Vous aimerez peut-être aussi
- Estimation Man HourDocument241 pagesEstimation Man HourAnonymous ynJByUs52% (42)
- Tube To Tube SheetDocument59 pagesTube To Tube Sheet0101100175% (12)
- PWHTDocument30 pagesPWHT9490233523Pas encore d'évaluation
- Asme VIIIDocument61 pagesAsme VIIIPand AemonaEon100% (3)
- Workover Operations ManualDocument17 pagesWorkover Operations ManualMoayad Bilal80% (5)
- Generic Well Test ProgramDocument9 pagesGeneric Well Test Programinyene ekerePas encore d'évaluation
- TEMA Standards Inquiries 2020Document24 pagesTEMA Standards Inquiries 2020Nisarg Patel100% (1)
- Itp For Ug PipelineDocument3 pagesItp For Ug PipelineJustin Alwar100% (1)
- Tema ChecklistDocument2 pagesTema ChecklistAdrian Stoicescu100% (1)
- Vacuum Leakage TestDocument11 pagesVacuum Leakage Testsambhu100% (1)
- Air TicketDocument3 pagesAir TicketJustin AlwarPas encore d'évaluation
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- Nuclear ReactorsDocument45 pagesNuclear ReactorsAtul100% (3)
- Tube To Tube SheetDocument9 pagesTube To Tube Sheetcmpatel_00100% (2)
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDocument7 pagesHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaPas encore d'évaluation
- Shell & Tube Heat Exchanger - PresentationDocument17 pagesShell & Tube Heat Exchanger - Presentationtantri.hellyantiPas encore d'évaluation
- Trailblazer 28288123 PDFDocument300 pagesTrailblazer 28288123 PDFkamote ka0% (1)
- SHELL BOILERS - Guidelines For ExaminationDocument28 pagesSHELL BOILERS - Guidelines For ExaminationSH1961100% (1)
- Method Statment For Earthing InstallationDocument8 pagesMethod Statment For Earthing InstallationJustin AlwarPas encore d'évaluation
- Completions Basics: Key Downhole Tools and Their FunctionsDocument89 pagesCompletions Basics: Key Downhole Tools and Their FunctionsMuhammad Shahrukh100% (1)
- Jutasama Tube Expansion ProcedureDocument3 pagesJutasama Tube Expansion Procedurefizanlamin100% (1)
- ASME Pressure VesselsDocument41 pagesASME Pressure VesselsJawed Akhter100% (1)
- Methods of Tube Expansion in Tube To TubDocument19 pagesMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Welcome To: Training Program On ASME Sec. VIII Div. 1Document120 pagesWelcome To: Training Program On ASME Sec. VIII Div. 1Wilson Wilfredo Yucra Paco100% (1)
- PWHTDocument103 pagesPWHTChetan B KapadiaPas encore d'évaluation
- 16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Document28 pages16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Fauzan Rusmayadi Reharder100% (1)
- Tube To Tube-Sheet Expansion ProcedureDocument4 pagesTube To Tube-Sheet Expansion ProcedureMuhammadShabbirPas encore d'évaluation
- Inspection of Double Tube Sheet Exch - Presentation1Document37 pagesInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariPas encore d'évaluation
- PWHTDocument13 pagesPWHTcv100% (2)
- Method Statment For Earthing InstallationDocument8 pagesMethod Statment For Earthing InstallationJustin AlwarPas encore d'évaluation
- Boiler Hydro Test by R K JaintDocument9 pagesBoiler Hydro Test by R K JaintRajeevAgrawalPas encore d'évaluation
- Tube Sheet ProceduresDocument20 pagesTube Sheet ProceduresLcm TnlPas encore d'évaluation
- Literature On Boiler Tube Fitup by ExpandingDocument17 pagesLiterature On Boiler Tube Fitup by Expandingakv030011Pas encore d'évaluation
