramientas de Moldeo, Herramientas de Ensamble y Herramientas de Inspección.ALEJANDRA ABIGAIL VALDEZ GARCIA0% (1)
- Moldeo por InyecciónDocument107 pagesMoldeo por InyecciónLeonardo Javier Ramirez Osorio100% (4)
- Modulo SopladoDocument97 pagesModulo SopladobernardoPas encore d'évaluation
- Inyeccion - Presentación 3 - Solucion de Problemas en Inyeccion - Semestre 2019-1 PDFDocument23 pagesInyeccion - Presentación 3 - Solucion de Problemas en Inyeccion - Semestre 2019-1 PDFMartin HurtadoPas encore d'évaluation
- Inyección plásticosDocument11 pagesInyección plásticosJose Quinto100% (4)
- Maquina Inyectora de PlasticosDocument17 pagesMaquina Inyectora de Plasticosandressan93Pas encore d'évaluation
- Maquina de InyeccionDocument12 pagesMaquina de InyeccionJuanjo Arriaga50% (2)
- Tecnologia de InyeccionDocument35 pagesTecnologia de InyeccionDario de SantiagoPas encore d'évaluation
- Inyección de Aluminio A Baja PresiónDocument6 pagesInyección de Aluminio A Baja PresiónSander Duque100% (1)
- Manual para Inyectoras de PlasticoDocument6 pagesManual para Inyectoras de PlasticoMiguel Morales75% (8)
- Ensayo. Presentación Plástico, Manufactura.Document10 pagesEnsayo. Presentación Plástico, Manufactura.DulceCatúnGuevaraPas encore d'évaluation
- Inyeccion de PlasticoDocument4 pagesInyeccion de PlasticoEzio JefersonPas encore d'évaluation
- Manual de Inyeccion de PlasticosDocument12 pagesManual de Inyeccion de PlasticosMichel Ballares RodríguezPas encore d'évaluation
- Análisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasDocument7 pagesAnálisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasJhon SmithPas encore d'évaluation
- Extrusion II 3Document70 pagesExtrusion II 3Andres Damian Vallejo100% (4)
- Diseño de MoldesDocument15 pagesDiseño de MoldesbryanPas encore d'évaluation
- Curso de Inyeccion-Termoplasticos-CompletoDocument64 pagesCurso de Inyeccion-Termoplasticos-Completocatio000100% (5)
- Informe Inyección de PlásticoDocument14 pagesInforme Inyección de PlásticoJhostin Cárdenas Rubio100% (1)
- Moldeo Por InyecciónDocument20 pagesMoldeo Por InyecciónZamir DiazPas encore d'évaluation
- Técnicas de moldeo plásticosDocument9 pagesTécnicas de moldeo plásticosCristhian TorrejónPas encore d'évaluation
- Lab.9 Fundicion y Moldeo de PlasticosDocument44 pagesLab.9 Fundicion y Moldeo de PlasticosEdizon Colquichagua100% (1)
- Cómo Embutir en FríoDocument7 pagesCómo Embutir en Fríokemuel angelPas encore d'évaluation
- Preform AsDocument20 pagesPreform AsSamy DavilaPas encore d'évaluation
- Procesos con Resinas ManufacturaDocument3 pagesProcesos con Resinas ManufacturaooooooooooooooollaaaPas encore d'évaluation
- Concresive Liquid LPLDocument3 pagesConcresive Liquid LPLRaul CabanillasPas encore d'évaluation
- Moldeo por transferencia de resina - Proceso RTMDocument18 pagesMoldeo por transferencia de resina - Proceso RTMCamila Alejandra R. FuertesPas encore d'évaluation
- Amercoat 450h PdsDocument3 pagesAmercoat 450h PdsalexPas encore d'évaluation
- Curso manejo resinas fibra vidrioDocument19 pagesCurso manejo resinas fibra vidriokirtclemPas encore d'évaluation
- Sistema de Inyeccion de PlasticosDocument51 pagesSistema de Inyeccion de PlasticosFreddy Alexander Maldonado Valero100% (3)
- CuestionarioDocument4 pagesCuestionarioSteven SilvaPas encore d'évaluation
- Procesos de Pintura ElectrostaticaDocument10 pagesProcesos de Pintura ElectrostaticawsalcedoPas encore d'évaluation
- Duplicado de ModelosDocument26 pagesDuplicado de ModelosOrlando Rodríguez67% (12)
- Dimetcote 9 Ficha TecnicaDocument6 pagesDimetcote 9 Ficha Tecnicafrancisco javier rubioPas encore d'évaluation
- Sigmaguard CSF 585Document6 pagesSigmaguard CSF 585francisco javier rubioPas encore d'évaluation
- Planificacion Lengua 2017Document4 pagesPlanificacion Lengua 2017Carolina FauPas encore d'évaluation
