Vous aimerez peut-être aussi
- Trnasport MGMNTDocument50 pagesTrnasport MGMNTHari PrasathPas encore d'évaluation
- Qm9rdoi2hp1z5eni14ehbuu Full PaperDocument11 pagesQm9rdoi2hp1z5eni14ehbuu Full PaperHari PrasathPas encore d'évaluation
- WeldingDocument14 pagesWeldingmomenzi100% (1)
- Welding Processes PartI-TIGDocument27 pagesWelding Processes PartI-TIGstiryakiiPas encore d'évaluation
- WeldingDocument14 pagesWeldingmomenzi100% (1)
- Permanent MoldDocument30 pagesPermanent MoldHari PrasathPas encore d'évaluation
- Lecture3a Isometricandorthographicsketching2009 090708004200 Phpapp01Document23 pagesLecture3a Isometricandorthographicsketching2009 090708004200 Phpapp01saded05Pas encore d'évaluation
- WeldingDocument14 pagesWeldingmomenzi100% (1)
- 98materials Phase DiagramsDocument27 pages98materials Phase DiagramsHari PrasathPas encore d'évaluation
- Structural WeldsDocument37 pagesStructural Weldsjdfgh54Pas encore d'évaluation
- Me2026 LPDocument3 pagesMe2026 LPHari PrasathPas encore d'évaluation
- Chapter 3 - Submerged Arc WeldingDocument17 pagesChapter 3 - Submerged Arc WeldingmasoodmuhidPas encore d'évaluation
- 8 JoiningDocument7 pages8 Joiningdawoodabdullah56Pas encore d'évaluation
- Solubility Limit Phases Phase Equilibria Binary Isomorphous SystemsDocument8 pagesSolubility Limit Phases Phase Equilibria Binary Isomorphous SystemsHari PrasathPas encore d'évaluation
- ME1001Document2 pagesME1001Hari PrasathPas encore d'évaluation
- Smart MaterialsDocument3 pagesSmart MaterialsHari PrasathPas encore d'évaluation
- Engineering Mechanics EquationsDocument16 pagesEngineering Mechanics Equationsgovind4ever5Pas encore d'évaluation
- QBDocument2 pagesQBHari PrasathPas encore d'évaluation
- Tata Motors Placement Paper Whole Testpaper 4229 PDFDocument3 pagesTata Motors Placement Paper Whole Testpaper 4229 PDFHari PrasathPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Euler's Buckling Analysis of Aluminum TubeDocument14 pagesEuler's Buckling Analysis of Aluminum TubeSyedAmmarSamiPas encore d'évaluation
- Api 653 Daily Points To Recall (Day 1)Document2 pagesApi 653 Daily Points To Recall (Day 1)Naveed AhmedPas encore d'évaluation
- Narayangharh-Mugling HighwayDocument85 pagesNarayangharh-Mugling HighwayRm1262Pas encore d'évaluation
- LPS precision fastener manufacturerDocument16 pagesLPS precision fastener manufacturerHiren SonarPas encore d'évaluation
- Richard P Feynman-Surely Youre Joking MR Feynman v5Document3 pagesRichard P Feynman-Surely Youre Joking MR Feynman v5Anonymous Nayak0% (1)
- Ceramic Uses and ProcessesDocument22 pagesCeramic Uses and ProcessesWang Zheng FengPas encore d'évaluation
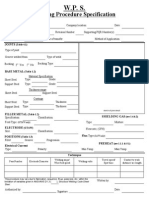
- WPS D1.3-2012 BlankDocument1 pageWPS D1.3-2012 BlankpjbedelPas encore d'évaluation
- Metallurgy - Chapter (5) - Steels and Cast IronsDocument79 pagesMetallurgy - Chapter (5) - Steels and Cast IronsKarim Mamdouh100% (1)
- Sizing (Slashing)Document46 pagesSizing (Slashing)Nikhil Nani100% (1)
- Volume-I Part II SpecificationDocument118 pagesVolume-I Part II SpecificationHiren DesaiPas encore d'évaluation
- Performance-Based Analysis of A Reinforced Concrete Shear Wall BuDocument126 pagesPerformance-Based Analysis of A Reinforced Concrete Shear Wall BusancloudPas encore d'évaluation
- Crack Control for Concrete Slabs GuideDocument28 pagesCrack Control for Concrete Slabs GuideChandu CKPas encore d'évaluation
- Metals and Non MetalsDocument29 pagesMetals and Non Metalsayushmallick07Pas encore d'évaluation
- CH 2 - Properties of MixturesDocument47 pagesCH 2 - Properties of MixturesQuezza Phola S PatulinPas encore d'évaluation
- Formula Sheet Thermodynamics Cengel PaDocument3 pagesFormula Sheet Thermodynamics Cengel PaonatbrossPas encore d'évaluation
- The Research Status of The Wetting of Metal/Ceramic in The High Temperature Self-Lubricating MaterialsDocument5 pagesThe Research Status of The Wetting of Metal/Ceramic in The High Temperature Self-Lubricating MaterialsIlham Ary WahyudiePas encore d'évaluation
- Thermoplastic Elastomeric (TPE) Gasket Materials For Drain, Waste, and Vent (DWV), Sewer, Sanitary and Storm Plumbing SystemsDocument2 pagesThermoplastic Elastomeric (TPE) Gasket Materials For Drain, Waste, and Vent (DWV), Sewer, Sanitary and Storm Plumbing SystemsĐường Nguyễn ThừaPas encore d'évaluation
- Hydrogen ProbeDocument4 pagesHydrogen ProbemahiengPas encore d'évaluation
- Oeko-Tex Standard 100 CertificatesDocument61 pagesOeko-Tex Standard 100 CertificatesKee SarakarnkosolPas encore d'évaluation
- Contamination and Contamination ControlDocument29 pagesContamination and Contamination ControlRyan 1112Pas encore d'évaluation
- Partial cement replacement with rice husk ashDocument12 pagesPartial cement replacement with rice husk ashGbenge JoshuaPas encore d'évaluation
- Belzona 1111ps EnglDocument2 pagesBelzona 1111ps EnglNikolay GuerreroPas encore d'évaluation
- Closed Book API RP 577 Practice QuestionsDocument10 pagesClosed Book API RP 577 Practice QuestionsIslam Fawzy100% (1)
- Nstse Class 8 Solved Paper 2011Document20 pagesNstse Class 8 Solved Paper 2011api-280319234Pas encore d'évaluation
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0Pas encore d'évaluation
- Bag Filter CalculationDocument2 pagesBag Filter Calculationjenifferrayen71% (7)
- BS en 10149-1 1996Document16 pagesBS en 10149-1 1996ibson045001256100% (1)
- SSC-Tech Residential Building Cost EstimatesDocument20 pagesSSC-Tech Residential Building Cost EstimatesBenmark JabayPas encore d'évaluation
- HaloalkaneDocument20 pagesHaloalkaneHediarta Widiana PutraPas encore d'évaluation
- Design of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracDocument10 pagesDesign of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracStefan NaricPas encore d'évaluation