- Tube-to-Tubesheet Joints - BaherDocument51 pagesTube-to-Tubesheet Joints - BaherNAMO100% (3)
- Work Instruction On Tube ExpansionDocument40 pagesWork Instruction On Tube Expansionjayaarnav100% (1)
- Pap 2Document68 pagesPap 2Aziz SyahrizalPas encore d'évaluation
- Double Pipe Heat ExchangerDocument6 pagesDouble Pipe Heat ExchangerharisPas encore d'évaluation
- Tube Expander Design UsageDocument19 pagesTube Expander Design UsageJaroslaw PoplawskiPas encore d'évaluation
- Workover Operations ManualDocument17 pagesWorkover Operations ManualAbdelhak HadjiPas encore d'évaluation
- Special Flange Joints Used in Floating-Head Shell-And-Tube Heat ExchangersDocument5 pagesSpecial Flange Joints Used in Floating-Head Shell-And-Tube Heat ExchangersBramJanssen76Pas encore d'évaluation
- STAHL Crane PDFDocument18 pagesSTAHL Crane PDFJustin AlwarPas encore d'évaluation
- Boiler Tube Plugging PDFDocument3 pagesBoiler Tube Plugging PDFCarlos Anibal OrtizPas encore d'évaluation
- Sizing of Oil Water SeparatorDocument21 pagesSizing of Oil Water SeparatorJustin AlwarPas encore d'évaluation
- Tube To Tube-Sheet Welding For Special Process Heat ExchangersDocument16 pagesTube To Tube-Sheet Welding For Special Process Heat Exchangers4nagPas encore d'évaluation
- How To View The Material Certificate? - Part 1: EN10204 HISTORYDocument11 pagesHow To View The Material Certificate? - Part 1: EN10204 HISTORYQaisir MehmoodPas encore d'évaluation
- Calculate Shell and Stem ThicknessDocument16 pagesCalculate Shell and Stem Thicknesspatiltushar79Pas encore d'évaluation
- En 13445 WPS PQR WPQDocument5 pagesEn 13445 WPS PQR WPQmuhammad hadiPas encore d'évaluation
- U Tube BendDocument1 pageU Tube BendMangesh BanalePas encore d'évaluation
- Boiler Tube ExpandersDocument44 pagesBoiler Tube Expandersajay_malik_4Pas encore d'évaluation
- Tube Expansion: A Seminar Report OnDocument27 pagesTube Expansion: A Seminar Report OnzalabiPas encore d'évaluation
- 3.06 A Pressure Testing of PipingDocument22 pages3.06 A Pressure Testing of PipingVivek PatilPas encore d'évaluation
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsEhsan KhanPas encore d'évaluation
- Percentage Wall Reduction Is The Most FrequentlyDocument4 pagesPercentage Wall Reduction Is The Most Frequentlysanketpavi21Pas encore d'évaluation
- Hydrualic Tube Expansion Vs Metallic Tube ExpansionDocument3 pagesHydrualic Tube Expansion Vs Metallic Tube ExpansionNath BoyapatiPas encore d'évaluation
- Heat Exchanger Gaskets 1 PDFDocument2 pagesHeat Exchanger Gaskets 1 PDFMuhammad Aftab AhmedPas encore d'évaluation
- PWHTDocument57 pagesPWHTssPas encore d'évaluation
- Oil Gas Construction Factory L.L.CDocument2 pagesOil Gas Construction Factory L.L.CRenny DevassyPas encore d'évaluation
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarPas encore d'évaluation
- 529457Document16 pages529457Sundara VeerrajuPas encore d'évaluation
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrPas encore d'évaluation
- Tube Expander-Tools PDFDocument120 pagesTube Expander-Tools PDFmarceilinus devaluantoPas encore d'évaluation
- Tube Expansion Report Format r.0Document1 pageTube Expansion Report Format r.0fizanlamin100% (2)
- Production Test CouponDocument4 pagesProduction Test CouponAbhijeet SahuPas encore d'évaluation
