Vous aimerez peut-être aussi
- Mantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409D'EverandMantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409Évaluation : 4 sur 5 étoiles4/5 (1)
- Balance de Materia PortafolioDocument23 pagesBalance de Materia PortafolioALEJANDRO FABRICIO PACHECO ZERONPas encore d'évaluation
- Eficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108D'EverandEficiencia energética en las instalaciones de calefacción y acs en los edificios. ENAC0108Pas encore d'évaluation
- Compresibilidad Isotermica de Los AceitesDocument6 pagesCompresibilidad Isotermica de Los AceitesOctavio TolentinoPas encore d'évaluation
- Montaje y reparación de sistemas neumáticos e hidráulicos bienes de equipo y máquinas industriales. FMEE0208D'EverandMontaje y reparación de sistemas neumáticos e hidráulicos bienes de equipo y máquinas industriales. FMEE0208Pas encore d'évaluation
- Circuitos Hidraulicos y NeumaticosDocument6 pagesCircuitos Hidraulicos y Neumaticosludica66Pas encore d'évaluation
- Operaciones unitarias y proceso químico. QUIE0108: Operaciones básicas en planta químicaD'EverandOperaciones unitarias y proceso químico. QUIE0108: Operaciones básicas en planta químicaPas encore d'évaluation
- Balance de Materia y Energía 2018: "La Masa No Se Crea Ni Se Destruye"Document25 pagesBalance de Materia y Energía 2018: "La Masa No Se Crea Ni Se Destruye"Ivette Pebes CabreraPas encore d'évaluation
- UF1026 - Caracterización de procesos e instalaciones frigoríficasD'EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasÉvaluation : 4 sur 5 étoiles4/5 (1)
- Unidad I TermDocument18 pagesUnidad I TermVictor Hugo Martinez PachecoPas encore d'évaluation
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108D'EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Évaluation : 4.5 sur 5 étoiles4.5/5 (8)
- Circuitos Hidraulicos y Neumaticos - Sintesis Unidad 1 - Matu Pech Aldo GermainDocument49 pagesCircuitos Hidraulicos y Neumaticos - Sintesis Unidad 1 - Matu Pech Aldo GermainMiltom Anzures0% (1)
- Dialnet SistemaParaMedirLaCompresibilidadIsotermicaDeAceit 4820984Document6 pagesDialnet SistemaParaMedirLaCompresibilidadIsotermicaDeAceit 4820984Gustavo Valdez BejaranoPas encore d'évaluation
- Practica 1Document25 pagesPractica 1LIZETH MANUEL CELAYAPas encore d'évaluation
- Impacto de las nuevas disposiciones en proyectos de gas naturalDocument101 pagesImpacto de las nuevas disposiciones en proyectos de gas naturalChristian Bravo100% (1)
- Sistemas neumáticos e hidráulicos: conceptos básicosDocument40 pagesSistemas neumáticos e hidráulicos: conceptos básicosAlexPas encore d'évaluation
- Hidraulica y Neumatica ContenidoDocument8 pagesHidraulica y Neumatica ContenidosimonarangoPas encore d'évaluation
- PRACTICA Y ANALISIS.Document16 pagesPRACTICA Y ANALISIS.Brandon LópezPas encore d'évaluation
- GASODUCTODocument16 pagesGASODUCTORoberth Daniel JimenezPas encore d'évaluation
- Neumática e HidráulicaDocument15 pagesNeumática e Hidráulicaaciuest2911Pas encore d'évaluation
- CartillaConecte Neumática Industrial VFDocument122 pagesCartillaConecte Neumática Industrial VFLaura PrietoPas encore d'évaluation
- Eter2 U1 A3 EdmsDocument6 pagesEter2 U1 A3 EdmsLalo Marti50% (2)
- Instrumentacion para Sistemas Automatizados de Medicion Dinamica de HidrocarburosDocument9 pagesInstrumentacion para Sistemas Automatizados de Medicion Dinamica de HidrocarburosCristhian LeonardoPas encore d'évaluation
- Sistema de generación de vapor en refineríaDocument11 pagesSistema de generación de vapor en refineríanatanael quiñonePas encore d'évaluation
