Vous aimerez peut-être aussi
- Heat Input Calculation From WeldingDocument9 pagesHeat Input Calculation From Weldingemmanuilmoulos6339Pas encore d'évaluation
- Syarikat Kejuruteraan Sistematik Sendirian BerhadDocument3 pagesSyarikat Kejuruteraan Sistematik Sendirian BerhadPat Lim100% (1)
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechPas encore d'évaluation
- DVS 2207-3Document12 pagesDVS 2207-3gura9054Pas encore d'évaluation
- PPSC - Product Data Sheet Fusion Bonded EpoxyDocument1 pagePPSC - Product Data Sheet Fusion Bonded EpoxyjulianpirahPas encore d'évaluation
- 00-V016 Quality EHS Record Control Procedure Rev 180311Document5 pages00-V016 Quality EHS Record Control Procedure Rev 180311Tuong NguyenPas encore d'évaluation
- Flame Arrester Installation and Maintenance Instructions ForDocument3 pagesFlame Arrester Installation and Maintenance Instructions Forhk168Pas encore d'évaluation
- Ss Pipe WeldingDocument3 pagesSs Pipe WeldingshridharbshenoyPas encore d'évaluation
- PDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-TemplateDocument1 pagePDF NCP X-Form WSX03 HDG Zinc-Coated-Steel WPS AWS-D11-D190-72 Pre-prepared-Templateيوسف عادل حسانينPas encore d'évaluation
- The NEW Company ProfileDocument26 pagesThe NEW Company ProfilewisandhaPas encore d'évaluation
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Aggregate Sieve Analysis Quality Control and Inspection Report FormDocument1 pageAggregate Sieve Analysis Quality Control and Inspection Report FormMOST PASONPas encore d'évaluation
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1Pas encore d'évaluation
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarPas encore d'évaluation
- Flange Tracking LogDocument5 pagesFlange Tracking Logcorey jacobsPas encore d'évaluation
- 13.api 570 Open BookDocument60 pages13.api 570 Open BookAMAL VISHNUPas encore d'évaluation
- Quad Pipe Hydrotest Procedure Rev1Document16 pagesQuad Pipe Hydrotest Procedure Rev1Trust EmmaPas encore d'évaluation
- Pictures Related To NCR NO.100: Picture 1 (B667) Picture 2 (B642)Document2 pagesPictures Related To NCR NO.100: Picture 1 (B667) Picture 2 (B642)Mohamed Reda HusseinPas encore d'évaluation
- AKP Storage TanksDocument51 pagesAKP Storage Tankscris_2010Pas encore d'évaluation
- CV - Fabio Madeira en - 082018Document3 pagesCV - Fabio Madeira en - 082018inspetorfabiomadeiraPas encore d'évaluation
- Effect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarDocument9 pagesEffect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarnaderbahramiPas encore d'évaluation
- Saudi Aramco Standards: WeldingDocument12 pagesSaudi Aramco Standards: WeldingGEORGE IVANPas encore d'évaluation
- Welding TerminologyDocument18 pagesWelding Terminologymahi1437100% (1)
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- I Object: Repair Procedure For Tank BottomDocument6 pagesI Object: Repair Procedure For Tank BottomZouhair BenmabroukPas encore d'évaluation
- Ansi-Aws A5 - 18-93Document37 pagesAnsi-Aws A5 - 18-93skrkulachiPas encore d'évaluation
- QAP For PQR'S - For Impact TestingDocument3 pagesQAP For PQR'S - For Impact TestingDries VandezandePas encore d'évaluation
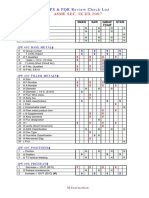
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyPas encore d'évaluation
- Saudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Document1 pageSaudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Mohammed Hamed BaganPas encore d'évaluation
- Halliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberDocument7 pagesHalliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberTahseen Ahmed100% (1)
- Welding Inspector: Weld Repairs Section 16Document20 pagesWelding Inspector: Weld Repairs Section 16manojballaPas encore d'évaluation