- B16 47 PDFDocument25 pagesB16 47 PDFSH1961Pas encore d'évaluation
- Correct Expansion of Heat Exchanger - Boiler Tubes PDFDocument4 pagesCorrect Expansion of Heat Exchanger - Boiler Tubes PDFعزت عبد المنعمPas encore d'évaluation
- Method Statement Construction & Casting of Concrete Manholes P-4Document6 pagesMethod Statement Construction & Casting of Concrete Manholes P-4a.nunezPas encore d'évaluation
- Summary of HDD WorksDocument3 pagesSummary of HDD WorksSeif ElsaiePas encore d'évaluation
- MS-Installation & Testing of HDPE.Document6 pagesMS-Installation & Testing of HDPE.RAMY ABOU AL DAHABPas encore d'évaluation
- SAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodDocument10 pagesSAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodBep De JongPas encore d'évaluation
- 6 Inch Seamless Pipe Certificate2Document1 page6 Inch Seamless Pipe Certificate2Justin AlwarPas encore d'évaluation
- Special Category InstructionsDocument2 pagesSpecial Category InstructionsJustin AlwarPas encore d'évaluation
- Brick Wall ConstructionDocument3 pagesBrick Wall ConstructionJustin AlwarPas encore d'évaluation
- User Manual For Contractors For E-Auction For Earning-Leasing Contracts Version 1.0Document51 pagesUser Manual For Contractors For E-Auction For Earning-Leasing Contracts Version 1.0Justin AlwarPas encore d'évaluation
- Site Layout - Rev 0Document1 pageSite Layout - Rev 0Justin AlwarPas encore d'évaluation
- Igc NocDocument1 pageIgc NocJustin AlwarPas encore d'évaluation
- Crane Hoist Enquiry1 PDFDocument1 pageCrane Hoist Enquiry1 PDFJustin AlwarPas encore d'évaluation
- Igc List of Employees To BemcoDocument1 pageIgc List of Employees To BemcoJustin AlwarPas encore d'évaluation
- 18Document5 pages18MouradDjebriPas encore d'évaluation
- CP Basics9 2011Document8 pagesCP Basics9 2011Antonis BafatakisPas encore d'évaluation
- Invoice of DocumentsDocument1 pageInvoice of DocumentsJustin AlwarPas encore d'évaluation
- Sathya Rao Visit VisaDocument1 pageSathya Rao Visit VisaJustin AlwarPas encore d'évaluation
- HSI steel company profileDocument58 pagesHSI steel company profileJustin AlwarPas encore d'évaluation
- Crane Hoist Enquiry1Document1 pageCrane Hoist Enquiry1Justin AlwarPas encore d'évaluation
- JO Mr. VeerrajuDocument1 pageJO Mr. VeerrajuJustin AlwarPas encore d'évaluation
- Stainless Steel GradesDocument4 pagesStainless Steel GradesSathish KumarPas encore d'évaluation
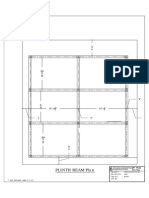
- Plinth Beam Plan: All Beams Are 9"X12"Document1 pagePlinth Beam Plan: All Beams Are 9"X12"Justin AlwarPas encore d'évaluation
- Sleeve Fab RefDocument10 pagesSleeve Fab RefJustin AlwarPas encore d'évaluation
- PitDocument2 pagesPitJustin AlwarPas encore d'évaluation
- Crane Girder Wheels Data PDFDocument56 pagesCrane Girder Wheels Data PDFJustin AlwarPas encore d'évaluation
- Typical Sleeves Inside Diameter For FabricationDocument1 pageTypical Sleeves Inside Diameter For FabricationJustin AlwarPas encore d'évaluation
- MBBS ScheduleDocument31 pagesMBBS ScheduleSONUSURAJVERMASONUPas encore d'évaluation
- Steel Make and FormsDocument1 pageSteel Make and FormsJustin AlwarPas encore d'évaluation
- COMEC Modular Storage SolutionsDocument8 pagesCOMEC Modular Storage SolutionsPedro ChapadoPas encore d'évaluation