- Análisis del golpe de ariete en un sistema hidráulicoDocument20 pagesAnálisis del golpe de ariete en un sistema hidráulicofrancisco100% (1)
- Tesis DESCRIPCION TECNICA DE LA GRUA DE CARGA DEL LABORATORIO DE MAQUINAS TERMICASDocument16 pagesTesis DESCRIPCION TECNICA DE LA GRUA DE CARGA DEL LABORATORIO DE MAQUINAS TERMICASManuel U. HuletaPas encore d'évaluation
- Cuestionario de OleoneumaticaDocument14 pagesCuestionario de OleoneumaticaCuautli MendozaPas encore d'évaluation
- Analisis NodalDocument8 pagesAnalisis NodalDavidPas encore d'évaluation
- Tarea 9 Actuadores HidraulicosDocument7 pagesTarea 9 Actuadores HidraulicosCarlos FyPas encore d'évaluation
- Proyecto Instrumentacion - Instrumentos y Proceso de Pasteurizacion de Leche (TUNSHI-ESPOCH) - TUQUINGA, CAUJA, RAMIREZDocument14 pagesProyecto Instrumentacion - Instrumentos y Proceso de Pasteurizacion de Leche (TUNSHI-ESPOCH) - TUQUINGA, CAUJA, RAMIREZAlex RamirezPas encore d'évaluation
- Tema 6 NeumáticaDocument33 pagesTema 6 NeumáticaMaría Lozano GarcíaPas encore d'évaluation
- MANUAL DE PROCEDIMIENTOS PARA EL MANTENIMIENTO A .CDocument34 pagesMANUAL DE PROCEDIMIENTOS PARA EL MANTENIMIENTO A .CJOSE JUAN BARAJAS REYESPas encore d'évaluation
- ALUMNO UNIDAD 1 OleohidraulicaDocument22 pagesALUMNO UNIDAD 1 Oleohidraulicacamila valdiviaPas encore d'évaluation
- Datos Basicos de Neumatica y Oleo HidraulicaDocument6 pagesDatos Basicos de Neumatica y Oleo HidraulicaCristian Paúl Torres DíazPas encore d'évaluation
- Medidas para El Incremento de La Eficiencia Energética en Una TurbinaDocument9 pagesMedidas para El Incremento de La Eficiencia Energética en Una TurbinaErick AzcáratePas encore d'évaluation
- Unidad 1. Balance de Materia-Energi A y La Ingenieri ADocument27 pagesUnidad 1. Balance de Materia-Energi A y La Ingenieri AJose Mario100% (1)
- Sistemas PropulsivosDocument3 pagesSistemas PropulsivosChristian GEPas encore d'évaluation
- TyuiopDocument19 pagesTyuiopErikaPradoPas encore d'évaluation
- 01.turbina de GasDocument61 pages01.turbina de GasAndrea MillánPas encore d'évaluation
- Paper - Análisis Energético y Exergético de Calderas IndustrialesDocument18 pagesPaper - Análisis Energético y Exergético de Calderas IndustrialesHeitor NoratPas encore d'évaluation
- Laboratorio Nº7 - CompresoresDocument7 pagesLaboratorio Nº7 - CompresoresMaría Inés Argomedo ReyesPas encore d'évaluation
- INFORMEDocument12 pagesINFORMEAlex feaguiPas encore d'évaluation
- Informe Final Balance de Materia y Energía-1Document10 pagesInforme Final Balance de Materia y Energía-1Saul Orellana YallicoPas encore d'évaluation
- Sistema Hidráulico TrasvaseDocument21 pagesSistema Hidráulico TrasvaseMauroPas encore d'évaluation
- Impacto de la temperatura G4Document10 pagesImpacto de la temperatura G4joseph garciaPas encore d'évaluation
- Planta compresora de gas: funcionamiento y componentesDocument45 pagesPlanta compresora de gas: funcionamiento y componentesMaricela ArredondoPas encore d'évaluation
- Sistema de Suspencion Neumatica - Cesar Toledo PDFDocument11 pagesSistema de Suspencion Neumatica - Cesar Toledo PDFAngel RMPas encore d'évaluation
- Fundamentos de Neum+íticaDocument82 pagesFundamentos de Neum+íticaJorge Perez DzulPas encore d'évaluation
- Compresores: tipos, partes y aplicacionesDocument5 pagesCompresores: tipos, partes y aplicacionesviviana diazPas encore d'évaluation
- Perez Lopez Cesar Eduardo, Ing Rios TrabajoDocument38 pagesPerez Lopez Cesar Eduardo, Ing Rios TrabajoCesar Eduardo Perez LopezPas encore d'évaluation
- Caudal de fugas gas naturalDocument3 pagesCaudal de fugas gas naturaldracar_79Pas encore d'évaluation