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportDocument4 pagesProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarPas encore d'évaluation
- Annex BDocument14 pagesAnnex BPercy Junior Berrios Muñoz100% (1)
- 1 Imran Piping QC CVDocument4 pages1 Imran Piping QC CVkazim MirzaPas encore d'évaluation
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiPas encore d'évaluation
- Highlights-ASME Guides Preheat-PWHT-VIII PDFDocument5 pagesHighlights-ASME Guides Preheat-PWHT-VIII PDFEr Manish JadaunPas encore d'évaluation
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpPas encore d'évaluation
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariPas encore d'évaluation
- GTL WPSDocument6 pagesGTL WPSYoucef ChorfaPas encore d'évaluation
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaPas encore d'évaluation
- API 570 Daily ExamDocument3 pagesAPI 570 Daily Examalouis100% (1)
- P91 MaterialDocument15 pagesP91 MaterialelrajilPas encore d'évaluation
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoPas encore d'évaluation
- Electrode SelectionDocument1 pageElectrode SelectionMel gibsonPas encore d'évaluation
- Piping Daily Fit Up Quality Control and Inspection Report FormDocument1 pagePiping Daily Fit Up Quality Control and Inspection Report FormMd Shariful IslamPas encore d'évaluation
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDocument1 pageDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uPas encore d'évaluation
- Office: Printout Sample - ASME WPSDocument2 pagesOffice: Printout Sample - ASME WPSDanem HalasPas encore d'évaluation
- Evaluation of 8090 and Weldalite-049 Aluminum-Lithium AlloysDocument39 pagesEvaluation of 8090 and Weldalite-049 Aluminum-Lithium Alloysskylancer-3441Pas encore d'évaluation
- List of Qualified Welder Summary BLCPDocument2 pagesList of Qualified Welder Summary BLCPpstechnical_43312697Pas encore d'évaluation
- QA-R-04 - Visual Inspection ReportDocument1 pageQA-R-04 - Visual Inspection ReportvinothPas encore d'évaluation
- Pigging TerminologyDocument90 pagesPigging TerminologyNaveen TripuraneniPas encore d'évaluation
- Repair WpsDocument2 pagesRepair WpsyogacruisePas encore d'évaluation
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaPas encore d'évaluation
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument9 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJovanni RodriguezPas encore d'évaluation
- Volume 2, Welding Fabrication ProcedureDocument7 pagesVolume 2, Welding Fabrication ProcedurealouisPas encore d'évaluation
- WFP 2 01 Procedure R1Document8 pagesWFP 2 01 Procedure R1leodavid87Pas encore d'évaluation
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument7 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication Proceduremabrouk2013Pas encore d'évaluation
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument11 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJaveed A. Khan100% (1)
- Fabrication Weld ManualDocument12 pagesFabrication Weld ManualChaidir Transmission100% (2)
- Deltagulf 1559.Document15 pagesDeltagulf 1559.Bulut YildizPas encore d'évaluation
- Princeton Project Management OverviewDocument1 pagePrinceton Project Management OverviewBulut YildizPas encore d'évaluation
- NDT of Welded Steel Tanks1 PDFDocument4 pagesNDT of Welded Steel Tanks1 PDFBulut Yildiz100% (1)
- Infiltration Ventilation LeakageDocument42 pagesInfiltration Ventilation LeakageBulut YildizPas encore d'évaluation
- Coating StandardDocument40 pagesCoating Standardkendo_qn100% (8)
- Unit 1Document29 pagesUnit 1Biswajit MishraPas encore d'évaluation
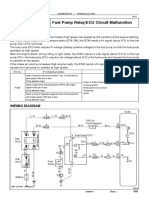
- DTC P1200 Fuel Pump Relay/ECU Circuit MalfunctionDocument4 pagesDTC P1200 Fuel Pump Relay/ECU Circuit MalfunctiononealPas encore d'évaluation
- Compre Queation PaperDocument6 pagesCompre Queation PaperGanesh DharmireddyPas encore d'évaluation