- Animación A La Lectura (Cuentos)Document7 pagesAnimación A La Lectura (Cuentos)torrecita81Pas encore d'évaluation
- Comunicación AsertivaDocument8 pagesComunicación AsertivaEvelyn ArandaPas encore d'évaluation
- Lumbalgia Aguda y Cronica AhrDocument58 pagesLumbalgia Aguda y Cronica AhrVictor ApolonioPas encore d'évaluation
- Plan Lector Capitulo 1Document3 pagesPlan Lector Capitulo 1CherlyPas encore d'évaluation
- Anejo 6d-Acta de Incidencia Consolidacion Electores y Papeletas - SJ 004 FinalDocument1 pageAnejo 6d-Acta de Incidencia Consolidacion Electores y Papeletas - SJ 004 FinalMetro Puerto RicoPas encore d'évaluation
- Resumen de Sistemas de Informacion GerencialDocument58 pagesResumen de Sistemas de Informacion Gerencialanon_426267517Pas encore d'évaluation
- Construyamos Arcas - Oscar Fonck SievekingDocument224 pagesConstruyamos Arcas - Oscar Fonck SievekingTaranis Vrileo100% (6)
- Caso Practico U1, OyGDocument8 pagesCaso Practico U1, OyGBackground TeamPas encore d'évaluation
- s3.Pnp. Rafael - EscuadronDocument74 pagess3.Pnp. Rafael - EscuadronRenato VigilPas encore d'évaluation
- Qué son los COPsDocument16 pagesQué son los COPsLLCGPas encore d'évaluation
- PROPIEDAD Y DESALOJODocument10 pagesPROPIEDAD Y DESALOJODavids QVPas encore d'évaluation
- Pie DiabeticoDocument25 pagesPie DiabeticoYuri melisa Montenegro HidalgoPas encore d'évaluation
- Lista de Emperadores RomanosDocument7 pagesLista de Emperadores RomanosGonzalo MantillaPas encore d'évaluation
- STS I-4.1.B Presentación de Power Point PDFDocument23 pagesSTS I-4.1.B Presentación de Power Point PDFlina raquel vergara alfaroPas encore d'évaluation
- Trabajo Escrito Teoria de La DependenciaDocument9 pagesTrabajo Escrito Teoria de La Dependenciaanon_118725792Pas encore d'évaluation
- Práctica UNIDAD 2 Función CuadráticaDocument5 pagesPráctica UNIDAD 2 Función Cuadráticarobertodelgrosso7781Pas encore d'évaluation
- La Eucaristia en Diversas SituacionesDocument28 pagesLa Eucaristia en Diversas SituacionesJuan de Dios Castillo EncinasPas encore d'évaluation
- Información y Atención Al Cliente. Consumidor. UsuarioDocument18 pagesInformación y Atención Al Cliente. Consumidor. Usuariokathy angomas santanaPas encore d'évaluation
- Los Terpenos Son Hidrocarburos Que Pueden Verse Como Una Combinación de Numerosas Unidades IsoprenoDocument1 pageLos Terpenos Son Hidrocarburos Que Pueden Verse Como Una Combinación de Numerosas Unidades IsoprenoHector Eduardo Martinez GomezPas encore d'évaluation
- Adaptación TMMS-24 (Trait Meta-Mood Scale)Document7 pagesAdaptación TMMS-24 (Trait Meta-Mood Scale)Armando RoblesPas encore d'évaluation
- Soluciones ElectrolíticasDocument22 pagesSoluciones ElectrolíticasKevin JosuePas encore d'évaluation
- Antologia de AniversarioDocument293 pagesAntologia de AniversarioNoelia Franco Comunicaciones100% (1)
- Terapia Auditiva Verbal IDocument34 pagesTerapia Auditiva Verbal IValentina Arriagada CorralesPas encore d'évaluation
- Resumen Del Libro "Motivar para Ganar"Document14 pagesResumen Del Libro "Motivar para Ganar"Romi DominzaínPas encore d'évaluation
- Secuencia Didáctica - Expresión CorporalDocument3 pagesSecuencia Didáctica - Expresión CorporalFranca PaezPas encore d'évaluation
- Muri, Mura, Muda y Los 7 DesperdiciosDocument9 pagesMuri, Mura, Muda y Los 7 DesperdiciosVictor Hernandez ArchundiaPas encore d'évaluation
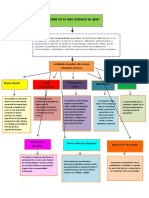
- CÓMO SER UN BUEN ESTUDIANTE EN LÍNEA Mapa ConceptualDocument1 pageCÓMO SER UN BUEN ESTUDIANTE EN LÍNEA Mapa ConceptualEsthela FloresPas encore d'évaluation
- 01 Interpretacion de Pruebas DiagnosticasDocument26 pages01 Interpretacion de Pruebas DiagnosticasAlejandro VillaseñorPas encore d'évaluation
- Semana N°19 (El Boom Hispanoamericano)Document3 pagesSemana N°19 (El Boom Hispanoamericano)Carlos M.0% (1)