- Sistemas de medición de flujo de gas para transferencia de custodiaDocument64 pagesSistemas de medición de flujo de gas para transferencia de custodiaLuis RiveraPas encore d'évaluation
- Informe de Diagnosticos y Sistema HidraulicoDocument28 pagesInforme de Diagnosticos y Sistema HidraulicoCésar Díaz Fuentes50% (2)
- Multiple de Segragación Complejo MuscarDocument15 pagesMultiple de Segragación Complejo MuscarmariaPas encore d'évaluation
- Informe NeumaticaDocument7 pagesInforme NeumaticanohePas encore d'évaluation
- Admin,+art7 +no3+2020Document12 pagesAdmin,+art7 +no3+2020Kevin HuilcaremaPas encore d'évaluation
- Resumen Neumatica Segun Plan de EstudioDocument9 pagesResumen Neumatica Segun Plan de EstudioFernando RamosPas encore d'évaluation
- Informe 1 Mecanica de FluidosDocument7 pagesInforme 1 Mecanica de FluidosAndrea OsunaPas encore d'évaluation
- Tomo Ii PFCDocument143 pagesTomo Ii PFCshenPas encore d'évaluation
- Apuntes 4 NeumaticaDocument6 pagesApuntes 4 NeumaticahernryPas encore d'évaluation
- InformacionDocument7 pagesInformacionjoinerjs2021Pas encore d'évaluation
- Algoritmo BANC1Document4 pagesAlgoritmo BANC1joinerjs2021Pas encore d'évaluation
- Grupos Culturales Del Municipio Alberto Arvelo TorrealbaDocument1 pageGrupos Culturales Del Municipio Alberto Arvelo Torrealbajoinerjs2021Pas encore d'évaluation
- Lamparas de EmergenciaDocument3 pagesLamparas de Emergenciajoinerjs2021Pas encore d'évaluation
- Algebra LinealDocument5 pagesAlgebra Linealjoinerjs2021Pas encore d'évaluation
- Desarrollo Del SoftwareDocument1 pageDesarrollo Del Softwarejoinerjs2021Pas encore d'évaluation
- Form Plan de EvaDocument1 pageForm Plan de Evajoinerjs2021Pas encore d'évaluation
- Planos FotograficosDocument14 pagesPlanos Fotograficosjoinerjs2021Pas encore d'évaluation
- Java UbvDocument4 pagesJava Ubvjoinerjs2021Pas encore d'évaluation
- Informe PasantiasDocument54 pagesInforme Pasantiasjoinerjs2021100% (1)
- EtherneteIEEE802.3yArquitecturadeTCP IPDocument49 pagesEtherneteIEEE802.3yArquitecturadeTCP IPjoinerjs2021Pas encore d'évaluation
- Toma de Decisiones en Situación de Certeza, Riesgo e Incertidumbre V4Document10 pagesToma de Decisiones en Situación de Certeza, Riesgo e Incertidumbre V4Marcos Anibal MarcosPas encore d'évaluation
- Estadistica DescriptivaDocument16 pagesEstadistica Descriptivajoinerjs2021Pas encore d'évaluation
- Ambientes y Criterios para La Toma de DecisionesDocument3 pagesAmbientes y Criterios para La Toma de DecisionesRuth Molina Hernandez100% (4)
- Ejercicio de La Ciudadania - OrlandoDocument4 pagesEjercicio de La Ciudadania - Orlandojoinerjs2021Pas encore d'évaluation
- Auditoría AplicacionesDocument49 pagesAuditoría Aplicacionesjoinerjs2021Pas encore d'évaluation
- Riego Por SuperficieDocument93 pagesRiego Por SuperficieVictor Vedia PachecoPas encore d'évaluation
- UNIDAD 1 Implantación de SistemasDocument11 pagesUNIDAD 1 Implantación de Sistemasjoinerjs2021100% (2)
- La ComunicaciónDocument5 pagesLa Comunicaciónjoinerjs2021Pas encore d'évaluation
- La Investigacion CientificaDocument1 pageLa Investigacion Cientificajoinerjs2021Pas encore d'évaluation
- Formato de Validación Del InstrumentoDocument7 pagesFormato de Validación Del Instrumentojoinerjs2021Pas encore d'évaluation
- EvaluaciónDocument1 pageEvaluaciónjoinerjs2021Pas encore d'évaluation
- Origen Del Recurso HumanoDocument7 pagesOrigen Del Recurso Humanojoinerjs2021Pas encore d'évaluation
- Características Del CapitalismoDocument3 pagesCaracterísticas Del Capitalismojoinerjs2021Pas encore d'évaluation
- Tecnicas e Instrumentos de EvaluaciónDocument9 pagesTecnicas e Instrumentos de Evaluaciónjoinerjs2021Pas encore d'évaluation