- Critically Reviewing The Literature ClassDocument32 pagesCritically Reviewing The Literature ClassSoman Rajpoot100% (1)
- CDB Aia - Data Integration - Internship - Detailed HandbookDocument3 pagesCDB Aia - Data Integration - Internship - Detailed HandbookRama KrishnanPas encore d'évaluation
- Infinix NOTE 5 Stylus Quick Guide: Together We Can!Document16 pagesInfinix NOTE 5 Stylus Quick Guide: Together We Can!LescribeurPas encore d'évaluation
- Codigo Ficheros PHPDocument33 pagesCodigo Ficheros PHPm_montielPas encore d'évaluation
- Active Mathematics PDFDocument22 pagesActive Mathematics PDFgoingforward77Pas encore d'évaluation
- Automatic Fruit Image Recognition System Based On Shape and Color FeaturesDocument2 pagesAutomatic Fruit Image Recognition System Based On Shape and Color FeaturesakshayPas encore d'évaluation
- MSC Academic Guide - Admission Test PDFDocument13 pagesMSC Academic Guide - Admission Test PDFTonoy Peter CorrayaPas encore d'évaluation
- TH 2100Document67 pagesTH 2100KI TechnologiesPas encore d'évaluation
- 1.basic Electrical Engineering Lecture Part-1Document17 pages1.basic Electrical Engineering Lecture Part-1jimvalenciaPas encore d'évaluation
- Vector AlgebraDocument7 pagesVector AlgebraDeeePas encore d'évaluation
- Microstructure Characteristics and Performance of Dissimilar Welds Between Magnesium Alloy and Aluminum Formed by Friction StirringDocument5 pagesMicrostructure Characteristics and Performance of Dissimilar Welds Between Magnesium Alloy and Aluminum Formed by Friction StirringLeidy Silvana Chacón VelascoPas encore d'évaluation
- Fatigue Life Prediction - An Overview - ScienceDirect TopicsDocument14 pagesFatigue Life Prediction - An Overview - ScienceDirect TopicsMohamed AlaaElDinPas encore d'évaluation
- Proportional Directional Valves: Series LVS08 and LVS12 - Preferred Products ProgrammeDocument66 pagesProportional Directional Valves: Series LVS08 and LVS12 - Preferred Products ProgrammealeksandrPas encore d'évaluation
- B28 VivaDocument27 pagesB28 VivashubhamPas encore d'évaluation
- Pseudocode Is A Technique Used To Describe The Distinct Steps of An Algorithm in ADocument3 pagesPseudocode Is A Technique Used To Describe The Distinct Steps of An Algorithm in AChristian Doson EstillorePas encore d'évaluation
- AssignmentDocument9 pagesAssignmentRazi BaigPas encore d'évaluation
- Astm Parte 5Document5 pagesAstm Parte 5Jimmy David Espinoza MejiaPas encore d'évaluation
- Science 3 PDFDocument12 pagesScience 3 PDFJelyn CandoPas encore d'évaluation
- IC Project Report Dashboard 10673 0Document6 pagesIC Project Report Dashboard 10673 0Anonymous Sls6WCF100% (2)
- Standard Test Method For Density and Void Content of Freshly Mixed Pervious ConcreteDocument4 pagesStandard Test Method For Density and Void Content of Freshly Mixed Pervious ConcreteManaswini VadlamaniPas encore d'évaluation
- H2 Math PracticeDocument7 pagesH2 Math PracticePhoebe Heng100% (2)
- Direct Synthesis of Sodalite From Kaolin: The Influence of AlkalinityDocument7 pagesDirect Synthesis of Sodalite From Kaolin: The Influence of AlkalinityIsye RahmaenaPas encore d'évaluation
- Evaluating Capital ProjectsDocument254 pagesEvaluating Capital Projectsariff_sodriPas encore d'évaluation
- High-Strength Stainless Steels With "Microduplex" Structure For Cryogenic ApplicationsDocument3 pagesHigh-Strength Stainless Steels With "Microduplex" Structure For Cryogenic ApplicationsakhileshPas encore d'évaluation
- Whitepaper 10G Ethernet 10-08Document16 pagesWhitepaper 10G Ethernet 10-08Bogdan IhnatiucPas encore d'évaluation
- Modern Age Waste Water ProblemsDocument364 pagesModern Age Waste Water Problemsromaehab201912Pas encore d'évaluation
- MMW (Data Management) - Part 2Document43 pagesMMW (Data Management) - Part 2arabellah shainnah rosalesPas encore d'évaluation