- Evaporation: (I) Vapour PressureDocument15 pagesEvaporation: (I) Vapour Pressurevenka07Pas encore d'évaluation
- Tetra Cardboard Packer 70 - CopyDocument808 pagesTetra Cardboard Packer 70 - CopyOmar AlneasPas encore d'évaluation
- BHEL - PresentationDocument32 pagesBHEL - Presentationsenthil031277Pas encore d'évaluation
- SCT3030AL: 650V V R (Typ.) 30mDocument14 pagesSCT3030AL: 650V V R (Typ.) 30mSas Pro EletronicaPas encore d'évaluation
- Computer Aided Design Course Code: 3341904Document7 pagesComputer Aided Design Course Code: 3341904Dhaval UpadhyayPas encore d'évaluation
- Military Standard for Circular Connector Insert ArrangementsDocument59 pagesMilitary Standard for Circular Connector Insert ArrangementsVadim RiabovPas encore d'évaluation
- Manufacturing of Urea Through Synthetic Ammonia Project ReportDocument5 pagesManufacturing of Urea Through Synthetic Ammonia Project ReportvishnuPas encore d'évaluation
- Common Base (BJT) - Common Gate (MOSFET) CircuitsDocument3 pagesCommon Base (BJT) - Common Gate (MOSFET) CircuitsUtpal100% (3)
- Manual Akaso V50 XDocument44 pagesManual Akaso V50 XLucas T. CavalcantiPas encore d'évaluation
- Iec 62097-2009Document170 pagesIec 62097-2009luis.alvaradoPas encore d'évaluation
- Dod P 16232FDocument24 pagesDod P 16232FArturo PalaciosPas encore d'évaluation
- Hardness Vs TextureDocument5 pagesHardness Vs TextureShofa R HaqPas encore d'évaluation
- Autocad 2010 Tutorial Series Autocad Mechanical 2010 Tutorial SeriesDocument4 pagesAutocad 2010 Tutorial Series Autocad Mechanical 2010 Tutorial Seriesbdi_roPas encore d'évaluation
- 02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsDocument33 pages02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsMohammad HayaziePas encore d'évaluation
- E 20925Document214 pagesE 20925Ahmed ElshowbkeyPas encore d'évaluation
- Applications: H D P TDocument2 pagesApplications: H D P TEnrique MurgiaPas encore d'évaluation
- Performance Fluids Oh32 Oh150 Hydraulic OilDocument3 pagesPerformance Fluids Oh32 Oh150 Hydraulic Oilpancho7rPas encore d'évaluation
- Ibm Lenovo Whistler Rev s1.3 SCHDocument52 pagesIbm Lenovo Whistler Rev s1.3 SCH1cvbnmPas encore d'évaluation
- User Interface DesignDocument6 pagesUser Interface DesignpoojaqPas encore d'évaluation
- Arduino Uno Schematic Annotated1Document1 pageArduino Uno Schematic Annotated1matthewwu2003100% (1)
- Engineering Mechanics Tutorial Question BankDocument13 pagesEngineering Mechanics Tutorial Question Bankrajeev_kumar365Pas encore d'évaluation
- Active Front EndDocument5 pagesActive Front EndDaleel LillaPas encore d'évaluation
- Combination Woodworking Machine Quotation PDFDocument2 pagesCombination Woodworking Machine Quotation PDFAlunel TapuPas encore d'évaluation
- Calcium Sulfate Crystallization in Phosphoric Acid PDFDocument133 pagesCalcium Sulfate Crystallization in Phosphoric Acid PDFabderrahimnPas encore d'évaluation
- Especificaciones Discos de Embrague Transmision - Cat 140HDocument6 pagesEspecificaciones Discos de Embrague Transmision - Cat 140HSergio StockmansPas encore d'évaluation
- Wall Climbing Surveillance Robot ReportDocument79 pagesWall Climbing Surveillance Robot Reportneha gupta100% (3)
- PuleyDocument9 pagesPuleynicolasPas encore d'évaluation