- Expo ImplantaciónDocument13 pagesExpo Implantaciónjoinerjs2021Pas encore d'évaluation
- Pecuaria - Hermana de ElizabethDocument13 pagesPecuaria - Hermana de Elizabethjoinerjs2021Pas encore d'évaluation
- Chuy - Archivos Software y Plataformas de SistemasDocument11 pagesChuy - Archivos Software y Plataformas de Sistemasjoinerjs2021Pas encore d'évaluation
- Cava TorácicaDocument12 pagesCava Torácicajoinerjs2021Pas encore d'évaluation
- Gestión de Entradas y SalidasDocument7 pagesGestión de Entradas y Salidasjoinerjs2021Pas encore d'évaluation
- MSDS SikaGrind 363Document5 pagesMSDS SikaGrind 363Alex CristobalPas encore d'évaluation
- Consultas Complejas - JOINDocument31 pagesConsultas Complejas - JOINSergio Palacios Chancafe33% (3)
- Guia AnalisisDocument9 pagesGuia Analisislasaroquesada7450% (2)
- Play ComicDocument7 pagesPlay ComicVictor AlcoPas encore d'évaluation
- PROCEDIMIENTO CONSTRUCTIVO - PROYECTO MINAGRI INCOTsssDocument3 pagesPROCEDIMIENTO CONSTRUCTIVO - PROYECTO MINAGRI INCOTssspronexisPas encore d'évaluation
- Protesis de Pierna RoboticaDocument2 pagesProtesis de Pierna RoboticaseyergusPas encore d'évaluation
- Ojos AnimatrónicosDocument3 pagesOjos AnimatrónicosRodrigo CoriaPas encore d'évaluation
- M13 U2 A2 PonceomdDocument8 pagesM13 U2 A2 PonceomdMauricio PoncePas encore d'évaluation
- Manejo Del RatonDocument3 pagesManejo Del Ratonjabel68Pas encore d'évaluation
- Dat HD Boss 790 Long Range149741 Lanzamiento - Es-1Document2 pagesDat HD Boss 790 Long Range149741 Lanzamiento - Es-1miniPas encore d'évaluation
- El Hipertexto y La Teoría CritícaDocument26 pagesEl Hipertexto y La Teoría CritícaJuan Manuel Zurita Sánchez100% (1)
- Resumen de IncoDocument23 pagesResumen de IncoMaximiliano LamasPas encore d'évaluation
- A2 DVMHDocument10 pagesA2 DVMHvanistel vanistelPas encore d'évaluation
- Cuestionario G5Document4 pagesCuestionario G5FLOR DE MARIA GUTIERREZ LEALPas encore d'évaluation
- TRABAJOFINAL TR1 Calidad Total)Document7 pagesTRABAJOFINAL TR1 Calidad Total)Renan DroidPas encore d'évaluation
- Cambiar Las Canciones A Algunos Juegos de PSP Yo Usare Como Ejemplo El Burnout LegendsDocument2 pagesCambiar Las Canciones A Algunos Juegos de PSP Yo Usare Como Ejemplo El Burnout LegendsreevildioPas encore d'évaluation
- (CITROEN) Manual de Taller Citroen C6 2005 PDFDocument222 pages(CITROEN) Manual de Taller Citroen C6 2005 PDFtatianaPas encore d'évaluation
- Catalogo CentenarioDocument8 pagesCatalogo CentenarioamadoromanPas encore d'évaluation
- Catalogo General Esquemas Tecnicos PDFDocument62 pagesCatalogo General Esquemas Tecnicos PDFalex_tamayo_7Pas encore d'évaluation
- Cómo funciona la seguridad en InternetDocument77 pagesCómo funciona la seguridad en InternetJesus Kyrie EleisonPas encore d'évaluation
- Higiene PosturalDocument6 pagesHigiene PosturalADRIANA RIVADENEIRAPas encore d'évaluation
- Informe Ejecutivo EpmDocument9 pagesInforme Ejecutivo EpmAndrés LópezPas encore d'évaluation
- Metrologia PDFDocument124 pagesMetrologia PDFJuan Rjas100% (1)
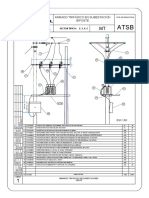
- MT Sed Atsb 22.9Document2 pagesMT Sed Atsb 22.9WinstonArrieta100% (2)
- Taller 2Document16 pagesTaller 2alejo388167% (9)
- Voz Sobre IPDocument79 pagesVoz Sobre IPENKELLYGRAGONPas encore d'évaluation
- Decreto 60/02Document23 pagesDecreto 60/02Nathalie MeloPas encore d'évaluation
- Dafo Empresa Manuelita S.A.Document3 pagesDafo Empresa Manuelita S.A.AriannaPas encore d'évaluation
- Temporizadores ENYA Serie - Retardos, Impulsos y Ciclos SimétricosDocument3 pagesTemporizadores ENYA Serie - Retardos, Impulsos y Ciclos SimétricosClaudio Patricio Zarate VidalPas encore d'évaluation